Содержание
Специальные станки для гибки алюминиевого профиля
Станок для гибки алюминиевого профиля от профессионалов
Сегодня широкое применение нашли изделия из гибкого пластика, поликарбоната и гнутого стекла. А так как изготавливаемые арочные конструкции (козырьки, навесы, крыши, стеклопакеты и прочие), как правило, подразумевают наличие надежной арматуры, то довольно востребованной услугой является гибка алюминиевого профиля. Изготовить качественные каркасы из алюминия помогает специальное оборудование, приобрести которое вы можете в нашей компании «Профиль-Дизайн».
Вышеупомянутые станки могут иметь разные конструкции, способы управления, габариты и вес, но в любом случае они подразумевают наличие специальных круглых роликов определенного радиуса, которые не только непосредственно изгибают материал, но и подают его. Подача профиля также может осуществляться с помощью специальных лент.
Чтобы грамотно выбрать и приобрести действительно надежное оборудование, лучше всего обращаться к солидным поставщикам и воспользоваться консультациями опытных специалистов, таких, например, как наша компания.
Предлагаемые нами профилегибочные станки могут иметь три или четыре фигурных ролика, расположенных в горизонтальной или вертикальной плоскости и вращающихся в определенном направлении. Эти нюансы следует учитывать при покупке подобного оборудования. Ведь в зависимости от этого, а также от размеров самих роликов будет зависеть радиус гиба. Поэтому обычно станок для гибки алюминиевого профиля выбирается с учетом желаемого конечного результата. Например, трехроликовые устройства помогут изготовить простые изогнутые изделия с заданным радиусом кривизны, а с помощью четырехроликовых агрегатов возможно получение изделий сложных конфигураций.
Кроме того, все представленные модели отличаются механическим или автоматизированным управлением: радиус гиба задается вручную специальными рукоятками или с помощью компьютера.
Сами ролики могут быть изготовлены из стали или полимерных материалов. Вторые – более предпочтительны для гибки окрашенного профиля, так как они создают меньшее трение при соприкосновении с ним и исключают вероятность повреждения лицевой поверхности. Причем они гораздо легче и дешевле стальных аналогов и лучше противостоят действию коррозии. Но зато у стальных роликов гораздо больший срок службы и их рациональнее приобретать, если подразумевается гибка неокрашенного профиля.
Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму. С развитием цивилизации она стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид. С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков — возможности быть изогнутым по криволинейной поверхности, стало еще более массовым.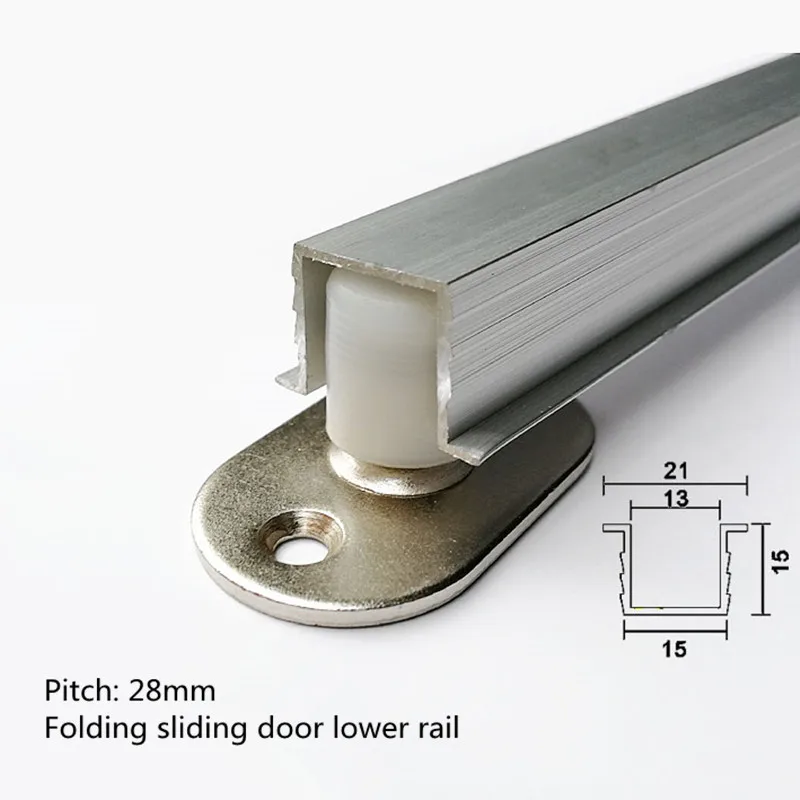 Это позволяет архитекторам создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Это позволяет архитекторам создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Оборудование для гибки алюминиевого профиля
Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке. Заготовка проходит через несколько фигурных роликов заданного калибра, по геометрии повторяющих поперечный контур профиля. Профилегибочные станки классифицируют по количеству роликов и по ориентации роликов в пространстве: в горизонтальной или в вертикальной плоскости. По количеству роликов (или валков) станки бывают трехроликовые и четырехроликовые.
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки — ролики Р1 и Р2, вращающиеся в одном направлении и одна точка – ролик Р3, вращающийся навстречу (смотрите на рисунке справа). Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.
Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.
Профили с малыми радиусами гиба гнут за несколько проходов. После каждого прохода заготовке придается заданная кривизна дуги, все более приближающаяся к требуемой форме профиля, и только при последнем проходе профиль получается с требуемым радиусом гиба.
Четырехроликовые станки используются для гибки профилей, которые имеют сложную криволинейную форму, а так же форму спиралей или кругов. Конструкция таких станков, отличается тем, что два ведущих ролика подают заготовку, а еще два ролика изгибают заготовку. Необходимый радиус гибки, настраивается компьютером или вручную при помощи вращения рукояток.
Сменные ролики
Непосредственное воздействие на алюминиевый профиль в процессе гибки осуществляют ролики, которые изготавливают из стали или из высокопрочных полимеров (полиамид 6, полиэтилен, полиацеталь, капролон).
Ролики из стали имеют больший срок службы, но и применяют их в основном для гибки неокрашенного профиля. Ролики из полимеров, применяемые для гибки алюминиевых профилей и профилей ПВХ, имеют соответственно меньший вес, высокую устойчивость к коррозии и обладают большими антифрикционными свойствами. Самое важное, при их использовании не повреждается лицевая поверхность изделий, то есть можно гнуть окрашенные профили. Ролики из полимеров легче обрабатываются, следовательно, имеют более низкую стоимость, чем ролики из стали.
Общий вид алюминиевых профилей оконных серий и применяемые для их гибки ролики изображены на рис. 1-4. На рис. 1 показан однокамерный профиль оконной серии S50 без терморазрыва. На рис. 2 показан комбинированный профиль оконной серии S70 с терморазрывом. В обоих случаях помимо самого профиля рамы или створки необходимо гнуть еще и профиль штапика.
Рис.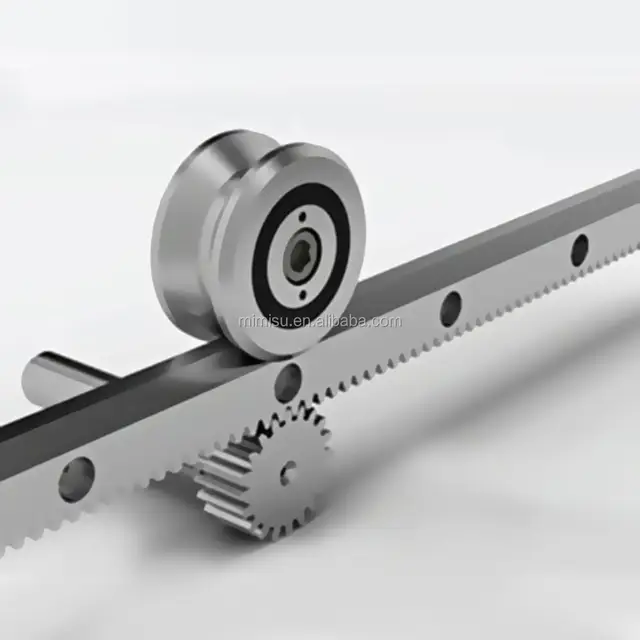 1 1 | Рис. 2 | Рис. 3 | Рис. 4 |
Для фасадной серии один и тот же профиль может быть изогнут в двух плоскостях, для чего изготавливаются разные ролики.
На рис. 3 показан профиль ригеля фасадной серии F50. На рис. 4 показан профиль стойки фасадной серии F50.
Подготовка профиля
Подготовка профиля к гибке зависит от его длины заготовки и занимает в среднем от 15 до 20 минут, а сам процесс гибки занимает 7-8 минут. В начале производят разметку заготовки профиля с учетом технологических отрезков. Во избежание в процессе гибки сплющивания стенок профиля, появления трещин и помятостей камеры профиля плотно набивают кварцевым песком. Чтобы набивка не была рыхлой и не привела к приплюснутости в области сгиба, по мере наполнения камер, стенки профиля обстукивают сверху вниз, уплотняя, таким образом, песок. Затем профиль обязательно закрывают с обеих торцов заглушками, чтобы песок не высыпался из профиля в процессе гибки. Песок после использования не выбрасывается, т.к. после очередного использования качество песка только улучшается (фракции песка в процессе гибки становятся более мелкими) и его можно использовать неоднократно. Перед гибкой профили и ролики обязательно смазывают густым маслом для уменьшения трения между поверхностями роликов и наружными стенками профиля.
Песок после использования не выбрасывается, т.к. после очередного использования качество песка только улучшается (фракции песка в процессе гибки становятся более мелкими) и его можно использовать неоднократно. Перед гибкой профили и ролики обязательно смазывают густым маслом для уменьшения трения между поверхностями роликов и наружными стенками профиля.
Процесс гибки
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля. Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля — все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги. Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм. Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле. Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь. Основной показатель качества согнутого профиля — сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле. Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь. Основной показатель качества согнутого профиля — сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.
Стальной или алюминиевый профиль для шкафа купе?
Все статьи
Сталь или алюминий для рамки шкафа купе — в чем разница?
Один из вопросов, который наиболее часто задают наши клиенты: » В чем разница между изготовлением двери шкафа купе из алюминиевого и стальных профилей?» Давайте вместе разберемся в достоинствах и минусах, а так же различиях между этими двумя системами.
1 . Производственный процесс
Стальной профиль для шкафа купе изготавливается методом проката на специальном оборудовании. Это означает, что он начинает жизнь в виде плоского листа стали, который изгибают, чтобы создать определенную форму профиля и придать окончательный вид профиля для ручки двери (вертикального профиля) или дорожек (треков). Толщина стали по сравнению с алюминием меньше, но строго определенная форма профиля и механические свойства стали, придают стальному профилю высокую жесткость и надежность.
В противоположность этому, алюминиевый профиль изготавливается методом экструзии. Алюминий нагревается до высокой температуры, так что алюминий становиться как пластилин, после чего металл выталкивается через фильеру (металлическую плиту с отверстиями желаемого поперечного сечения), под большим давлением, чтобы создать конечный вид профиля. Жесткость и надежность алюминиевого профиля определяется его конфигурацией и толщиной стенок. Оптимальная толщина стенок алюминиевого профиля для шкафов купе должна быть не менее 1,2 мм.
2 . Изготовление двери.
При изготовлении двери из стального профиля используют естественную упругость стали. Наполнение двери (ЛДСП, стекло.) осторожно забивается в стальной профиль рамы, стальной профиль крепко сжимает и надежно удерживает наполнение на месте. Пружинные свойства стали не меняются с течением времени, двери, изготовленные с применением стального профиля не разболтаются, не перекосятся и не развалятся в течение всего срока службы шкафа купе.
Изготовление двери из алюминиевого профиля отличается от стального тем, что рама собирается при помощи саморезов, вкручиваемых в горизонтальные профили. Для сборки высоких дверей и сложных конструкций профиль должен иметь достаточную толщину стенок, иначе уже при сборке можно безнадежно испортить алюминиевый профиль. Для наполнения раздвижных дверей стеклом или зеркалом используется резиновая прокладка (уплотнитель силиконовый). Симметричные алюминиевые профили (такие как Н, О, П, Т — образные) для раздвижной двери могут быть использованы таким образом, что они имеют лицевую сторону с двух сторон – что идеально подходит для использования в качестве интерьерной перегородки или раздвижной межкомнатной двери.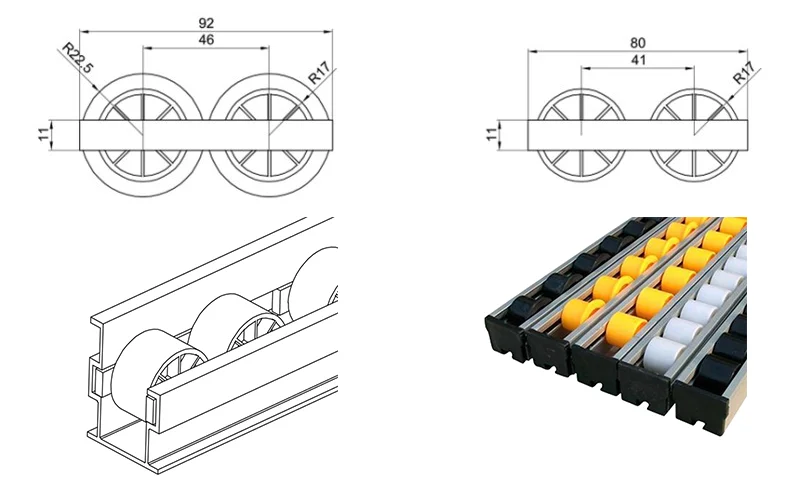
Стоит также отметить, что в связи с тем, что анодированный алюминиевый профиль можно использовать даже на открытом воздухе (он не заржавеет и не потеряет своих декоративных свойств), алюминиевые профили можно использовать в помещениях с повышенной влажностью, таких как ванные комнаты, бассейны и кухни.
3 . Верхние и нижние ролики.
Ходовая часть алюминиевых систем шкафов купе интегрирована в алюминиевые профили (верхний ролик устанавливается в вертикальный профиль – ручку, нижний ролик полностью скрывается в нижнем горизонтальном профиле). Визуально элементов ходовой части не видно с обеих сторон двери. Двери шкафа купе имеют защиту от схода с рельсов (выскакивания ролика из нижней направляющей) за счет подпружинивания нижнего ролика. Однако из-за попадания посторонних предметов (или загрязнения) пазов нижней направляющей ролик может выскочить.
В стальной системе ходовые элементы двери располагаются на задней стороне двери. С лицевой стороны они совершено незаметны. В стальной системе применяются два типа верхних роликов 3К и ролик – арбалет. В конструкцию нижнего ролика заложена защита от схода с рельсов двери шкафа купе. При установке двери специальные зацепы надежно фиксируют дверь не давая ролику выскочить ни при каких обстоятельствах.
В стальной системе применяются два типа верхних роликов 3К и ролик – арбалет. В конструкцию нижнего ролика заложена защита от схода с рельсов двери шкафа купе. При установке двери специальные зацепы надежно фиксируют дверь не давая ролику выскочить ни при каких обстоятельствах.
4 . Визуальные отличия
Основными визуальными отличиями между вариантами дверей стальной и алюминиевой систем являются:
— Большое разнообразие конфигурации профилей в алюминиевой системе, а за счет малого веса алюминия имеется возможность изготовления широких, массивных профилей рамки распашной двери.
— Стальная рама доступна в ограниченном цветовом ассортименте ПВХ пленок под дерево (окутаный профиль) и нескольких цветах порошковой покраски профиля, в то время как алюминиевый профиль дополнительно может иметь анодированное покрытие. Анодирование – это химический процесс нанесения декоративного покрытия стойкого к механическим воздействиям, с практически не ограниченным ассортиментом цветов.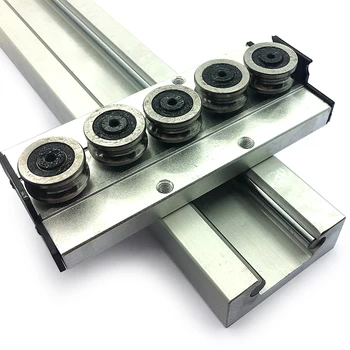
5. Дополнительно — только для алюминиевых систем.
— Механизм доводчика плавного открывания и закрывания раздвижных систем. Устанавливается вместо верхнего ролика.
— Фасонный упор – алюминиевый профиль позволяющий скрыть не стыковку распашной двери и боковой стенки шкафа купе (щель иногда возникающую при монтаже шкафа, из за не ровных стен и пола).
— Прямой упор — алюминиевый профиль позволяющий скрыть не стыковку распашной двери и стеной, при монтаже дверей в нишу (щель возникает из за не ровных стен и пола).
6. Цена
Сразу оговоримся, мы не сравниваем появившиеся в последнее время так называемые алюминиевые системы «Лайт». Алюминиевый профиль которых тоньше рекомендуемого, толщина стенок профиля менее 1,2 мм. Так как подобные системы нацелены на вполне определенный сегмент рынка – эконом, где бессмысленно говорить о каких то потребительских свойствах товара, там всего один критерий выбора (преобладающий даже в ущерб качеству) – низкая цена.
Раздвижные двери из алюминиевого профиля стоят конечно дороже в связи с конструктивными особенностями и использованием более дорого материала. Поэтому двери из алюминиевого профиля – это система для шкафов купе среднего и выше среднего сегментов.
Итак, какую же систему выбрать?
Как мы видим, у обеих систем есть свои плюсы и минусы из за различия визуальных, производственных и конструктивных особенностей систем. Ваше окончательное решение можете принять только Вы сами. Однако многолетний опыт компании НАЙДИ в изготовлении шкафов купе и объемы продаж обеих систем, позволяет нам с уверенностью сказать, что стальная система является достойной альтернативой в экономичном сегменте рынка.
Ролики из экструдированного алюминия | Ролики для алюминиевых профилей
Ролики из экструдированного алюминия | Ролики для алюминиевых профилей
Главная»Алюминиевые столы»Ролики из экструдированного алюминия
Ролики из экструдированного алюминия для использования в сочетании с профилем Kanya. «Быстро и легко создавайте рабочие станции, требующие хранения или транспортировки. «Идеально подходит для транспортировки легких и средних нагрузок, систем Канбан и приложений, требующих частого пополнения запасов.
«Быстро и легко создавайте рабочие станции, требующие хранения или транспортировки. «Идеально подходит для транспортировки легких и средних нагрузок, систем Канбан и приложений, требующих частого пополнения запасов.
Наш широкий выбор роликов для алюминиевых профилей включает в себя различные стили и отделки для различных областей применения. Простые в установке и отличающиеся прочной и высококачественной конструкцией, наши роликовые стойки значительно повысят производительность вашей рабочей станции.
Типичные области применения включают:
- Роликовый транспорт под действием силы тяжести для всех типов ящиков
- Роликовые транспортные соединения между рабочими станциями
- Транспортировка деталей к рабочим станциям
- Точное позиционирование ящиков
Эти направляющие ролика из экструдированного алюминия вместе с монтажными зажимами легко монтируются на рамы с Т-образными пазами серий 30, 40 и 50 мм. Варианты включают в себя направляющие фланцы или без них, а также стандартную или антистатическую отделку. Свяжитесь с членами нашей профессиональной команды, чтобы узнать, как наши ролики для алюминиевых профилей могут принести пользу вашим рабочим местам уже сегодня!
Варианты включают в себя направляющие фланцы или без них, а также стандартную или антистатическую отделку. Свяжитесь с членами нашей профессиональной команды, чтобы узнать, как наши ролики для алюминиевых профилей могут принести пользу вашим рабочим местам уже сегодня!
Эти роликовые направляющие идеально подходят для использования со стеллажами для хранения и транспортировки. Длина без опоры до 3 метров с небольшой нагрузкой. Для более тяжелых нагрузок см. таблицу ниже. Рельс из оцинкованной стали,…
Подробнее
Эти роликовые направляющие идеально подходят для использования со стеллажами для хранения и транспортировки. Длина без опоры до 1,5 метров (см. таблицу ниже). Рельс из оцинкованной стали, пластиковые ролики со стальными осями. ESD…
Подробнее
Эти роликовые направляющие идеально подходят для использования со стеллажами для хранения и транспортировки. Длина без опоры до 3 метров с небольшой нагрузкой. Для более тяжелых нагрузок см. таблицу ниже. Фланец на внешней стороне…
Фланец на внешней стороне…
Подробнее
Эти роликовые направляющие идеально подходят для использования со стеллажами для хранения и транспортировки. Длина без опоры до 3 метров с небольшой нагрузкой. Для более тяжелых нагрузок см. таблицу ниже. Фланец с внешней стороны…
Подробнее
Для направления и позиционирования на роликовых направляющих. Быстрая визуальная идентификация каждой дорожки. Идеально подходит для направляющих картонных коробок в качестве замены направляющей для фланцевых роликов. Ограничивает/устраняет…
Подробнее
Для бокового направления. Идеально подходит для максимизации места для хранения на полке, так как эта внешняя версия практически не требует места для установки. Изготовлен из переработанного термопластика. Доступен в стандартном…
Подробнее
Используется для крепления роликовых дорожек к профилям с Т-образными пазами. Этот адаптер можно использовать с профилями серий 30, 40 и 50 мм. Каня и Бош совместимы.