Цех по производству пластиковых окон с полуавтоматической линией распила профиля разделен на два участка, приспособленных для выпуска обычных и нестандартных конструкций изделий из ПВХ. К последним относятся круглые, арочные и окна больших размеров.

Территория склада хранения готовой продукции позволяет беспрепятственно и в любое время транспортировать свои окна тем заказчикам, которые предпочли самостоятельный вывоз продукции. Автотранспортный цех предназначен для оперативного вывоза на объекты заказчика готовых окон, которые поступают под погрузку в машины прямо с производственной линии предприятия.
Основное оборудование для производства пластиковых окон включает в себя:
Копировально-фрезерные станки
Копировально-фрезерные станки нужны для создания отверстий под запорную фурнитуру – замок, ручку и т.д.
Станки бывают:
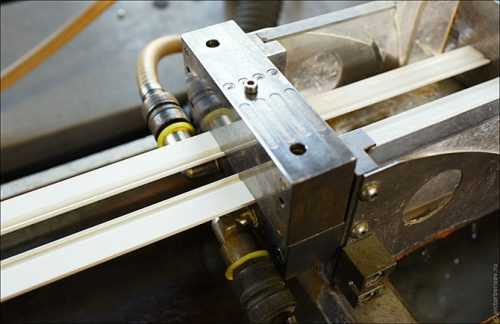
Пила для резки пластикового профиля
Пила для резки – это основной инструмент для изготовления заготовок рамы окна. И это первая операция при производстве пластиковых окон, после доставки профилей в цех. Обычная длина профиля – 6 метров, но в зависимости от производителя профиля может колебаться от 5,8 до 6,5 метров.
В зависимости от конструкций пилы для резки профиля бывают (усорезные пилы):
Пила для резки металлического армирующего профиля
Армирующий профиль вставляется в пластиковый профиль окна для придания жесткости более надежного крепежа оконной фурнитуры. Для распила может использоваться специальное оборудование или обычная «болгарка», так как такой точности, как при распиле пластикового профиля здесь не нужно (металлический профиль находится внутри пластикового профиля). Виды пил по металлу:
Дренажные станки
Так как из-за конденсации при перепаде температур в профиле рамы может образовываться влага, в раме, створке и импостах сверлятся дренажные отверстия. Инструмент для фрезерования дренажных каналов – обычно это или дрель, или специальный инструмент - станок для сверления дренажных каналов 2-х или 3-х шпиндельный)
Сварочные станки
Станок одноголовочный, ручной. Предназначен для сваривания углов оконного профиля ПВХ.
Виды станков для сварки оконного ПВХ профиля:
Эти станки различаются по производительности, для большого автоматизированного производства лучше подходит четырехголовочный сварочный станок.
Зачистные станки
Зачистные станки используются после сварки пластикового профиля для зачистки наплывов. Бывают ручными, автоматическими, пневматическими в составе автоматизированных линий. Виды зачистного оборудования могут сильно варьироваться от уровня оснащенности производства.
Инструмент
Для мелких работ наиболее выгодно использовать пневноинструмент (дрели, шуруповерты и тд), но нужно не забывать что к пневмоинструменту нужен также компрессор сжатого воздуха.
Шуруповерт для крепления в пластиковом профиле армирующего профиля
Крепление армирующего профиля в пластиковом профиле может быть выполнено с помощью ручных винтовертов или автоматических.
Торцефрезерные станки
Служит для обработки торцов импоста, для установки импоста в профиль рамы.
Вспомогательное оборудование
Для эффективного и аккуратного производства пластиковых окон, необходимы в качестве вспомогательного оборудования сборочные столы, тележки, контейнеры (для хранения материалов, инструментов, заготовок).
Для производства оконных конструкций фирма использует высокоточные станки от известных и общепринятых европейских фирм Urban, Rotox, Hollinger, Schirmer и Maver. Повышенная производительность и колоссальный запас качества этого оборудования позволяет максимально реализовать производственный ресурс с учетом задач, поставленных перед предприятием.
Ориентируясь на ведущих производителей и отвечая постоянно возрастающим требованиям клиентов, компания ведёт постоянную направленную работу по совершенствованию и модернизации своих мощностей. При этом производственные линии по изготовлению стеклопакетов, включающие резку, промывку, полировку и обработку антистатиком, полностью автоматизированы.
Для производства оконных конструкций используется поливинилхлорид, который является долговечным, надежным, практичным и безопасным материалом.
Поставщики оконного профиля это или немецкие заводы изготовители, или действующие по лицензии, но расположенные или в Китае или в России заводы. Очень много производителей пластикового профиля находится в Подмосковье.
Каждое изделие выполняется как отдельное производственное задание. Заказ автоматически обрабатывается при помощи профильного программного обеспечения и сразу поступает на станки распиловочного центра. Заготовка обрабатывается, армируется, на ней фрезеруются дренажные отверстия, и она проходит сварочный участок.
Тем временем вырезается стекло и обрабатывается от грязи в моющей машине. Его склеивают специальными лентами в дистанционной рамке, в которую засыпают силикагель, используемый в качестве влагопоглотителя.
Далее стеклопакет проходит процедуру герметизацию шва и на него монтируется фурнитура. Следующий этап – соединение всех элементов окна с установкой стеклопакета и его фиксацией штапиком.
Только после полного прохождения проверки геометрии и качества функционирования запорной арматуры на стенде специалистами отдела технического контроля (ОТК), изделие можно назвать полноправным окном.
promplace.ru
Компания «Орбита» является одним из лидеров по производству окон ПВХ в Республике Беларусь. На протяжении уже многих лет мы выпускаем изделия из поливинилхлорида, обладающие самыми высокими техническими характеристиками.
Качество наших оконных конструкций обеспечивается соблюдением всех технологических стандартов по ее производству. Для этого используется исключительно современное высокоточное профессиональное автоматическое оборудование для производства пластиковых окон. У нас установлены производственные линии от лучших мировых производителей оборудования для изготовления оконных систем, таких как FIMTEC, LISEC, URBAN, ROTOX, Haffner.
Производство окон ПВХ – сложный и многоступенчатый процесс, где качество конечного продукта контролируется и машинами, и человеком. Вся выполняемая работа на нашем предприятии максимально компьютеризирована и автоматизирована, что практически исключает влияние человеческого фактора. Также в производственном процессе участвуют только высококвалифицированные специалисты, что позволяет нам с уверенностью говорить о том, что мы производим действительно качественные окна.
Производство стеклопакетов в компании «Орбита» осуществляется на нескольких производственных зонах (участках).
Более подробно о видах стеклопакетов Вы можете прочитать в разделе «Производство стеклопакетов».
Важным этапом производства оконных конструкций является изготовление пластикового профиля. Процесс изготовления пластикового профиля начинается с приготовления смеси. Используемые компоненты дозируются автоматически с помощью электронных весов. Это позволяет добиться предельной точности используемого состава. В состав смеси также включают различные модификаторы, стабилизаторы, красители и прочие добавки, отвечающие за надежность конечного продукта, его цвет, устойчивость к воздействию ультрафиолета и т.д.
Далее смесь загружают в бункер экструдера. Там смесь выдерживается определенное время, разогревается и выдавливается через фильеру.
При производстве пластиковых окон ПВХ компания «Орбита использует высококачественный пластиковый профиль Rehau.
Непосредственно технологический процесс производства пластиковых окон ПВХ (вне зависимости, используется ли однокамерный или многокамерный профиль) включает в себя последовательное выполнения ряда технологических операций, производимых на различных участках. Рассмотрим технологию производства пластиковых оконных конструкций подробнее.
Участок заготовки
На данном участке производятся следующие технологические операции:
Мы предварительно проверяем все профили заготовок и защитные пленки на отсутствие повреждений, так как соблюдение всех норм при производстве пластиковых окон из ПВХ непосредственно влияет на качество готовой конструкции.
Участок сварки ПВХ профилей.
На данном участке происходит сварка профиля (створок и углов рамы), необходимая для создания конечной жесткой конструкции. Сварка ПВХ-профилей осуществляется при помощи роботизированных сварочных аппаратов. Мы используем 4-х головочный сварочный аппарат, который одновременно нагревает четыре среза профиля и сваривает их. На данном этапе производственной линии для соответствия технологическому процессу производства окон ПВХ строго соблюдаются следующие условия:
Автоматизированная станция обработки сварочного шва гарантирует идеальное качество стыка профилей, что повышает надежность пластикового окна.
Участок зачистки углов
На данном участке происходит очистка стыков профиля от наплавов сварного шва. В компании «Орбита» при производстве окон ПВХ очистка сварного шва производится на специальном очистной станции. После зачистных работ и обязательного контроля качества изделия помещаются на стойки промежуточного хранения.
Участок установки импостов и уплотнительной резины
На данном этапе происходит присоединение горизонтальных и вертикальных импостов в соответствии со схемой производимой оконной системы. Для более точного прилегания импосты предварительно фрезеруются на фрезерном станке.
Уплотнение производится единым куском специальной резины, которая создает непрерывный уплотняющий контур. Осуществляется тщательный контроль, чтобы уплотнитель не растягивался. Стыки обрабатываются специальным клеем.
Участок установки фурнитуры
На данном участке производства пластикового окна осуществляется установка фурнитуры согласно бланку заказа. На станции установки фурнитуры не только монтируются ручки, петли и другие комплектующие, но также происходит соединение створки и рамы в единую конструкцию. После визуальной и функциональной проверки окно поступает на участок установки готовых стеклопакетов.
Участок установки стеклопакетов
Производство пластиковых окон завершается установкой стеклопакета в ПВХ-профиль. На специальном стенде производится окончательная регулировка створок. Стенд по установке стеклопакетов имитирует условия реального монтажа изделия в оконный проем. Далее стеклопакет закрепляется в пластиковом окне с помощью штапиков. Закрепление стеклопакета происходит согласно разработанной конструкторской документации. На этом этапе также проводится общий контроль качества изготовленной конструкции, после чего изделие отправляется на склад готовой продукции.
Политика компании «Орбита» направлена на производство окон ПВХ исключительно высокого качества. Обращаясь к нам, вы можете быть уверенны в следующем:
Окна ПВХ «Орбита» — совершенное изделие, качество и надежность которого обеспечивается точной работой машин и скрупулезным контролем со стороны человека.
www.orbita.by

На этапе выбора окон ПВХ большинство потребителей желает узнать, по какой технологии они производятся. И это естественно, ведь только зная весь процесс в деталях можно полностью оценить все преимущества пластиковых окон.
Итак, первым этапом производства каждого окна является сборка и сварка несущей конструкции из предварительно подготовленного (нарезанного и обработанного) оконного профиля. Причем раскрой и обработка профиля осуществляются в специализированном производственном цеху.
Следующим этапом становится сварка оконного профиля в цельную конструкцию, которая осуществляется с помощью четырехголовочного сварочного аппарата. В зачистном центре проводят обработку всех сварочных швов.
Когда рама полностью подготовлена, осуществляется процесс остекления – в раму вставляется уже собранный стеклопакет. Затем стеклопакет фиксируется с помощью штапиков, и на окно навешиваются петли. После этого оконная конструкция считается готовой.
Как правильно купить окна от производителей?
Сегодня на специализированном рынке существует множество компаний, предлагающих потребителям металлопластиковые окна «от производителей». Впрочем, это не значит, что вся продукция, реализуемая этими организациями, отличается высоким качеством – ведь на рынке немало подделок. Поэтому, желая приобрести высококачественные металлопластиковые окна от производителя, следует обратить особое внимание на следующие параметры:
И только если все эти параметры находятся на достойном уровне, можно быть точно уверенными, что вы приобретаете качественные окна от производителя.
Производство изделий из ПВХ
Говоря о производстве изделий из ПВХ, необходимо отметить, что речь идет о разнообразных светопрозрачных конструкциях, изготавливаемых современными компаниями наряду с классическими металлопластиковыми окнами. Производственная линия подобной продукции постоянно контролируется высококвалифицированными специалистами, технологии совершенствуются, но при этом четко регламентируются многочисленными нормативными документами.
Основными этапами производства изделий из ПВХ являются:
Почему лучше покупать окна от производителя?
Многие потенциальные покупатели задаются вопросом: у кого же лучше приобретать окна – непосредственно у производителя или у дилера? Попробуем дать на него ответ.
Конечно, лучше всего покупать пластиковые окна непосредственно у компаний-производителей. Это поможет вам сэкономить деньги, да к тому же, вы будете совершенно уверены, что приобретаете действительно качественную проверенную продукцию. Кроме того, обращаясь к услугам дилеров, вы рискуете наткнуться на представителей так называемой «компании-однодневки», которые предлагают покупателям низкосортную продукцию без гарантии (то есть теоретически, гарантия, конечно, есть, но когда вам понадобится воспользоваться ею, компании, у которой вы делали покупку, уже не будет существовать). А потому покупка металлопластиковых окон непосредственно у производителя – самый надежный и выгодный вариант вложения денег в ваш комфорт.
www.plastikovokna.ru

Многим интересно, из какого материала делают пластиковые окна, как выглядит производство, ведь от качества материала и современности оборудования напрямую зависят физические свойства конечного продукта. Мы расскажем, как все происходит, какое оборудование применяется, для чего оно служит, как делается смесь для пластика и многое другое.
Как делают пластиковые окна, мы рассмотрим на примере завода Kaleva. На российском рынке данная компания имеет широкую известность, профили, выпускаемые ею, используются во всех регионах страны. Вы увидите, как происходит полный цикл производства, включая не только сборку конечного продукта, но и работу экструзионной линии.
Если Вам нужны качественные окна, отвечающие последним разработкам иностранных дизайнеров, то обратите внимание на продукцию Kaleva!отзывы российских потребителей об окнах Kaleva вы можете прочитать по ссылке http://oknanagoda.com/kompanii/okonnie-firmi/kaleva-okna.html
Качественные и недорогие окна предлагает бельгийский производитель Deceuninck. Прочитайте, стоит ли покупать их продукцию.
к содержанию ↑Завод максимально автоматизирован, что исключает вмешательство человеческого фактора. Стоит заметить, что требования к российской продукции выше, чем к европейским товарам, так как многие окна используются при крайне низких температурах, которых в Европе не бывает.
Самой интересной частью производства является экструзионная линия. Она включает непосредственно экструдер, стол для калибрации, отрезные пилы, устройство, протягивающее пластик, принимающий стол. Для производства используется порошок или гранулы ПВХ – это то самое, из чего сделаны пластиковые окна. В день линия может выпустить несколько километров будущего профиля. Останавливают линию, только если нужно ее очистить или сделать новый замес.

Экструзионная линия
Внутри экструдера находятся специальные пластины, проходя через которые, застывающая масса ПВХ приобретает нужную форму. После этого материал попадает на калибрационный станок. Он притягивает массу к поверхностям для формирования. На линии обычно устанавливают несколько калибраторов, благодаря чему значительно повышается качество продукции. После того как процедура будет закончена, профили охлаждают. Это делают при помощи отфильтрованной воды.
Профиль после охлаждения до нужной температуры отправляется в протягивающее устройство, где его вытягивают до состояния готовой продукции. Остается только нарезать материал по нужным размерам в соответствии с теми, которые были заданы заказчиком. За всеми процессами следит электроника. Это важно, так как от скорости протяжки зависит качество профиля. Для того чтобы его геометрия не нарушилась, скорость всегда должна быть одной. Сервер может корректировать режим работы аппаратуры. После того как профиль будет подготовлен, его нарезают при помощи отрезной пилы. Ее работа также контролируется компьютером, поэтому неточности и неровности отреза исключены.

Ппротягивающее устройство
Нарезка материала на отрезки по 6 метров происходит за несколько секунд. Для этого не требуется останавливать производственную линию: пила просто двигается за профилем.
к содержанию ↑Из чего делают пластиковые окна, стало ясно, а как производят штапики, задачей которых является удержание стеклопакета на месте?
Данный процесс разбивается на две части. Сначала изготавливают ту часть штапика, которая несет основную нагрузку и является твердой, затем на кромки изделия набивают накладки, изготовленные из мягкого ПВХ. Это также делается при помощи автоматики, для протяжки установлен свой механизм.
Линия по производству штапиков

Этапы производства штапиков
к содержанию ↑Мы рассмотрели только ту часть деятельности, которая охватывает непосредственно изготовление профиля, однако это далеко не все. На заводе существует специальная лаборатория, которая контролирует качество продукции, смесей для ее изготовления, а также разрабатывает новые составы для тех моделей окон, которые будут использоваться в конкретных условиях.
В лаборатории каждая партия готового профиля проходит испытания, проводятся они несколько раз в день. Там осуществляют проверку прочности швов, профиля, то, насколько качественными получились сварочные швы. Существует специальное оборудование, которое проверяет белизну или цвет цветных элементов.
Лаборатория контроля качества
к содержанию ↑В ассортименте предприятия есть не только белые, но и цветные изделия. Как сделать окно из ПВХ цветным? Для этого при заготовке массы добавляют специальные красители, благодаря которым ПВХ приобретает нужный оттенок. По техническим характеристикам такое окно ничем не отличается от белого аналога, однако имеет более привлекательный, с эстетической точки зрения вид.
Кроме этого, существует и другая технология создания цветного профиля: на готовую белую конструкцию наносят ламинирующую пленку. Пленка может иметь любой рисунок и рельеф, благодаря чему получается создать окна, внешне неотличимые, например, от деревянных. На ощупь структура таких изделий будет напоминать натуральную. Заводы заказывают пленку в больших объемах. Ее выпускают в рулонах по 550 метров. Ширина полосы составляет 50 см, поэтому можно покрыть пленкой конструкцию любого размера.

Пленка также наносится при помощи специального оборудования. Для этого профиль сначала разогревают тепловыми пушками, могут использоваться для этой цели специальные лампы нагрева. Это позволяет не только подготовить поверхность, но и исключить попадание пыли на нее. На пленку наносят специальный клей, и наклеивают ее на пластик под давлением. Излишки клея сразу же удаляются, и изделие переходит в камеру для сушки. После такой процедуры пленка навсегда приклеится к профилю, и ее будет невозможно оторвать. Повторить процедуру в домашних условиях невозможно.
Специальное оборудование для нанесения пленки
Профили могут иметь несколько цветов, например, для внутренней части выбран один цвет, для внешней – другой. Пленку чаще всего применяют для внутренней части, так как такое окно более дешевое, однако она может быть нанесена на обе стороны профиля. Внешних воздействий такое изделие не боится.

Виды ламинационных пленок
Теперь вы знаете технологию производства пластиковых окон. Не все заводы сами изготавливают профиль, многие закупают готовую продукцию и только собирают ее в цехах. Мы же проиллюстрировали полный цикл производства, который проходит продукция на заводе Kaleva.
oknanagoda.com

В настоящее время основным элементом изготовления окон и дверей является профиль ПВХ, который поставляется на производство в виде длинномерных хлыстов. Из материала нарезают отдельные элементы конструкции, армируют и сваривают на специальных станках в монолитную конструкцию, способную выдержать большие механические нагрузки.
Для армирования используется П-образный профиль, изготавливаемый из листового металла. Толщина стенок может колебаться в пределах нескольких миллиметров. Вставляемый внутрь профиля, он обеспечивает конструкции высокую прочность и долговечность. Все операции по нарезке, сварке и сборке проводятся на специальных станках. Пластиковые окна, новейшая технология, разработанная и внедренная известными инженерами, позволяет создавать сооружения во много раз практичней и удобней, чем из древесины.
Чтобы качественно выполнить нарезку заготовок ПВХ профиля по заданным размерам, используются дисковые пилы, установленные на специальных станках. Они имеют два основных положения работы.
Следует учитывать, что во время сварки заготовок профиль теряет до трех миллиметров длины, поэтому они делаются с запасом. Армировочный профиль режется дисковыми пилами по металлу под углом в девяносто градусов.
Конструкция окон REHAU предусматривает специальные отверстия, которые дают возможность конденсату, образующемуся при перепадах температур, самотеком удаляться с поверхности стекол. Они выглядят как продолговатые вырезы, которые после монтажа окна закрываются специальными заглушками. Расположение и количество этих отверстий зависит от модели и величины окна. Технология производства пластиковых окон предусматривает изготовление таких отверстий при помощи специальных дренажных станков или используя ручной электрический инструмент.
Стальной профиль для армировки крепится внутри центральной части створчатого и рамного профиля. Для крепежа используют минисаморезы, заворачиваемые ручными или установленными на станках шуруповертами. Шаг крепления не должен превышать двадцати сантиметров.
Для максимально точного сопряжения импоста с рамными и створчатыми профилями его торцы должны иметь заранее заданную форму. Обработка проводится на специальном фрезерном станке с установленной особой импостной фрезой, поступающей вместе с профилем от завода, занимающегося выпуском заготовок ПВХ. По завершении обработки монтируется специальный соединитель, позволяющий осуществить соединение импоста с каркасным профилем или створкой.
Изготовление отверстий для замка и ручки
Используется специальный фрезерный станок, позволяющий проделать в нужном месте отверстие для ручки, и специальный паз прямоугольной формы для замка. Для выполнения такой работы не требуется большой квалификации работника.
Большое значение для качества изготавливаемого из ПВХ профиля окна имеет сварка каркасов и створок в монолитное сооружение. При помощи сварочного зеркала кромки нагреваются до состояния вязкости и плотно прижимаются друг к другу до полного затвердения пластика. Операция проводится на автоматизированных станках, дающих возможность выставлять необходимые параметры работы оборудования.
После сварки на месте стыковки образуется небольшой валик, который затем удаляется при помощи ножа, встроенного в станок. Он функционирует как рубанок и моментально удаляет наплыв, делая поверхность идеально ровной и гладкой. На торцевых стыках валик удаляется при помощи специальных фрез, движущихся по сложным траекториям, определяемым копиром.
Чтобы в месте установки импоста не могла просочиться внешняя влага, на его поверхность наносят силикон или жидкий пластик, после чего двумя специальными шурупами он крепится к раме. Пластиковые окна от производителя, изготовленные из профиля REHAU, позволяют получать изделия безупречного качества.
Штапики нарезаются на специальном станке, который позволяет точно выдерживать геометрические пропорции и размеры. Технология изготовления стеклопакетов для пластиковых окон позволяет получать безукоризненную защиту от ветра, влаги и резких скачков температур. После того, как стеклопакет встанет на свое место, штапики забиваются в специальные пазы и обеспечивают ему надежное крепление.
techkomplect.ru










