Содержание
Технология производства пластиковых окон, этапы изготовления
Оглавление
- Этапы производства пластиковых окон
- Особенности производства пластиковых окон
Компания «Вега» — лидирующий поставщик промышленного оборудования от крупнейших китайских и европейских производителей. У нас вы можете заказать современное и высокоавтоматизированное оборудование для производства стеклопакетов для организации или модернизации своего бизнеса.
Специалисты «Вега» всегда готовы помочь в выборе оборудования и взять на себя обслуживание. Но владельцы бизнеса все равно должны понимать конструкцию пластиковых окон и процесс их производства. Именно этими знаниями мы и поделимся в статье.
Рис. 1. Металлопластикове окно
Этапы производства пластиковых окон
Производство пластиковых окон и стеклопакетов — не одно и то же. Стеклопакет — герметичная конструкция из нескольких стекол. И его изготовление — это только один из основных этапов в производстве окон или отдельный вид производственной деятельности.
Конструкция пластикового окна содержит один или несколько стеклопакетов, совмещенных с рамой, фурнитурой, створками и другими элементами. Все нужные для производства пластиковых окон детали можно купить в готовом виде или производить самостоятельно. Об изготовлении стеклопакетов мы писали ранее. В рамках этой статьи рассмотрим конкретно процесс производства пластиковых окон.
Процесс изготовления пластикового окна включает в себя 12 производственных этапов.
Создание электронного чертежа
Это подготовительный этап. Мастер-замерщик выезжает к заказчику, измеряет оконный проем, анализирует место установки и конструкцию здания. На основе сделанных замеров и с учетом пожеланий заказчика, государственных норм, разрабатывается цифровой чертеж окна, на основе которого будут проводиться все дальнейшие работы.
Рис. 2. Конструкция оконного блока
Заготовка и нарезка профилей
На данном этапе осуществляется нарезка профилей ПВХ на заготовки. Профиль нарезается на заготовки запланированной длины под углом с помощью дисковой пилы с высокой скоростью вращения. Качество готового изделия во многом зависит от точности выполнения данных работ, поэтому следует тщательно следить за соблюдением технологии нарезки и соответствием необходимым стандартам.
Качество готового изделия во многом зависит от точности выполнения данных работ, поэтому следует тщательно следить за соблюдением технологии нарезки и соответствием необходимым стандартам.
Профиль ПВХ может содержать от 1 до 8 камер. Чем больше количество камер, тем лучше окно будет сохранять тепло и защищать от непогоды и шума на улице. Для России рекомендуется использовать 3-5 камерный профиль — он оптимален для местного климата.
Фрезерование монтажных отверстий под фурнитуру и создание дренажа
Для предотвращения образования конденсата между профилем и стеклопакетом в створках окна проделываются водоотливные дренажные отверстия. Они размещаются на равноудаленном расстоянии.
Вручную или же на специализированных станках проделываются отверстия для монтажа оконной фурнитуры и ручки. Проделывается отверстие под язычок замка.
Армирование металлических профилей
Металлические армирующие профили укрепляют ПВХ и придают конструкции дополнительную жесткость. Они устанавливаются по периметру всей конструкции и закрепляются с помощью саморезов.
Они устанавливаются по периметру всей конструкции и закрепляются с помощью саморезов.
Нарезка армирующих профилей осуществляется по шаблону дисковой или ленточной пилой. Перед устанвкой заготовки зачищают от заусенцев и шлифуют на станке.
Сварка металлопрофилей
Один из ключевых этапов, на котором осуществляется соединение готовых армированных профилей. Для обеспечения высокой прочности и симметрии оконной рамы осуществлять работы рекомендуется на специализированных автоматах.
Сварка на автомате осуществляется по всем четырем углам одновременно. Технология автоматной сварки предполагает нагрев торцов рамы до состояния плавления с помощью тефлоновых нагревающих элементов. После прогрева профиля тефлоновые пластины поднимаются, а части рамы или створок сдавливаются. После остывания швов их прочность проверяется автоматом путем оказания давления на ключевые точки опоры конструкции.
Зачистка и шлифовка сварочных швов
Для придания окну презентабельного внешнего вида проводится зачистка сварочных швов. Работы выполняются на шлифовальном станке и с программным управлением.
Работы выполняются на шлифовальном станке и с программным управлением.
Фрезеровка и установка импоста в раму
Импост — конструктивный элемент, разделяющий окно на секции. Для подгонки импоста под геометрию конкретного окна используют фрезерные установки с ЧПУ или импостовые станки. После обрезки и обработки импоста он устанавливается в оконную конструкцию с помощью уголков и саморезов.
Установка фурнитуры
Оконная фурнитура — значимый элемент окон, влияющий на легкость в управлении, защиту от продува и взлома. Фурнитура может включать в себя элементы для поворота, откидывания микропроветривания. Главные элементы фурнитуры — ручка и замок.
Монтаж фурнитуры осуществляется на специальном стенде или вручную. Поскольку все окна имеют разную конструкцию и геометрию, некоторые элементы потребуется дополнительно подгонять под размеры окна. Особенно это касается обвязочной и ответной фурниры.
Уплотнение окон
В конструкцию пластикового окна входит ряд уплотнителей, задача которых создать полноценную защиту от проникновения воздуха, шума, влаги внутрь помещения. Каучуковые или более современные уплотнители устанавливаются на рамном профиле, вдоль стеклопакета, пазов и створок.
Каучуковые или более современные уплотнители устанавливаются на рамном профиле, вдоль стеклопакета, пазов и створок.
Проклеивать уплотнители можно вручную или с помощью специальных закатных роликов. Перед уплотнением поверхность обязательно следует очистить монтажным ножом, гравером или пневмофрезером.
Навешивание створок
Готовые створки аккуратно навешиваются на предусмотренные проектом петли пластиковой рамы и фиксируются. Петли маскируются декоративными пластиковыми накладками. В завершение этого этапа мастер проверяет фиксацию элементов и работоспособность механизма открывания-закрывания.
Рис. 3. Уплотнение зазоров
Остекление
Стеклопакеты обычно поставляются на предприятия по производству окон с заводов, специализирующихся на их производстве. Готовые стеклопакеты устанавливаются в раму на профильные рейки — штапики. Процесс остекления предполагает предварительную установку вставок в профиль и раму для обеспечения определенного зазора между профилем и стеклопакетом.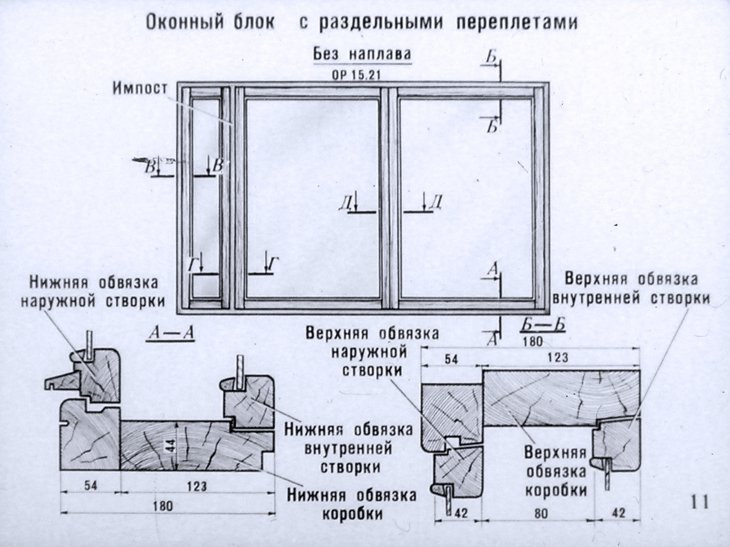
После установки стеклопакет закрепляется штапиками. Это пластиковые заготовки, которые изготавливаются определенной формы и длины, имеют защелку для прижимной фиксации. Штапики вставляются в пазы и фиксируются по всему периметру рамы с помощью молотка с поверхностью, не царапающей пластик.
Перед остеклением конструкция предварительно тщательно очищается от пыли и стружек. Обязательно очищаются и стекла с обеих сторон.
Проверка качества готового изделия
Производство полного цикла в обязательном порядке должно включать в себя отдел технического контроля и лабораторию для проверки качества готового стеклопакета. Проверка качества профиля осуществляется по следующим параметрам:
- внешний вид профиля;
- масса погонного метра;
- герметичность и прочность сварных швов;
- светопрозрачность;
- ветроустойчивость;
- способность к деформации;
- соответствие габаритам;
- термоустойчивость.


После детальной проверки стеклопакет очищается, приводится в товарный вид и отправляется клиенту для последующего монтажа.
Особенности производства пластиковых окон
Технология изготовления пластиковых окон может в значительной степени отличаться в зависимости от масштабов производства, особенностей конструкции и оборудования. Процесс изготовления может включать в себя оклеивание профилей перед нарезкой цветной пленкой в качестве декоративного элемента, монтаж элементов дополнительного утепления и герметизации.
Производство пластиковых окон сложный процесс. Но большинство профильных предприятий России и Европы все еще остаются слабо автоматизированными и большинство процессов выполняется вручную.
Компания «Вега» предлагает изменить это и оснастить свое предприятие технологичным современным оборудованием. Последние новинки науки и техники позволят добиться высоких результатов в своей отрасли, первыми реализовывать инновационные решения и удовлетворять любые запросы клиентов. Использование автоматизированных станков — гарантия качества на каждом этапе разработки и основа первоклассной продукции.
Использование автоматизированных станков — гарантия качества на каждом этапе разработки и основа первоклассной продукции.
Технология производства пластиковых окон ПВХ шаг за шагом
В этой статье расскажем обо всех этапах изготовления пластиковых окон.
Не секрет, что любое производство начинается с закупки материалов и комплектующих. К тому же нужны полуфабрикаты. Поэтому технология изготовления пластиковых окон, как и любая другая, начинается с входного контроля.
Для всех комплектующих имеются соответствующие ГОСТы. Так, уплотнители должны соответствовать ГОСТ 30778-2001, фурнитура — ГОСТ 30777-2001, а профили, используемые для сборки окон ГОСТу 30673-99.
Что касается хранения материала, то он должен складироваться в помещении в нормальных условиях. Необходимо избегать попадания прямых солнечных лучей и не хранить вблизи отопительных приборов. Температура в производственных цехах не должна быть ниже +18 градусов, иначе при низкой температуре обработка пвх профилей может не дать должного качества.
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.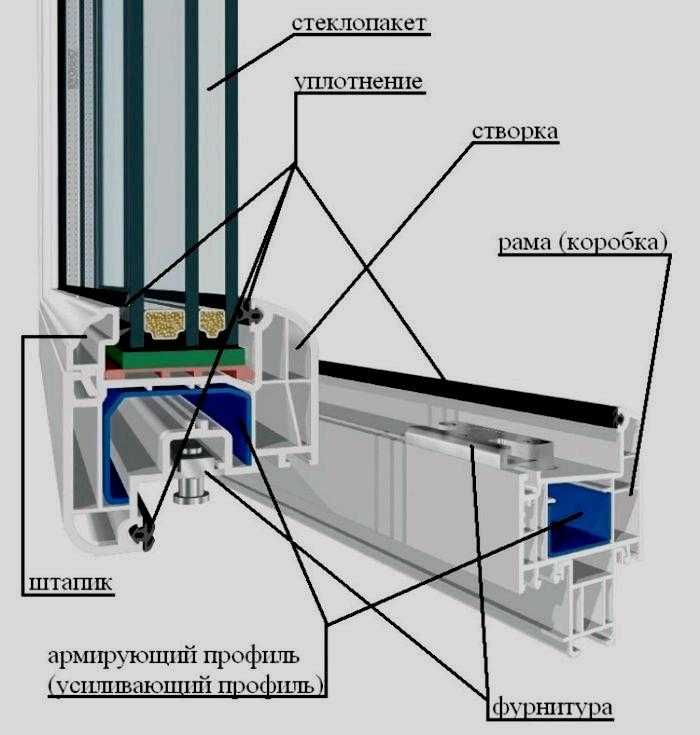
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.
7 этап. Профили свариваются на специальном сварочном станке.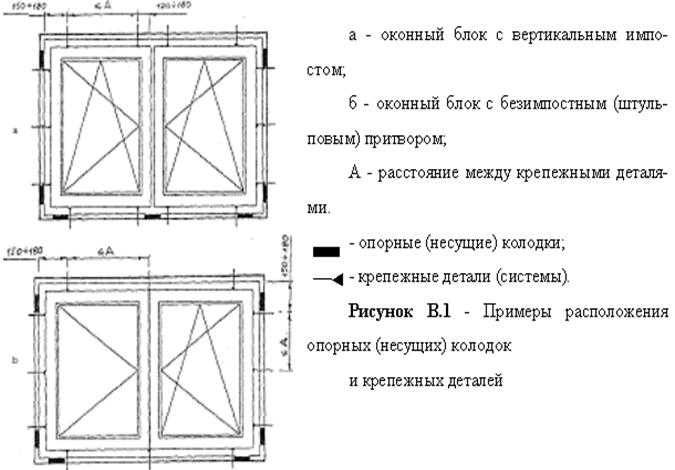 Температура сварного ножа порядка 250 градусов.
Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!). Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию. После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
Статьи по теме
Как изготавливаются окна и дверные блоки из НПВХ
Как изготавливаются окна и дверные блоки из НПВХ
- Home
Около
BPF
- О BPF
- ИСТОРИЯ BPF
- ВОЗ, ВОЗ, ВОЗ, БПФ
- .
- Вступить в БНФ
BPF Ключевые документы
- Ежегодный обзор
- Участники
- Обследование условий бизнеса
Структура BPF
Реклама
- Media Pack
News
Media и Public
News
и Public
News
и Public
NEW
- Информация для общественности
Общие обновления
- Присоединиться к списку рассылки
События
События BPF
- Seminars
- Webinars
- Webinar Archive
- Seminar Slides
- Chemical Recycling 2022
- Annual Dinner
Awards
- Horners Awards
Trade Shows
- Trade Shows
Issues
Окружающая среда
- Морские отходы
- Операция Clean Sweep
- Устойчивое развитие
Упаковка
- Пластмассы: концепция экономики замкнутого цикла
- Где я могу переработать свой пластик?
- Упаковка
- ECO Design
Health
- Coronavirus Обновление
- Health & Safect
Plastipedia
Пластиковые материалы
- . Реактопласты
- Полимеры: на биологической основе/разлагаемые
- Polymer Prices
- Polymer Zone
 Реактопласты
РеактопластыApplications
- Applications (Plastics in Use)
Industry Guidelines
- Plastipedia Home
- Energy Use
- Standards
- BPF Literature & Guides
- Life Cycle Analysis
Пластиковые процессы
Каталог
Поиск
- Главная
- Поиск Каталог
- Каталог A-Z
Просмотр
- Местоположение и категория
- Категория бизнеса
- BPF Группа членов
Найти поставщика
Область
PVC-U представляет собой жесткую версию полимера поливинилхлорида. Чтобы сделать материал пригодным для использования в производстве окон и дверей, в материал включают ряд специальных добавок, придающих ему ударопрочность, стойкость цвета и долговечность.
Процесс экструзии используется для создания профилей, предназначенных для включения деталей, необходимых для изготовления и сборки многих компонентов, необходимых для окон и дверей с высокими эксплуатационными характеристиками.
Профили нарезаются по размеру и подвергаются ряду механических операций, чтобы на готовом изделии можно было установить фурнитуру и образовать каналы отвода воды. Затем они соединяются вместе с помощью сварки плавлением и/или механических креплений, чтобы сформировать желаемую конфигурацию продукта. Внутри профилей из НПВХ, где это необходимо, закрепляются стальные или алюминиевые арматурные секции для обеспечения дополнительной прочности. Можно использовать и другие вставки для улучшения тепловых характеристик и увеличения удержания винтов.
Хотите найти поставщика поливинилхлорида?
Информационное видео
В следующем видеоролике показан процесс изготовления окон из ПВХ. Видео предоставлено компанией Veka Plc, членом BPF Windows Group.
Видео предоставлено компанией Veka Plc, членом BPF Windows Group.
Ресурсы
1. Информационный бюллетень BPF Windows Group 1: Вопросы окружающей среды
2. Металлические стабилизаторы и ПВХ
3. Ожидаемый срок службы
4. Сжигание ПВХ
5. Гидрополимеры: возможности вторичной переработки ПВХ в замкнутом цикле
6. Краткая история Windows. Руководство по удобному дизайну замены
Как изготавливают окна ПВХ?
Автор: Молли Моррис, 30 мая в журнале Design and Architecture, Fun
Мы знаем их, любим и используем в наших домах, но как именно изготавливаются окна из ПВХ? Мы совершили экскурсию по нашей фабрике в Норвиче, чтобы показать вам, как создается этот невероятно универсальный и гибкий, но непревзойденно прочный материал для изготовления нашего самого популярного продукта. Каждое окно изготавливается в соответствии с уникальными спецификациями вашего дома, а затем тщательно проверяется на качество, прежде чем отправиться на установку. Есть причина, по которой они являются хлебом с маслом для нашей компании.
Каждое окно изготавливается в соответствии с уникальными спецификациями вашего дома, а затем тщательно проверяется на качество, прежде чем отправиться на установку. Есть причина, по которой они являются хлебом с маслом для нашей компании.
Хотите увидеть наше производство окон из ПВХ в действии? Посмотрите наше видео, чтобы заглянуть внутрь.
Посетите наш завод в Норвиче, чтобы увидеть, как мы производим окна из ПВХ:
Что такое НПВХ?
НПВХ означает непластифицированный поливинилхлорид — понимаете, почему его название обычно сокращают? — и это невероятно универсальный материал, который можно использовать для таких вещей, как окна, двери, сантехнические материалы и даже зубные фиксаторы.
Первое зарегистрированное коммерческое использование НПВХ произошло в Германии в 1960-х годах. До этого производители использовали поливинилхлорид (ПВХ) в качестве материала, но его низкий срок службы делал его нежелательным материалом. Вскоре производители обнаружили, что без добавления пластификаторов ПВХ становится намного более устойчивым. Так родился современный НПВХ!
Некоторые из самых больших преимуществ НПВХ:
- Его невероятно легко обслуживать и чистить
- Не гниет и не деформируется
- Может быть переработан для получения новых материалов из НПВХ
- Известен своей тепловой эффективностью
- Легкий и прочный
Как это делается?
Процесс производства НПВХ довольно прост. Это делается, когда расплавленный НПВХ пропускается через форму, а затем быстро охлаждается, чтобы сохранить свою форму. Затем НПВХ разрезают, чтобы он соответствовал окончательным спецификациям, прежде чем отдельные части будут соединены вместе.