Содержание
Режимы пластиковых окон
В ПВХ окнах используется фурнитура, которая может изменять силу прижима створки и рамы от минимальной до максимальной. Это необходимо, чтобы обеспечить их плотное, но не излишнее прилегание. Режимы «зима» и «лето» позволяют регулировать усилие, тем самым создавая оптимальные условия работы для уплотнителя.
Как работает фурнитура
На торце створки при ближайшем рассмотрении можно обнаружить выступающие цилиндрические детали — цапфы. При повороте ручки в положение «закрыто» они плавно движутся по вертикали и попадают в отверстия ответных планок на раме, запирая таким образом окно.
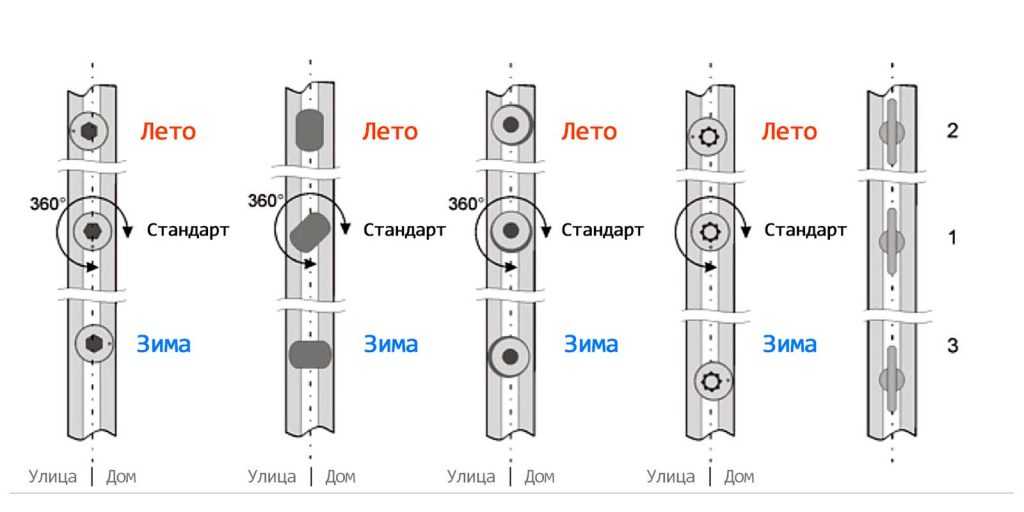
Но это не единственная функция цапф. Они изготавливаются со смещенным центром и могут поворачиваться вокруг своей оси. Благодаря этому расстояние между краем створки и рамой возможно регулировать:
- При его уменьшении сила прижима возрастает, стык становится более непроницаемым.
- Увеличивая зазор, можно сделать окно менее герметичным. При этом уплотнитель будет сжат слабее, соответственно, уменьшается его износ.


Запорная цапфа может иметь круглую, грибовидную или овальную форму. Головка бывает статичной или вращающейся. Регулировка предусмотрена в фурнитуре Siegenia, Roto, Maco и других брендах.
Режимы пластиковых окон: стандартный, «зима» и «лето»
Обычно при монтаже выставляется стандартный режим. В нейтральном положении цапфа создает средний по силе прижим. Определить его можно простым экспериментом. Лист плотной бумаги, вставленный между рамой и створкой, вынимается с небольшим усилием.
Регулировать режим рекомендуется только при необходимости. Чаще всего она возникает зимой, когда от окон начинает вполне ощутимо сквозить. Это означает, что створка прилегает неплотно и холодный воздух через щель проникает в помещение.
Регулировка цапфы производится ключом, отверткой, плоскогубцами или пальцами, что зависит от ее конструкции. Для установки зимнего режима нужно повернуть эксцентрик таким образом, чтобы зазор стал минимальным. На цапфе, как правило, есть специальная риска, обозначающая максимальное плечо, но могут быть и другие ориентиры.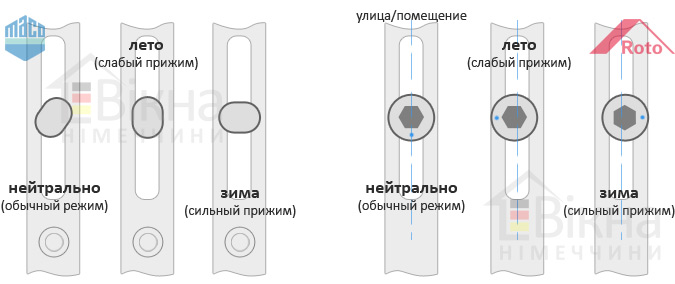 Эту отметку необходимо выставить в обратную от улицы сторону.
Эту отметку необходимо выставить в обратную от улицы сторону.
Точек запирания может быть от 4 до 6, и в каждой нужно провести аналогичную операцию. Если действия были правильными, вытащить лист бумаги из притвора практически невозможно, настолько плотно створка прижата к раме.
Летний режим пластикового окна устанавливается поворотом цапфы в сторону минимального прижима, то есть обратную зимнему. Деталь разворачивается риской к внешней части окна. Ослабить прижим нужно в каждой точке запирания. Правильность регулировки проверяется также листом бумаги, который выходит легко и свободно.
Поскольку конструкция запорных цапф разнообразна, а регулирование — довольно тонкий процесс, в каждом конкретном случае вопрос решается индивидуально. К тому же изготовители не рекомендуют без надобности вмешиваться в работу фурнитуры. Обращайтесь в компанию Алвин. Мы много лет производим и обслуживаем конструкции из ПВХ и поможем решить любую проблему.
Как проверить окна на продувание: определить герметичность
Со временем у владельцев домов или квартир появляется вопрос, как проверить дует ли из пластикового окна.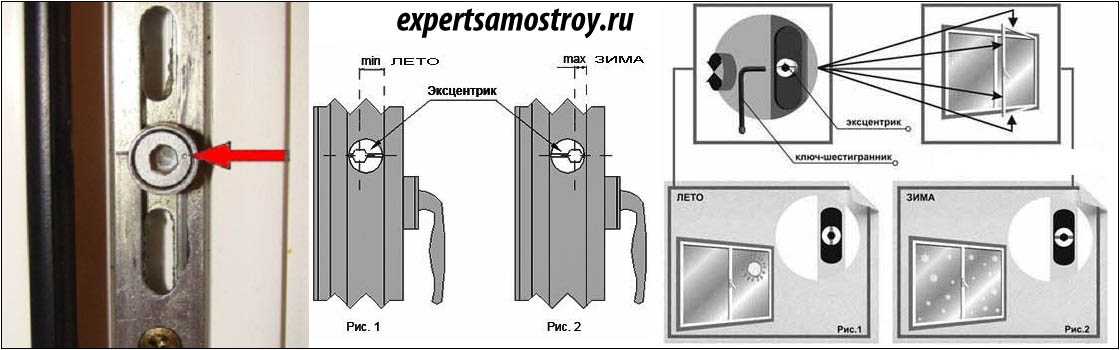 Приобретая профильные конструкции, человек рассчитывает на их абсолютную герметичность, но со временем они пропускают холодный воздух извне. Рассмотрим, по какой причине это происходит, как проверить герметичность пластикового окна и способы решения проблемы.
Приобретая профильные конструкции, человек рассчитывает на их абсолютную герметичность, но со временем они пропускают холодный воздух извне. Рассмотрим, по какой причине это происходит, как проверить герметичность пластикового окна и способы решения проблемы.
Содержимое
- Как проверить пластиковые окна на герметичность
- Покраска уплотнителя
- Осмотр поверхности рамы
- Отжатие створки
- Проверка с листом бумаги
- Способ со свечой
- Метод «мокрые руки»
- Применение мыльного раствора
- Причины отсутствия герметичности пластиковых окон и способы решения проблемы
Как проверить пластиковые окна на герметичность
Если возникло подозрение, что профильные конструкции в квартире или доме начали пропускать воздух, можно прибегнуть к уловкам и выяснить, так ли обстоит дело. К наиболее распространенным способам относятся:
- покраска уплотнителя;
- осмотр поверхности рамы;
- отжатие створки стеклопакета;
- проверка с листом бумаги;
- способ со свечой;
- способ «мокрые руки»;
- применение мыльного раствора.

Рассмотрим подробно каждый способ.
Покраска уплотнителя
В соответствии с ГОСТом стыки на герметичность проверяют методом нанесения красящего вещества на уплотнитель. Для этого подойдет мел или любая краска, которая легко стирается.
Предварительно на резинку наносят красящее вещество. Потом нужно плотно закрыть и открыть окно. Следующий шаг заключается во внимательном изучении следа. В тех местах, где линия прерывается, уплотнитель неплотно прилегает к раме.
Способ подходит для проверки участка, где уплотнитель проходит по периметру притвора. Определить герметичность стеклопакета со стороны петель будет неудобно.
Осмотр поверхности рамы
Если на поверхности пластика есть полосы пыли, воздух проникает извне через уплотнительную резинку. Внимательный осмотр рамы позволит проверить герметичность.
Когда пыль видна там, где расположены верхние петли, это в порядке вещей и объясняется особенностями фурнитуры.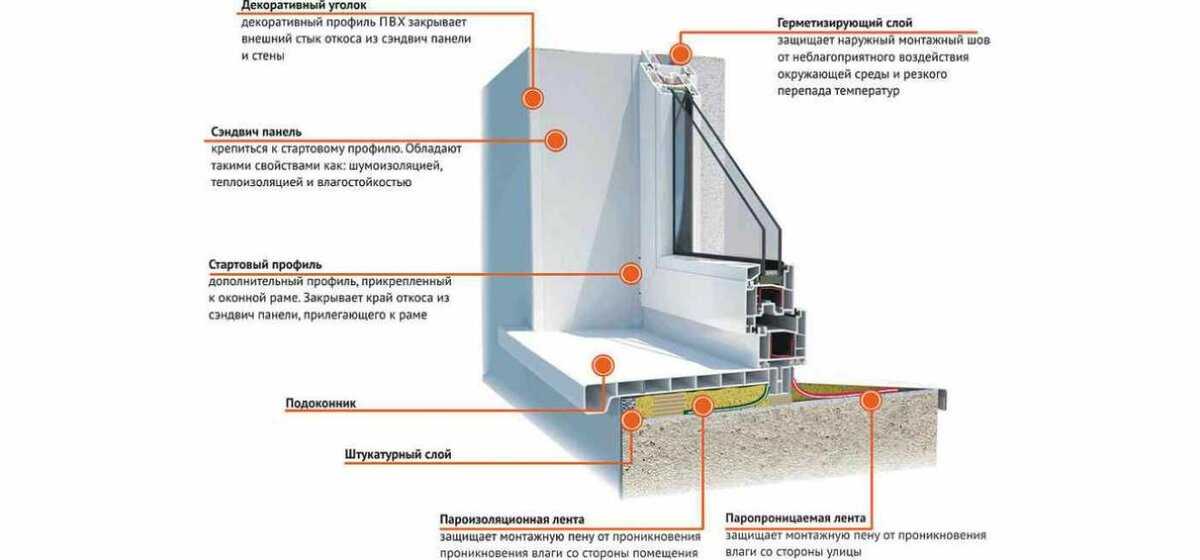
Отжатие створки
Для этого способа не понадобятся дополнительные инструменты. Створку стеклопакета закрывают и пробуют отжать от коробки. Если фурнитура окна правильно отрегулирована, профильная конструкция не сдвинется с места. Но способ имеет и минусы. Остается вероятность, что дуть будет в любом месте по периметру.
Проверка с листом бумаги
Для проверки герметичности пригодится бумага. Ее нужно поместить между стеклопакетом и рамой, и постараться достать из окна. Если профильная конструкция плотно закрыта, лист не шевельнется. Процесс повторяют по всей створке.
Минус указанного метода заключается в том, что если имеет место частичная герметичность окна, бумага станет по-разному сдвигаться в зависимости от того, из какого материала изготовлен резинка. Так, уплотнитель, сделанный из резины, затруднит вынимание листа. Силиконовая резинка позволит бумаге легко скользить. Но герметичность стеклопакета будет одинакова.
Способ со свечой
Для выяснения, продувает ли пластиковое окно, можно воспользоваться обычной парафиновой свечой. Ее нужно зажечь и поднести к фрамуге в том месте, где окно соприкасается с рамой. Если пламя колеблется, значит, металлопластиковая конструкция не герметична.
Ее нужно зажечь и поднести к фрамуге в том месте, где окно соприкасается с рамой. Если пламя колеблется, значит, металлопластиковая конструкция не герметична.
Способ позволяет точно узнать, где находится проблемный участок. Часто воздух извне проникает в области, где рама граничит с откосом. Происходит это по причине неправильного монтажа.
Метод «мокрые руки»
Простой, но эффективный способ, для которого не понадобятся дополнительные инструменты. Все, что требуется – положиться на чувствительность. Нужно намочить руки и провести ими вдоль стеклопакета. Так как влага является хорошим проводником тепла, она позволит почувствовать небольшой сквозняк.
Способ рабочий, но бесполезен в теплую безветренную погоду.
Применение мыльного раствора
Для этого метода потребуется сделать мыльный раствор, который наносится по периметру створки окна. Если возникнут пузырьки, значит, конструкция не герметична.
Внимание! Прежде нужно выяснить, что дует из проема окна. Иногда это может быть иллюзией, когда в доме или квартире установлены не совсем теплые металлопластиковые стеклопакеты и при минусовой температуре холодный воздух циркулирует не со стороны улицы, а со стороны помещения. Соответственно стекло остывает и создается впечатление, что окно пропускает холод.
Иногда это может быть иллюзией, когда в доме или квартире установлены не совсем теплые металлопластиковые стеклопакеты и при минусовой температуре холодный воздух циркулирует не со стороны улицы, а со стороны помещения. Соответственно стекло остывает и создается впечатление, что окно пропускает холод.
Причины отсутствия герметичности пластиковых окон и способы решения проблемы
Часто причиной того, что дует из окон, является неверная регулировка фурнитуры. Решается вопрос быстро и просто. Отрегулировать фурнитуру можно самостоятельно, например, найдя пару видео в интернете, или отправиться за помощью к той фирме, которая занималась установкой окон.
Иногда проблема может заключаться в неправильной геометрии конструкции на этапе монтажа стеклопакета. По этой причине створки неплотно прилегают к раме, и возникает сквозняк. В такой ситуации простого решения вопроса нет. Исправить ситуацию можно путем переустановки оборудования.
Еще одна причина возникновения сквозняка – некачественная фурнитура. Заказывать металлопластиковые окна стоит у проверенных фирм-производителей. Сейчас на рынке масса предложений, привлекающих ценовой политикой. Однако на деле, большинство таких фирм имеет подпольное производство, откуда выходит товар низкого качества.
Заказывать металлопластиковые окна стоит у проверенных фирм-производителей. Сейчас на рынке масса предложений, привлекающих ценовой политикой. Однако на деле, большинство таких фирм имеет подпольное производство, откуда выходит товар низкого качества.
Если владельцу пришлось столкнуться с некачественной фурнитурой, решить проблему можно путем замены.
Сквозняк может появиться из-за некачественной уплотнительной резинки. Со временем минусовая температура снижает ее плотность, и она становится менее эластичной. Проблема может состоять не только в низком качестве резинки, но и в ее загрязнении. В такой ситуации потребуется полная ее замена.
Как видно, причин возникновения сквозняка много. Основная масса заключается в некачественной или плохой оконной конструкции. Поэтому не стоит экономить средства, приобретая металлопластиковые окна. В итоге, те же деньги придется потратить на то, чтобы добиться тепла в помещении.
 youtube.com/embed/cy-FiIHNVcw?start=2&feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/cy-FiIHNVcw?start=2&feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Читайте далее:
Понравилась статья? Расскажите друзьям:
Руководство по производственным процессам для пластмасс
Пластмассы являются наиболее распространенными материалами для производства деталей и изделий конечного использования, от потребительских товаров до медицинских устройств. Пластмассы — это универсальная категория материалов с тысячами вариантов полимеров, каждый из которых имеет свои особые механические свойства. Но как изготавливаются пластиковые детали?
Было разработано множество процессов производства пластмасс, охватывающих широкий спектр применений, геометрий деталей и типов пластмасс. Для любого проектировщика и инженера, занимающегося разработкой продукции, очень важно быть знакомым с вариантами производства, доступными сегодня, и новыми разработками, которые показывают, как детали будут производиться завтра.
В этом руководстве представлен обзор наиболее распространенных производственных процессов для изготовления пластиковых деталей, а также рекомендации, которые помогут вам выбрать наилучший вариант для вашей области применения.
При выборе производственного процесса для вашего продукта учитывайте следующие факторы:
Форма: У ваших деталей есть сложные внутренние особенности или жесткие требования к допускам? В зависимости от геометрии конструкции варианты изготовления могут быть ограничены или может потребоваться значительная оптимизация конструкции для производства (DFM), чтобы сделать их производство экономичным.
Объем/стоимость: Какой общий или годовой объем деталей вы планируете производить? Некоторые производственные процессы имеют высокие первоначальные затраты на инструменты и настройку, но производят детали, которые недороги в расчете на одну деталь. Напротив, производственные процессы с малым объемом производства имеют низкие начальные затраты, но из-за более медленного времени цикла, меньшего количества автоматизации и ручного труда стоимость одной детали остается постоянной или снижается лишь незначительно при увеличении объема.
Время выполнения: Как быстро вам нужно изготовить детали или готовую продукцию? Некоторые процессы создают первые детали в течение 24 часов, в то время как подготовка инструментов и настройка для некоторых крупносерийных производственных процессов занимают месяцы.
Материал: Каким нагрузкам и напряжениям должен противостоять ваш продукт? Оптимальный материал для данного применения определяется рядом факторов. Стоимость должна быть сбалансирована с функциональными и эстетическими требованиями. Рассмотрите идеальные характеристики для вашего конкретного применения и сравните их с доступными вариантами в данном производственном процессе.
Загрузите версию этой инфографики в высоком разрешении здесь.
Видеоруководство
Не можете найти лучшую технологию 3D-печати для ваших нужд? В этом видеоруководстве мы сравниваем технологии FDM, SLA и SLS с учетом популярных соображений покупателей.
Смотреть видео
Пластмассы бывают тысяч разновидностей с различными базовыми химическими составами, производными и добавками, состав которых обеспечивает широкий спектр функциональных и эстетических свойств.
Чтобы упростить процесс поиска материала, наиболее подходящего для данной детали или продукта, давайте сначала рассмотрим два основных типа пластика: термопласты и реактопласты.
Термопласты являются наиболее часто используемым типом пластика. Главной особенностью, которая отличает их от реактопластов, является их способность проходить через многочисленные циклы плавления и затвердевания без существенной деградации. Термопласты обычно поставляются в виде небольших гранул или листов, которые нагреваются и формируются в желаемую форму с использованием различных производственных процессов. Процесс полностью обратим, так как не происходит химического связывания, что делает возможной переработку или плавление и повторное использование термопластов.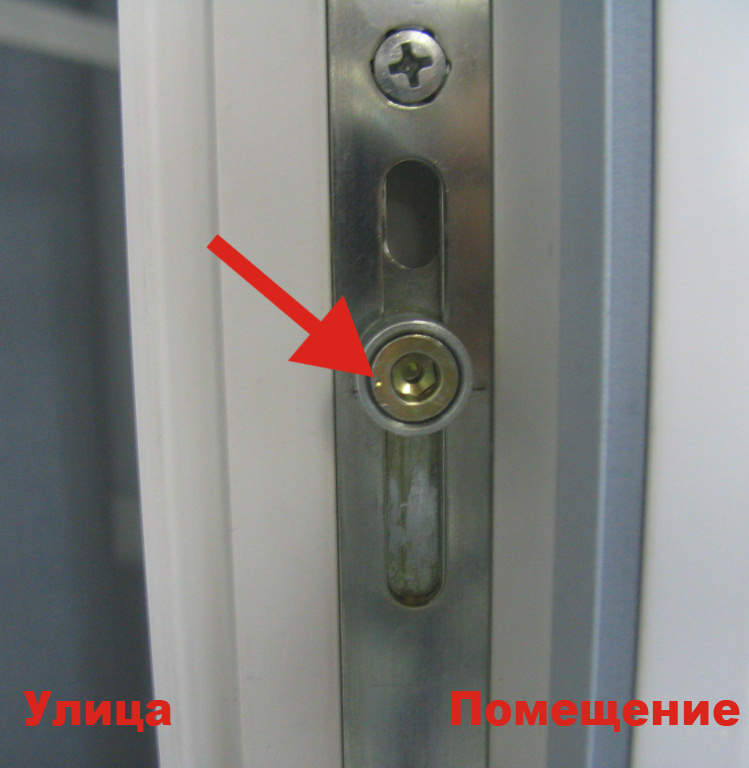
Распространенные типы термопластичных материалов:
- Акрил (ПММА)
- Акрилонитрилбутадиенстирол (АБС)
- Полиамид (ПА)
- Полимолочная кислота (PLA)
- Поликарбонат (ПК)
- Полиэфирэфиркетон (PEEK)
- Полиэтилен (ПЭ)
- Полипропилен (ПП)
- Поливинилхлорид (ПВХ)
В отличие от термопластов, термореактивные пластмассы (также называемые термореактивными) после отверждения остаются в постоянном твердом состоянии. Полимеры в термореактивных материалах сшиваются в процессе отверждения под действием тепла, света или подходящего излучения. Этот процесс отверждения образует необратимую химическую связь. Термореактивные пластмассы разлагаются при нагревании, а не плавятся, и не восстанавливаются при охлаждении. Переработка термореактивных материалов или возврат материала обратно в его основные ингредиенты невозможна.
Распространенные типы термопластичных материалов:
- Сложный эфир цианата
- Эпоксидная смола
- Полиэстер
- Полиуретан
- Силикон
- Вулканизированная резина
- 3D-печать
- Обработка с ЧПУ
- Полимерное литье
- Ротационное формование
- Вакуумное формование
- Литье под давлением
- Экструзия
- Выдувное формование
3D-принтеры создают трехмерные детали непосредственно из моделей САПР, создавая материал слой за слоем, пока не будет сформирована полная физическая деталь.
- Настройка печати: Программное обеспечение для подготовки к печати используется для ориентации и компоновки моделей в объеме сборки принтера, добавления поддерживающих структур (при необходимости) и разделения поддерживаемой модели на слои.
- Печать: Процесс печати зависит от типа технологии 3D-печати: моделирование методом наплавления (FDM) расплавляет пластиковую нить, стереолитография (SLA) отверждает жидкую смолу, а селективное лазерное спекание (SLS) сплавляет порошкообразный пластик.
- Постобработка: По завершении печати детали удаляются из принтера, очищаются или промываются, подвергаются постотверждению (в зависимости от технологии) и удаляются опорные конструкции (если применимо).
Поскольку 3D-принтеры не требуют инструментов и требуют минимального времени настройки для нового дизайна, стоимость изготовления нестандартной детали незначительна по сравнению с традиционными производственными процессами.
Процессы 3D-печати, как правило, медленнее и трудоемче, чем производственные процессы, используемые для массового производства.
По мере совершенствования технологий 3D-печати стоимость одной детали продолжает снижаться, открывая более широкий спектр приложений для малых и средних объемов.
| 3D Printing | |
|---|---|
| Form | High degree of freedom |
| Lead time | Less than 24 hours |
| Cycle time | |
| Setup cost | $ |
| Cost per part | $$$ |
| Volume | Low to mid-volume applications (~1-1000 parts) |
В то время как для большинства процессов производства пластмасс требуется дорогостоящее промышленное оборудование, специальные помещения и квалифицированные операторы, 3D-печать позволяет компаниям легко создавать пластмассовые детали и быстрые прототипы на месте.
Компактные настольные или настольные системы 3D-печати для создания пластиковых деталей доступны по цене и требуют очень мало места и не требуют специальных навыков, что позволяет профессиональным инженерам, дизайнерам и производителям ускорить итерации и производственные циклы с дней или недель до нескольких часов.
На рынке представлено множество типов 3D-принтеров и технологий 3D-печати, а доступные материалы зависят от технологии.
| Материалы для 3D-печати | |
|---|---|
| Fused deposition modeling (FDM) | Various thermoplastics, mainly ABS and PLA |
| Stereolithography (SLA) | Thermoset resins |
| Selective laser sintering (SLS) | Thermoplastics, typically nylon and его композиты |
Белая книга
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузите информационный документ
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Обработка с ЧПУ включает в себя фрезерные станки, токарные станки и другие субтрактивные процессы, управляемые компьютером. Эти процессы начинаются с твердых блоков, стержней или стержней из металла или пластика, которым придают форму путем удаления материала путем резки, сверления, сверления и шлифования.
В отличие от большинства других процессов производства пластмасс, обработка с ЧПУ представляет собой вычитающий процесс, при котором материал удаляется либо вращающимся инструментом и неподвижной частью (фрезерование), либо вращающейся частью с неподвижным инструментом (токарный станок).
- Настройка задания: Для станков с ЧПУ требуется промежуточный этап создания и проверки траекторий движения (CAD в CAM). Траектории инструмента управляют тем, где перемещаются режущие инструменты, с какой скоростью и какой сменой инструмента.
- Обработка: Траектории инструмента отправляются на станок, где начинается данный процесс вычитания. В зависимости от желаемой формы конечного продукта может потребоваться установить заготовку в новое положение, чтобы головка инструмента могла достигать новых областей.
- Постобработка: После изготовления деталь очищается и зачищается, обрезается.
 Траектории инструмента управляют тем, где перемещаются режущие инструменты, с какой скоростью и какой сменой инструмента.
Траектории инструмента управляют тем, где перемещаются режущие инструменты, с какой скоростью и какой сменой инструмента.Механическая обработка идеально подходит для небольших объемов пластиковых деталей, требующих жестких допусков и геометрии, которую трудно формовать. Типичные области применения включают прототипирование и детали конечного использования, такие как шкивы, шестерни и втулки.
CNC-обработка имеет низкую или умеренную стоимость настройки и позволяет производить высококачественные пластиковые компоненты в кратчайшие сроки из широкого спектра материалов.
Процессы обработки имеют больше ограничений по геометрии детали, чем 3D-печать. При механической обработке стоимость детали увеличивается с увеличением сложности детали. Подрезы, проходы и элементы на нескольких поверхностях деталей увеличивают стоимость детали.
Процессы обработки требуют припусков на доступ к инструменту, а определенные геометрические формы, такие как изогнутые внутренние каналы, трудно или невозможно изготовить с помощью обычных методов вычитания.
| Обработка с ЧПУ | |
|---|---|
| Form | Medium degree of freedom |
| Lead time | Less than 24 hours |
| Cycle time | |
| Setup cost | $$ |
| Cost per part | $$$$ |
| Объем | Обработка малых и больших объемов (~1-5000 деталей) |
Большинство твердых пластиков можно обрабатывать с некоторой разницей в сложности. Для более мягких термореактивных пластиков требуются специальные инструменты для поддержки деталей во время обработки, а пластики с наполнителями могут быть абразивными и сокращать срок службы режущего инструмента.
Для более мягких термореактивных пластиков требуются специальные инструменты для поддержки деталей во время обработки, а пластики с наполнителями могут быть абразивными и сокращать срок службы режущего инструмента.
Некоторые часто обрабатываемые пластики:
- Акрил (ПММА)
- Акрилонитрилбутадиенстирол (АБС)
- Полиамид нейлон (ПА)
- Полимолочная кислота (PLA)
- Поликарбонат (ПК)
- Полиэфирэфиркетон (PEEK)
- Полиэтилен (ПЭ)
- Полипропилен (ПП)
- Поливинилхлорид (ПВХ)
- Поликарбонат (ПК)
- Полистирол (ПС)
- Полиоксиметилен (ПОМ)
Веб-семинар
На этом веб-семинаре вы узнаете, как проектировать и печатать на 3D-принтере приспособления и приспособления для замены механически обработанных деталей, а также узнаете о пяти способах повышения эффективности вашего производственного цеха с помощью 3D-печати.
Посмотреть вебинар сейчас
При литье полимеров реактивная жидкая смола или каучук заполняет форму, которая вступает в химическую реакцию и затвердевает.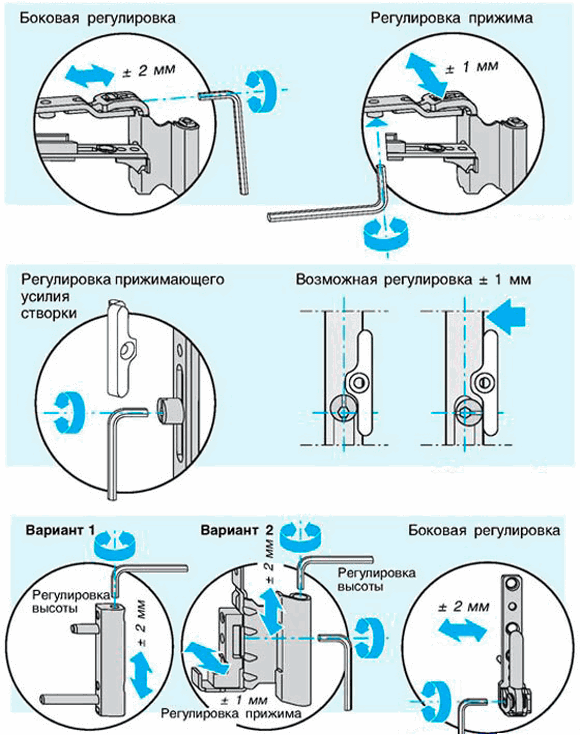 Типичные полимеры для литья включают полиуретан, эпоксидную смолу, силикон и акрил.
Типичные полимеры для литья включают полиуретан, эпоксидную смолу, силикон и акрил.
- Подготовка пресс-формы: Форма покрыта разделительной смазкой для облегчения извлечения из формы и часто предварительно нагревается до определенной температуры материала.
- Литье: Синтетическая смола смешивается с отвердителем и заливается или впрыскивается в форму, где она заполняет полость формы.
- Отверждение: Отливка отверждается в форме до тех пор, пока не затвердеет (для некоторых полимеров нагревание формы может ускорить время отверждения).
- Извлечение из формы: Форма открывается, и отвержденная деталь удаляется.
- Обрезка: Дефекты литья, такие как заусенцы, литники и швы, обрезаются или шлифуются.
Гибкие формы, изготовленные из латексной резины или силиконовой резины, вулканизированной при комнатной температуре (RTV), недороги по сравнению с твердой оснасткой, но могут производить лишь ограниченное количество (от 25 до 100) отливок в результате химической реакции уретанов, эпоксидных смол, полиэстера. , а акрил разрушает поверхности формы.
, а акрил разрушает поверхности формы.
9Силиконовые формы 0002 RTV позволяют воспроизводить даже мельчайшие детали, получая отливки высокого качества. Стереолитографическая 3D-печать – это распространенный способ создания мастер-форм для форм непосредственно из проектов САПР, отчасти благодаря высокому разрешению и аналогичной способности воспроизводить мелкие детали.
Полимерное литье является относительно недорогим, с небольшими первоначальными инвестициями, но термореактивные полимеры для литья обычно дороже, чем их термопластичные аналоги, а формование литых деталей является трудоемким. Каждая литая деталь требует некоторого ручного труда для последующей обработки, что делает конечную стоимость детали высокой по сравнению с автоматизированными методами производства, такими как литье под давлением.
Полимерное литье обычно используется для прототипирования, мелкосерийного производства, а также в некоторых стоматологических и ювелирных целях.
| Polymer Casting | |
|---|---|
| Form | High degree of freedom |
| Lead time | Less than 24 hours to a few days |
| Cycle time | Minutes to multiple days , в зависимости от времени отверждения |
| Стоимость установки | $ |
| Cost per part | $$ |
| Volume | Low volume applications (~1-1000 parts) |
- Polyurethane
- Эпоксидная смола
- Полиэфир
- Полиэстер
- Акрил
- Силикон
Ротационное формование (также называемое ротационным формованием) представляет собой процесс, включающий нагревание полой формы, заполненной порошкообразным термопластом, и вращение вокруг двух осей для производства в основном крупных полых изделий.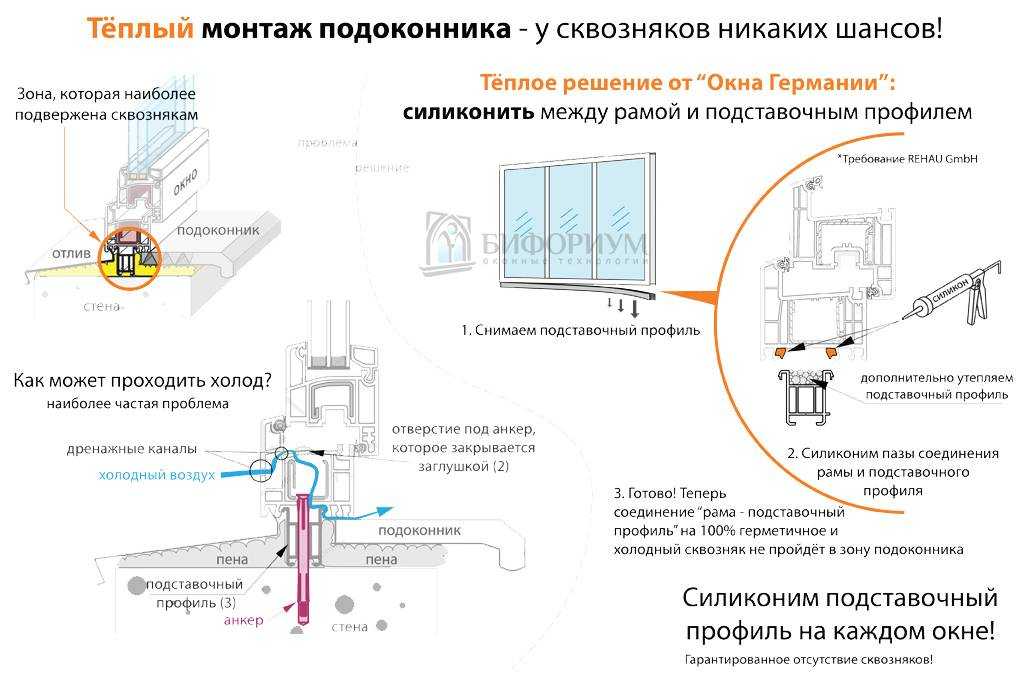 Процессы центробежного формования термореактивных пластмасс также доступны, однако менее распространены.
Процессы центробежного формования термореактивных пластмасс также доступны, однако менее распространены.
- Зарядка: Порошок пластика загружается в полость формы, а затем устанавливаются остальные части формы, закрывая полость для нагрева.
- Нагрев: Форму нагревают до тех пор, пока пластиковый порошок не расплавится и не прилипнет к стенкам формы, при этом форму вращают вдоль двух перпендикулярных осей для обеспечения однородного пластикового покрытия.
- Охлаждение: Форма медленно охлаждается, в то время как форма остается в движении, чтобы гарантировать, что оболочка детали не провиснет и не разрушится до полного затвердевания.
- Удаление детали: Деталь отделяется от формы, любые заусенцы обрезаются.
Для ротационного формования требуются менее дорогие инструменты, чем для других методов формования, поскольку в процессе для заполнения формы используется центробежная сила, а не давление. Формы могут быть изготовлены, обработаны на станке с ЧПУ, отлиты или сформированы из эпоксидной смолы или алюминия с меньшими затратами и намного быстрее, чем инструменты для других процессов литья, особенно для крупных деталей.
Формы могут быть изготовлены, обработаны на станке с ЧПУ, отлиты или сформированы из эпоксидной смолы или алюминия с меньшими затратами и намного быстрее, чем инструменты для других процессов литья, особенно для крупных деталей.
Ротационное формование позволяет создавать детали с практически одинаковой толщиной стенок. После того, как инструменты и процесс настроены, стоимость одной детали становится очень низкой по сравнению с размером детали. Также можно добавить в форму готовые детали, такие как металлическая резьба, внутренние трубы и конструкции.
Эти факторы делают ротационное формование идеальным для мелкосерийного производства или в качестве альтернативы выдувному формованию для небольших объемов. Типичные продукты ротационного формования включают резервуары, буи, большие контейнеры, игрушки, шлемы и корпуса каноэ.
Ротационное формование имеет некоторые конструктивные ограничения, а готовые изделия имеют более низкие допуски. Поскольку вся пресс-форма должна нагреваться и охлаждаться, процесс также имеет длительное время цикла и является довольно трудоемким, что ограничивает его эффективность при больших объемах производства.
| Rotational Molding | |
|---|---|
| Form | Medium degree of freedom, ideal for large hollow parts |
| Lead time | Days to a few weeks |
| Cycle time | Typically |
| Стоимость установки | $$$ |
| Стоимость за деталь | $$ |
| Объем | Средний объем-5 (09~000 деталей)0154 |
Наиболее распространенным материалом для ротационного формования является полиэтилен (ПЭ), который используется в 80% случаев, главным образом потому, что ПЭ легко измельчается в порошок при комнатной температуре.
Обычно ротационно формованные пластмассы включают:
- Полиэтилен
- Полипропилен
- Поливинилхлорид
- Нейлон
- Поликарбонат
Вакуумное формование или термоформование – это производственный метод, при котором пластик нагревается и формуется, как правило, с использованием пресс-формы. Вакуум-формовочные машины различаются по размеру и сложности от недорогих настольных устройств до автоматизированного промышленного оборудования. Шаги ниже описывают типичный процесс промышленного вакуумного формования.
Вакуум-формовочные машины различаются по размеру и сложности от недорогих настольных устройств до автоматизированного промышленного оборудования. Шаги ниже описывают типичный процесс промышленного вакуумного формования.
- Зажим: Пластиковый лист зажимается в раме.
- Нагрев: Лист и рама сдвинуты вплотную к нагревательным элементам, что делает пластик мягким и податливым.
- Вакуум: Рама опускается, пластик натягивается на форму, при этом включается вакуум, чтобы высосать весь воздух из пространства между пластиком и формой, формируя таким образом деталь.
- Охлаждение и разъединение: После того, как деталь была сформирована на форме, ей нужно дать время остыть перед удалением. Система охлаждения, такая как вентиляторы и распыляемый туман, иногда используются для сокращения времени цикла.
- Обрезка: После того, как деталь освобождена, лишний материал отрезается либо вручную, либо на станке с ЧПУ.

Затраты на инструменты для вакуумной формовки ниже по сравнению с другими методами формовки из-за малых усилий и давления. Формы изготавливаются из дерева, гипса или смолы, напечатанной на 3D-принтере, для мелкосерийного производства и нестандартных деталей. Для больших объемов производства производители используют более прочную металлическую оснастку.
Учитывая широкий спектр оборудования для термоформования и вакуумной формовки, а также возможности автоматизации на самом высоком уровне, термоформование идеально подходит для любого применения: от изготовления изделий на заказ или прототипов до массового производства. Однако этот процесс предлагает лишь ограниченную свободу форм и может использоваться только для изготовления деталей с относительно тонкими стенками и простой геометрией.
Части, формируемые под вакуумом, обычно включают упаковку продуктов, душевые поддоны, обивку дверей автомобилей, корпуса лодок и нестандартные изделия, такие как выравниватели зубов.
| Vacuum Forming | |
|---|---|
| Form | Limited freedom, only thin-walled parts, no complex geometries |
| Lead time | Less than 24 hours to weeks |
| Cycle time | От секунд до минут, в зависимости от механизма |
| Setup cost | $-$$$$ |
| Cost per part | $-$$$ |
| Volume | Any volume |
Most thermoplastics can be used for термоформование, обеспечивающее гибкость в выборе материала.
Пластмассы, обычно используемые для термоформования, включают:
- Акрил (ПММА)
- Акрилонитрилбутадиенстирол (АБС)
- Полиэтилентерефталатгликоль (PETG)
- Полистирол (ПС)
- Поликарбонат (ПК)
- Полипропилен (ПП)
- Полиэтилен (ПЭ)
- Поливинилхлорид (ПВХ)
Информационный документ
Загрузите наш технический документ, чтобы узнать, как быстро создавать сложные формы с помощью 3D-печати, и узнать о советах и рекомендациях, которым следует следовать при подготовке деталей формы.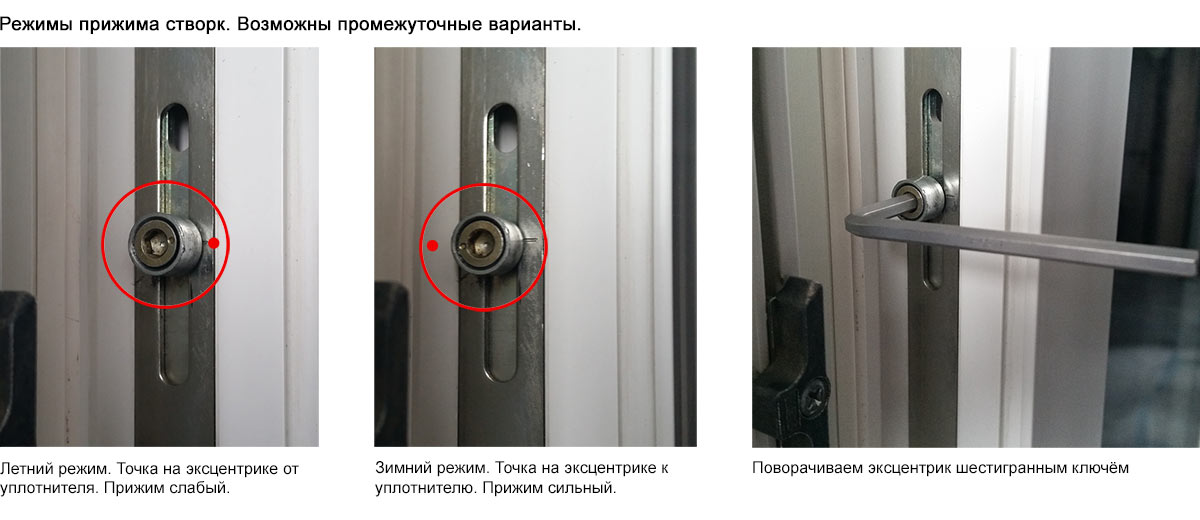
Загрузить информационный документ
Литье под давлением (IM) работает путем впрыскивания расплавленного термопластика в форму. Это наиболее широко используемый процесс для массового производства пластиковых деталей.
- Настройка пресс-формы: Если деталь имеет вставки, они добавляются вручную или с помощью робота. Форма закрывается гидравлическим прессом.
- Экструзия пластика: Небольшие пластиковые гранулы расплавляются и выдавливаются через нагретую камеру с помощью шнека.
- Литье: Расплавленный пластик впрыскивается в форму.
- Охлаждение и освобождение: Деталь охлаждается в форме до тех пор, пока она не станет достаточно твердой, чтобы ее можно было вытолкнуть механически или с помощью сжатого воздуха.
- Постобработка: Литники, направляющие и любой заусенец (если применимо) удаляются из детали, часто автоматически при открытии пресс-формы.

Пресс-формы для литья под давлением очень сложны и должны быть изготовлены с жесткими допусками для производства высококачественных деталей. Из-за высокой температуры и давления эти формы изготавливаются из металлов, таких как закаленная сталь. Более мягкие алюминиевые формы дешевле, но и изнашиваются быстрее, поэтому обычно используются для более умеренных производственных циклов.
Литье под давлением можно использовать для изготовления очень сложных деталей, но некоторые геометрические формы значительно увеличат стоимость. Следование рекомендациям по проектированию для производства (DFM) поможет снизить затраты на инструменты. Создание новых пресс-форм для литья под давлением может занять месяцы, а их стоимость может исчисляться пяти- или шестизначными числами.
Несмотря на высокие первоначальные затраты и медленное наращивание производства, литье под давлением не подходит для крупносерийного производства. После того, как инструмент настроен и запущен, время цикла занимает всего несколько секунд, и миллионы высококачественных деталей могут быть изготовлены за долю стоимости всех других производственных процессов.
| Injection Molding | ||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Form | Moderate to high degree of freedom | |||||||||||||||||||||||||||||||
| Lead time | 2-4 months | |||||||||||||||||||||||||||||||
| Cycle time | Seconds | |||||||||||||||||||||||||||||||
| Setup стоимость | $$$$$ | |||||||||||||||||||||||||||||||
| Стоимость за деталь | $ | |||||||||||||||||||||||||||||||
| 0187 Для литья под давлением можно использовать практически любой тип термопласта. Аналогичный способ известного реакционного литья под давлением (RIM) используется для изготовления деталей из термореактивных пластмасс. Пластмассы, обычно используемые в литье под давлением, включают:
Информационный документ Загрузите наш технический документ с рекомендациями по использованию 3D-печатных форм в процессе литья под давлением для снижения затрат и времени выполнения заказов, а также ознакомьтесь с реальными примерами использования приложений Braskem, Holimaker и Novus. Прочитайте информационный документ Экструзионное литье работает путем проталкивания пластика через матрицу. Форма штампа представляет собой поперечное сечение конечной детали.
Экструзионное оборудование относительно дешево по сравнению с другими промышленными машинами, такими как ЧПУ или литьевое формование, поскольку оно менее сложное и не требует такого высокого уровня точности машины. Из-за простой формы штампы также менее дороги, а стоимость инструментов составляет небольшую долю от форм для литья под давлением. Как и литье под давлением, экструзионное литье представляет собой почти непрерывный процесс, благодаря которому цена экструдированных деталей становится очень низкой. Формы и формы, которые могут быть изготовлены с помощью экструзии, ограничиваются изделиями, которые имеют непрерывные профили, такие как тавровые, двутавровые, L-образные, U-образные сечения, а также квадратные или круглые сечения. Типичные области применения включают трубы, шланги, соломинки и молдинги оконных рам.
Почти любой тип экструдированного термопластика, в том числе:
Выдувное формование — это производственная технология, используемая для создания полых пластиковых деталей путем раздувания нагретой пластиковой трубки внутри формы до тех пор, пока она не примет желаемую форму.
Выдувное формование работает при гораздо более низком давлении, чем литьевое формование, что способствует более низкой стоимости оснастки. Подобно литью под давлением и экструзии, выдувное формование представляет собой непрерывный процесс, который может быть полностью автоматизирован, что приводит к высокой производительности и низкой стоимости единицы продукции. Выдувное формование является наиболее распространенным процессом изготовления полых пластиковых изделий в больших масштабах.
|



 Типичные области применения включают изготовление бутылок, игрушек, автомобильных компонентов, промышленных деталей и упаковки.
Типичные области применения включают изготовление бутылок, игрушек, автомобильных компонентов, промышленных деталей и упаковки.
 Заклейте его прозрачной всепогодной лентой.
Заклейте его прозрачной всепогодной лентой. 
 Однако гораздо проще установить пластиковую пленку снаружи. Если вы считаете, что это временная установка на сезон, повреждения не должны быть проблемой
Однако гораздо проще установить пластиковую пленку снаружи. Если вы считаете, что это временная установка на сезон, повреждения не должны быть проблемой Тем не менее, лучшим видом пластика для использования является гибкая виниловая пленка. Винил чрезвычайно водостойкий и долговечный в неблагоприятных погодных условиях, что делает его идеальным для этой работы.
Тем не менее, лучшим видом пластика для использования является гибкая виниловая пленка. Винил чрезвычайно водостойкий и долговечный в неблагоприятных погодных условиях, что делает его идеальным для этой работы. Вырежьте и закрепите листы
Вырежьте и закрепите листы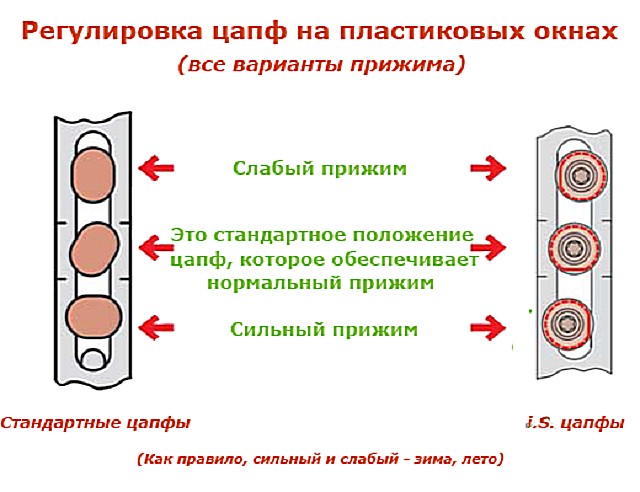 Повторите этот процесс для всех окон, пока вы не будете довольны покрытием.
Повторите этот процесс для всех окон, пока вы не будете довольны покрытием. Такие вещи, как смесители, ванны для птиц и многое другое, необходимо учитывать на зиму. Рекомендуется закрывать краны и приносить любые изящные дворовые украшения.
Такие вещи, как смесители, ванны для птиц и многое другое, необходимо учитывать на зиму. Рекомендуется закрывать краны и приносить любые изящные дворовые украшения.