Содержание
Оконный профиль ПВХ: дефекты армирования и их последствия
К другим новостям
Оконный профиль ПВХ: дефекты армирования и их последствия
12 ноября 2019
Оконный ПВХ-профиль – это каркас окна. Он должен быть крепким и надежным. Чтобы придать конструкции нужную жесткость, внутрь профиля вставляют металлический сердечник – процесс называется армированием. Здесь есть свои нормы, и, если их нарушить, оконный профиль получится бракованным. А это со временем приведет к дефектам окна — и далеко не каждый можно будет устранить. Наши эксперты рассказали: каким должно быть армирование оконного профиля ПВХ и какие проблемы возникают при нарушении технологий.
Подробнее об армировании оконного профиля
Армирование оконного профиля – это стальной оцинкованный каркас, который расположен внутри ПВХ. Его тоже называют профилем. От характеристик армирования зависит степень прочности всей конструкции.
Существуют нормы, которые регламентируют характеристики армирования: толщину профиля, оцинковки, соотношение формы и толщины металлической вставки к размерам окна. Эти и множество других показателей влияют на качество окон, поэтому производители должны четко следовать технологиям.
Эти и множество других показателей влияют на качество окон, поэтому производители должны четко следовать технологиям.
Например:
- толщина армирования не может быть меньше 1,2 миллиметров, а для окон в жилых помещениях этот норматив – не меньше 1,5 миллиметров
- если стеклопакет весит больше 60 килограммов, металлические вкладыши стыкуются под углом 45 градусов
- армирование профиля должно быть цельным – без разрывов
- слой оцинковки металлического вкладыша – от 8-9 микрометров.
Если компания–изготовитель нарушает технологии, оконный профиль ПВХ получается бракованным. Это в дальнейшем приведет к дефектам окна, которые создадут массу проблем в быту и устранить их можно будет только заменой всей конструкции.
Дефекты оконного ПВХ-профиля и их последствия
Частый брак оконного профиля – армирование тоньше нормы. Это причина целого букета проблем:
- створки провисают под собственной тяжестью
- окно искривляется и со временем трескается стеклопакет
- крепление конструкции ненадежное.


Изгиб окна
Окна деформируются по-разному. Например, прогибаются внутрь помещения – это происходит из-за ветровых и статических нагрузок. Может выгнуться любой элемент конструкции: рама целиком, створка, импост – переплет окна. В качестве решения проблемы мастера предлагают дополнительно усилить деформированный элемент. Но часто требуется замена.
Иногда прогибается створка окна относительно рамы. В этом случае окно неплотно закрывается и зимой задувает через эти щели. Такую проблему решают двумя способами. Если есть возможность, дополняют фурнитуру окна дополнительными точками запирания. Но так можно сделать не всегда – зависит от марки фурнитуры и габаритов створки. В это случае меняют створку целиком.
Некачественное армирование приводит к трещинам в стеклопакете – когда деформируется вся конструкция или створка прогибается относительно рамы.
Эксперты обращают внимание на тонкий момент: искривление окна не всегда заметно визуально. В этом случае владелец не может определить, почему окно плохо закрывается. И думает, что проблема в фурнитуре.
И думает, что проблема в фурнитуре.
Провисла створка окна
Створка – самый тяжелый элемент конструкции: квадратный метр стекла толщиной всего миллиметр весит 2,5 килограмма. А в створке не одно стекло, а два-три. Чем больше окно, тем тяжелее его створки. Понятно, что, если армирование тоньше нормы, тяжелая конструкция провиснет под собственным весом.
Дефект становится заметным, если при открывании-закрывании створка снизу задевает за раму окна. Значит, рама просела и вверху появилась щель – через нее зимой будет дуть.
Прежде, чем решать проблему, нужно выяснить причину – провисание бывает не только из-за тонкого армирования. Диагностику нужно поручить квалифицированному специалисту. Иногда достаточно лишь отрегулировать фурнитуру, и окно встанет на место.
Здесь тоже есть тонкий момент: специалиста нужно вызывать из надежной компании. В противном случае мастер, чтобы побольше заработать, может предложить замену окна даже без необходимости. Либо из-за своей низкой квалификации даст неправильное заключение.
Вывод
Некачественное армирование – причина многих проблем с окнами. Поэтому важно выбирать компанию-подрядчика по репутации, а не по дешевым ценам.
Небольшой лайфхак: компании, которые уверены в качестве своих изделий, дают гарантию на оконный ПВХ-профиль не меньше 10 лет. Как, например, компания «Ленинградские Окна и Потолки». Мы отвечаем за надежность наших окон – и это подтверждают многочисленные отзывы клиентов на нашем сайте. Обращайтесь!
К другим новостям
Сравнение профилей ПВХ
Металлопластиковый профиль существенно влияет на стоимость окна. На первый взгляд, профили разных фирм одинаковы, но это не так. Сейчас производители окон в Ставрополе предлагают профили WDS, Rehau, KTM, Open Teck, Brokelman, Veka и многие другие. Какой металлопластиковый профиль выбрать? Какой профиль пвх лучше? Токсичен ли пластик? В этой статье мы ответим на эти и другие вопросы и поможем выбрать наиболее оптимальный вариант для остекления Вашего дома.
Что такое пвх?
Профиль для пластиковых окон получают с помощью экструдеров из ПВХ.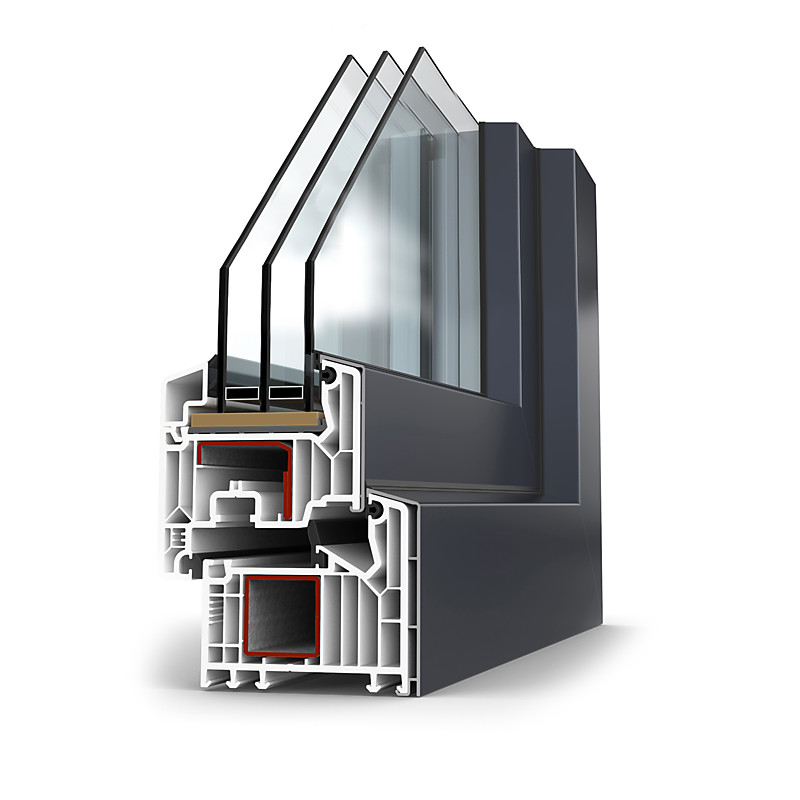 ПВХ (поливинилхлорид) был получен французским ученым Ренье в 1835 году и по праву считается одним из старейших искусственных материалов. Первые оконные профили произвели в Германии еще в 1954 году. ПВХ по химическому составу относят к термопластам. Этилен (43%) вступает в химическую реакцию с хлором (57%) и образуют дихлорэтан, после этого винилхлорид, который превращается с помощью полимеризации в поливинилхлорид. ПВХ — трудновоспламеняемый материал, устойчивый к атмосферным воздействиям, обладает низкой теплопроводностью и себестоимостью. В качестве пигментов для придания профилю белого цвета используется оксид титана, для коричневого – оксид железа. Также для улучшения физических и химических свойств пластика применяют пластификаторы, которые повышают эластичность материала при воздействии низких температур.
ПВХ (поливинилхлорид) был получен французским ученым Ренье в 1835 году и по праву считается одним из старейших искусственных материалов. Первые оконные профили произвели в Германии еще в 1954 году. ПВХ по химическому составу относят к термопластам. Этилен (43%) вступает в химическую реакцию с хлором (57%) и образуют дихлорэтан, после этого винилхлорид, который превращается с помощью полимеризации в поливинилхлорид. ПВХ — трудновоспламеняемый материал, устойчивый к атмосферным воздействиям, обладает низкой теплопроводностью и себестоимостью. В качестве пигментов для придания профилю белого цвета используется оксид титана, для коричневого – оксид железа. Также для улучшения физических и химических свойств пластика применяют пластификаторы, которые повышают эластичность материала при воздействии низких температур.
Токсичен ли пластик?
Чтобы окна не изменяли свой цвет и исправно служили многие годы, в состав пластика добавляются термостабилизаторы. До 2001 года в состав пвх включали свинец. Всем известно, что свинец – тяжелый металл и его испарения могут причинить вред здоровью. Но свинец в производстве использовался не в чистом виде, а в соединении. К примеру, соединения свинца включают в состав хрусталя. Но хрусталь никто не считает смертельно-опасным материалом, и изделия из него многие годы используют в быту. До 2015 года планируется прекратить использование свинца в промышленности. Обращаем внимание, после принятия мирового соглашения при производстве пластика, вместо свинцовых соединений, в качестве термостабилизатора стали применять кальций и цинк. Все заявленные профили сертифицированы и имеют санитарно-гигиенические выводы, которые подтверждают безопасность пластиковых окон.
Всем известно, что свинец – тяжелый металл и его испарения могут причинить вред здоровью. Но свинец в производстве использовался не в чистом виде, а в соединении. К примеру, соединения свинца включают в состав хрусталя. Но хрусталь никто не считает смертельно-опасным материалом, и изделия из него многие годы используют в быту. До 2015 года планируется прекратить использование свинца в промышленности. Обращаем внимание, после принятия мирового соглашения при производстве пластика, вместо свинцовых соединений, в качестве термостабилизатора стали применять кальций и цинк. Все заявленные профили сертифицированы и имеют санитарно-гигиенические выводы, которые подтверждают безопасность пластиковых окон.
Сегодня на оконном рынке представлено более 10 производителей профилей пвх. Чем же отличаются профили для металлопластиковых окон между собой? Сравним профили известных брендов: WDS, REhau, KTM, Veka, Brokelman, KBE, Open Teck.
Толщина профиля
Основная характеристика профиля – его ширина (монтажная глубина).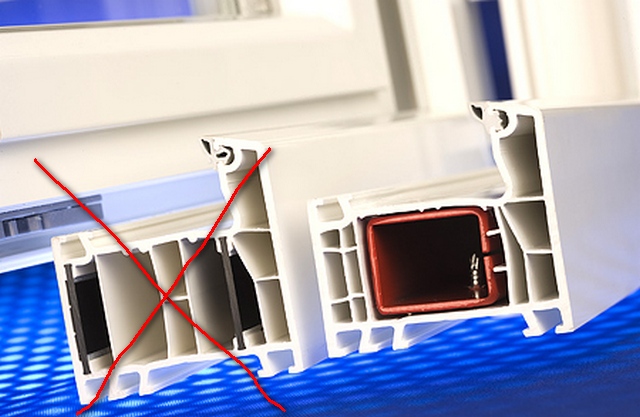 На сегодняшний день на рынке активно используются профили с шириной 58-60 мм и 70 мм. Профиль с шириной 70 мм имеет более высокие теплосберегающие и звукоизолирующие характеристики. Выбирать ширину профиля нужно исходя от предполагаемого места установки (окно в квартире, окно в доме, балкон или лоджия, дверь в магазин) и климатических зон Украины.
На сегодняшний день на рынке активно используются профили с шириной 58-60 мм и 70 мм. Профиль с шириной 70 мм имеет более высокие теплосберегающие и звукоизолирующие характеристики. Выбирать ширину профиля нужно исходя от предполагаемого места установки (окно в квартире, окно в доме, балкон или лоджия, дверь в магазин) и климатических зон Украины.
|
WDS 400 |
WDS 500 |
KTM Terma |
Количество камер
Количество камер не менее важная характеристика профиля. Камеры — это заполненные воздухом пустоты между перегородками. Их количество зависит от ширины профиля и влияет на термоизоляцию. Чем больше камер, тем «теплее» профиль. Профиль толщиной 60 мм имеет три или четыре камеры. Первая предназначена для отвода конденсата. Во второй на производстве вкладывают армирующий профиль, в третьей закрепляются части фурнитуры. В профиле толщиной 70 мм – четыре или пять камер. Заметим, увеличение количества камер без изменения толщины профиля не существенно влияет на характеристики окна.
Первая предназначена для отвода конденсата. Во второй на производстве вкладывают армирующий профиль, в третьей закрепляются части фурнитуры. В профиле толщиной 70 мм – четыре или пять камер. Заметим, увеличение количества камер без изменения толщины профиля не существенно влияет на характеристики окна.
|
Veka |
KBE |
Rehau E60 |
Толщина внешних стенок профиля
Согласно ДСТУ Б В.2.6-15-99 С.14 и европейского стандарта RAL GZ 716/1 (часть 1, 7) толщина стенок профиля должна быть не менее 3 мм. Ряд производителей экономит при производстве профиля, и поставляет на украинский рынок профиль с толщиной стенок около 2,6 мм. При сварке профилей наблюдается их большая деформация, ухудшается качество сварочных швов, ослабляется прочность угловых соединителей, значительно сокращается время безопасной эксплуатации окна.
При сварке профилей наблюдается их большая деформация, ухудшается качество сварочных швов, ослабляется прочность угловых соединителей, значительно сокращается время безопасной эксплуатации окна.
|
Open Teck |
Brokelman |
Brokelman |
Класс профиля
Металлопластиковые профили делят на 2 класса: А и В. Класс А обладает утолщенной внешней стенкой (больше 3 мм ±0,2 мм), считается оптимальным профилем для окон в квартиру, детских учреждений, входных и межкомнатных дверей. Класс B – профиль, где толщина стенок менше 3 мм, используется при остеклении коммерческих объектов. Преимущества такого профиля – более низкая стоимость, по сравнению с профилем класса А.
|
Измерение внутренней стенки профиля |
Камеры профиля пвх |
Измерение внешней стенки профиля |
Армирование профиля
Для придания конструкции прочности во внутреннюю камеру рамы, створки и импоста устанавливается металлический профиль из оцинкованной стали, толщиной 1-2 мм. Металллический профиль компенсирует возможную деформацию конструкции, так как пластик и сталь по разному реагируют на изменение температур. Армирование может быть С-образным, П-образным и замкнутым. Установленный металл не виден конечному потребителю, так как находится внутри окна или двери. Стоит насторожиться, если предлагают очень низкие цены на окна.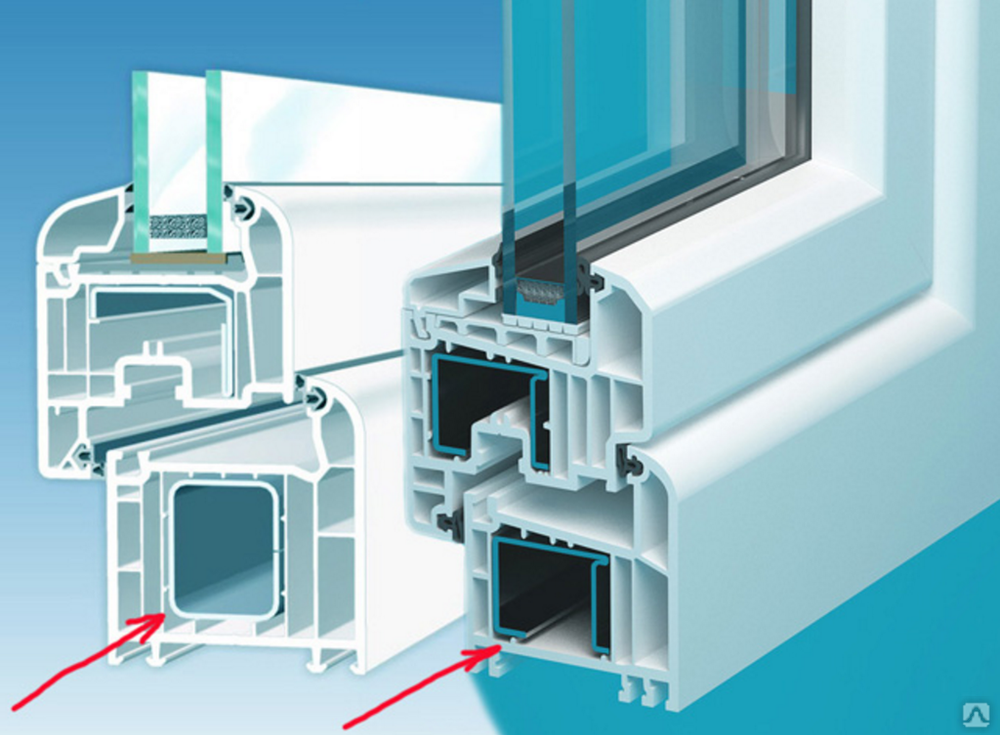 Вполне вероятно, что внутри коннструкции стоит более тонкий металл.
Вполне вероятно, что внутри коннструкции стоит более тонкий металл.
|
|
|
|
|
|
|
|
|
WDS |
Украина, Днепропетровск |
4 |
60 |
3 |
8,3 |
0,8 |
|
WDS |
Украина, Днепропетровск |
5 |
70 |
3 |
9,3 |
0,84 |
|
REHAU |
Польша, Россия, Германия (только Brilliant) |
3 |
60 |
2,8 |
7,5 |
0,65 |
|
KTM |
Украина, Славянск |
4 |
60 |
2,8 |
8,1 |
0,79 |
|
KBE |
Запорожье, Украина (2009) Берлин, Германия |
3 |
58 |
2,7 |
7,1 |
0,65-0,71 |
|
VEKA |
Украиина, Россия |
3 |
58 |
2,8 |
7,5 |
0,64 |
|
Open Teck |
Украина |
4 |
60 |
2,6 |
6,9 |
0,61 |
|
Brokelman |
Украина, Симферополь |
4 |
58 |
2,6 |
7,4 |
0,64 |
|
Brokelman |
Украина, Симферополь |
5 |
70 |
2,8 |
9 |
0,71 |
Какой профиль пвх лучше?
Как видим из таблицы, практически все популярные профили производят в Украине или в ближнем зарубежье. Профиль из Германии поставляется только элит-класса и стоит на порядок дороже. Менеджеры компании «Матек» провели эксперимент и измерили с помощью штангенциркуля реальную толщину внешних стенок профиля. Заявленная толщина внешних стенок на сайтах производителей и в рекламных материалах не всегда соответствует реальной. Отличаются по толщине и внутренние стенки профилей. Так в профиле Open Teck толщина внутренних стенок — 1 мм, а в профиле KTM — 1,5 мм. Коэффициент сопротивления теплопередаче (КСТ) являетя показателем теплоизоляции, и чем больше этот показатель, тем больше тепла остается в помещении.
Профиль из Германии поставляется только элит-класса и стоит на порядок дороже. Менеджеры компании «Матек» провели эксперимент и измерили с помощью штангенциркуля реальную толщину внешних стенок профиля. Заявленная толщина внешних стенок на сайтах производителей и в рекламных материалах не всегда соответствует реальной. Отличаются по толщине и внутренние стенки профилей. Так в профиле Open Teck толщина внутренних стенок — 1 мм, а в профиле KTM — 1,5 мм. Коэффициент сопротивления теплопередаче (КСТ) являетя показателем теплоизоляции, и чем больше этот показатель, тем больше тепла остается в помещении.
Как видно из таблицы металлопластиковый профиль WDS лидирует по представленным показателям. К тому же, профиль комплектуется стильными серыми резиновыми уплотнителями, которые зрительно увеличивают размер светового проема. Еще одной отличительной особенностью окон WDS является средний ценовой диапазон.
Есть вопросы? звоните нам 67-86-86, 67-87-87 — и менеджеры компании «Панорама» помогут Вам с выбором!
Общая информация – Окна и двери ПВХ | окна ПВХ Сидней | Окна из ПВХ
Профиль из НПВХ
НПВХ – непластифицированный поливинилхлорид – прочный долговечный полимер с достаточной прочностью и устойчивостью к атмосферным воздействиям, который можно использовать для наружных строительных работ в качестве материала, не требующего особого ухода.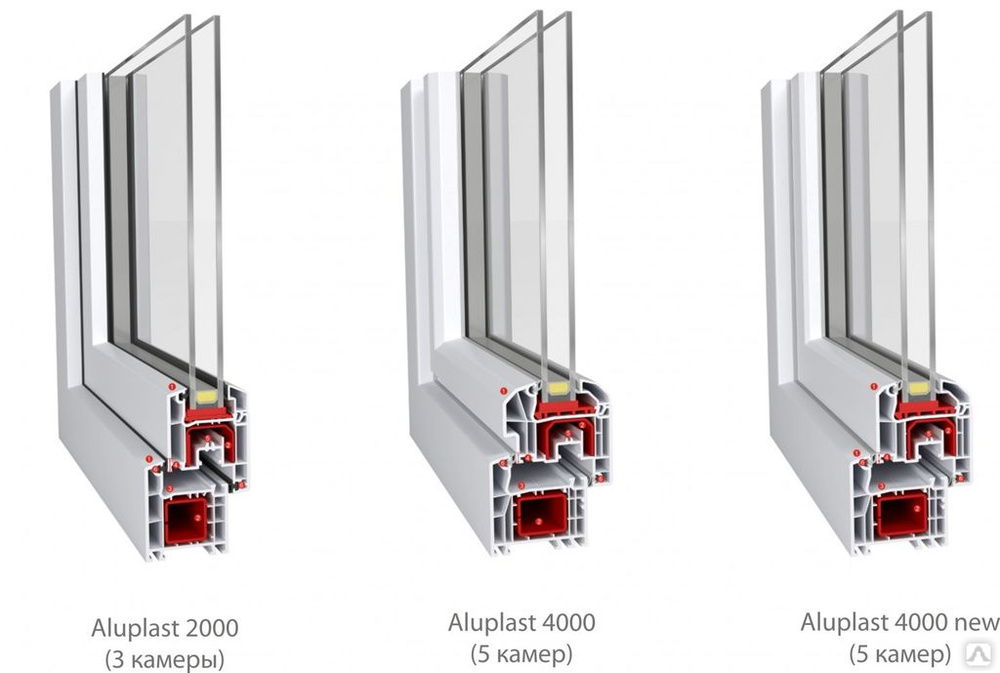 Основное применение НПВХ – оконные и дверные конструкции.
Основное применение НПВХ – оконные и дверные конструкции.
Детали профиля окон из НПВХ
Цвета
Профиль из НПВХ, замки, сетки от насекомых, ручки, замотки и другое оборудование стандартно окрашены в БЕЛЫЙ цвет. Доступны другие цвета, пожалуйста, проконсультируйтесь с нашим торговым представителем.
Остекление стержней
Колониальные и федеративные планировки доступны по запросу.
Москитные сетки
Доступны стационарные и выдвижные москитные сетки для окон и дверей. Мы предлагаем сетки от насекомых в алюминиевом каркасе с сеткой высочайшего качества в стандартной цветовой гамме, чтобы соответствовать оконной раме из ПВХ.
Размеры
На этой веб-странице представлены все стандартные размеры окон и дверей. Это те, которые мы делаем каждый день. Они доступны в короткие сроки и могут быть доставлены, когда вам это нужно.
Если вам требуется что-то из нашего стандартного ассортимента окон и дверей особого размера и цвета, это не проблема. Пожалуйста, напишите нам свой план дома или расписание окон и дверей, и мы будем работать с вами, чтобы убедиться, что время выполнения заказа подходит для вас.
Пожалуйста, напишите нам свой план дома или расписание окон и дверей, и мы будем работать с вами, чтобы убедиться, что время выполнения заказа подходит для вас.
Деревянный откос
Деревянный откос – это деревянная окантовка, крепящаяся к ребру и используемая для установки окон или дверей из ПВХ в проем стойки. В зависимости от типа конструкции (кирпичный шпон, двойной кирпич, обшивочные доски) могут потребоваться различные размеры фальца. WindowsFactory TM может предоставить вам отверстия практически любого размера, предварительно установленные на раме из ПВХ и доставленные на объект.
Стекло и стеклопакеты
Стеклопакеты (стеклопакеты) изготавливаются на месте из стекла толщиной от 4 мм до 10 мм. Многослойное или закаленное стекло также доступно по запросу. Стандартные блоки доступны в комбинации из флоат-стекла 4 мм / зазора 20 мм / флоат-стекла 4 мм. Специальные приложения, такие как звукоизоляция или безопасность, можно обсудить с нашим торговым представителем.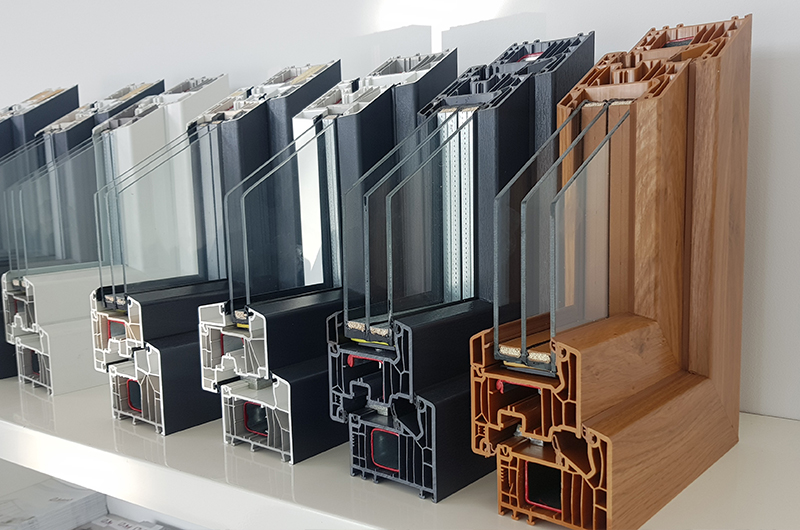
Жалюзи для окон и дверей из НПВХ
Специально изготовленные и разработанные жалюзи для окон и дверей из НПВХ доступны в широком ассортименте цветов и тканей. Эта революционная система позволяет идеально установить оконные жалюзи, не просверливая отверстий в раме из ПВХ! Жалюзи аккуратно прилегают к окну и повышают вашу конфиденциальность, потому что по бокам жалюзи нет зазоров. Возможен любой дизайн и комбинация. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Фурнитура
Фурнитура является одной из наиболее важных характеристик окон и дверей из ПВХ. Дизайн и функция ручек обеспечивают тактильные ощущения, которые могут значительно улучшить внешний вид и удобство использования ваших окон и дверей из ПВХ. В WindowsFactory TM мы предлагаем только первоклассное оборудование, которое было разработано и произведено в Германии, включая ряд мелких важных компонентов.
Все окна и двери WindowsFactory TM спроектированы и остеклены в соответствии с применимыми австралийскими стандартами AS2047, AS1288 и AS2208 и соответствуют AS4055 по ветровой нагрузке.
Оконные профили ПВХ: до какого предела может дойти выпуск продукции?
За последние два года многие переработчики удвоили производительность, сначала за счет увеличения скорости линий, а затем за счет экструзии двух нитей вместо одной. Насколько быстрее они могут двигаться? Возможно, вскоре мы увидим 2000 фунтов в час — вдвое больше, чем сегодня считается «высокой производительностью».
Рыночные показатели экструдеров оконных профилей из винила выглядят хорошо. Продажи окон из ПВХ растут на 7-8% в год, по словам Стивена Сензера, президента Sabre Associates, исследовательской фирмы в Западном Корнуолле, штат Коннектикут. окон и 30% одинарных окон для новых домов. А экструдеры виниловых профилей присматриваются к новым рынкам легких коммерческих окон.
Но чем больше процессоры увеличивают производительность, тем сильнее растет конкуренция. Крупные европейские переработчики рассчитывают на рост в США. Падение цен на смолу также снижает маржу отечественных переработчиков.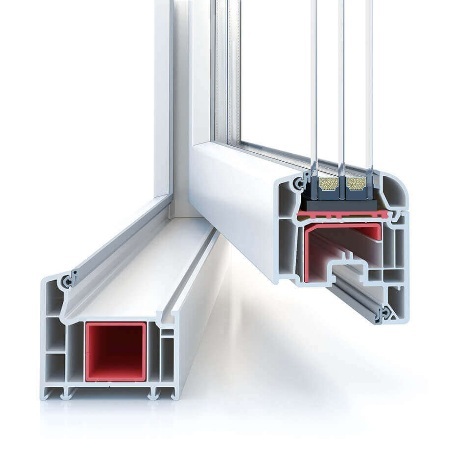
Все это в сочетании с интенсивным давлением повышает мощность экструдера, оптимизирует матрицы, увеличивает количество ручьев, добавляет дополнительные калибраторы и резервуары для воды, удлиняет охлаждающие рукава, автоматизирует съемку и перемещение, а также ускоряет смену инструментов при более коротких производственных циклах. Например, компания Mikron Industries в Кенте, штат Вашингтон, которая претендует на звание крупнейшего экструдера ПВХ-профилей в США, сейчас производит оконные и дверные профили на 10% быстрее, чем год назад, и на 45% быстрее, чем три года назад, говорит президент Пол Уорнер. .
Насколько они могут двигаться быстрее? Некоторые из самых быстрых профильных линий могут столкнуться с ограничениями современных штампов и последующего оборудования. Но некоторые амбициозные процессоры могут захотеть рискнуть непроверенной технологией, чтобы снова поднять ставки в самом ближайшем будущем (см. врезку).
Курс на тонну в час
Ограничивающий фактор стремления к все более высокой производительности постоянно меняется.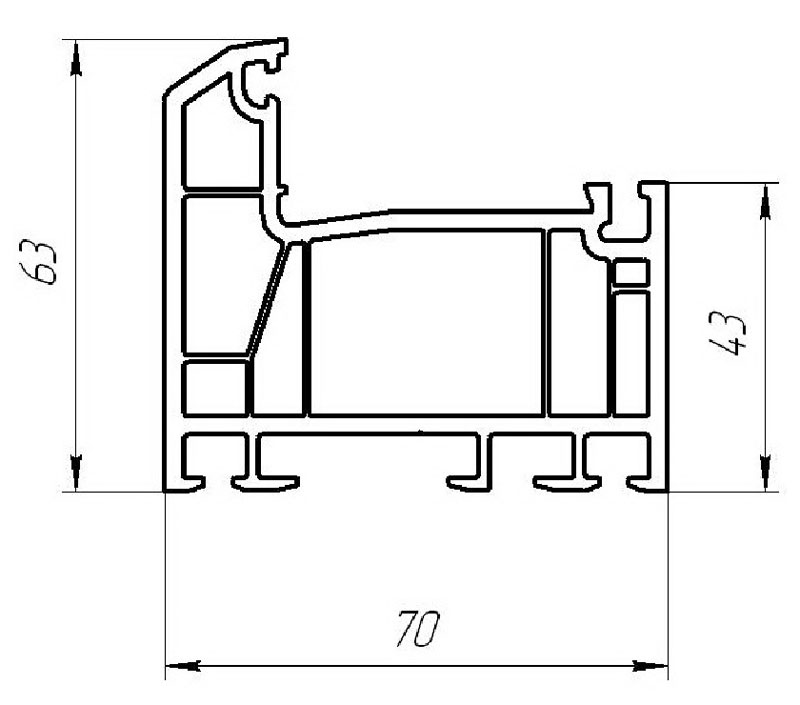 «Несколько лет назад это были экструдеры, но это уже исправлено», — говорит Шон Келли, региональный менеджер по продажам компании Technoplast International, которая поставляет линии оконных профилей из ПВХ. Как мы сообщали за последние два года, практически все крупные производители машин запустили новые высокопроизводительные параллельные двухшнековые экструдеры с более высокой мощностью и более длинными L/D 25-28:1 для лучшего смешивания при высоких скоростях. Среди них новые модели от американских Maplan, Davis-Standard, Krauss-Maffei, Milacron, Technoplast.
«Несколько лет назад это были экструдеры, но это уже исправлено», — говорит Шон Келли, региональный менеджер по продажам компании Technoplast International, которая поставляет линии оконных профилей из ПВХ. Как мы сообщали за последние два года, практически все крупные производители машин запустили новые высокопроизводительные параллельные двухшнековые экструдеры с более высокой мощностью и более длинными L/D 25-28:1 для лучшего смешивания при высоких скоростях. Среди них новые модели от американских Maplan, Davis-Standard, Krauss-Maffei, Milacron, Technoplast.
Далее была задержка калибровки. Сначала процессоры просто добавляли больше сухих калибраторов для более быстрого охлаждения. Но три или четыре сухих калибратора подряд — по 65 000–100 000 долларов США за штуку для сложного профиля — снижают прибыль. На сухую поверхность профиля также накладывают фрикционную прокладку. Съемники не могли тянуть груз, поэтому взлеты были усилены. На выставке K’98 компания Vobau в Германии, производитель профильного оборудования для последующей обработки, продемонстрировала новый высокопроизводительный съемник с двумя приводными двигателями переменного тока на верхней ленте и третьим на нижней ленте. Первая линия, поставленная шесть месяцев назад компании Koemmerling GmbH в Германии, вытягивает одинарные профили из ПВХ со скоростью 18 футов/мин, а двухручьевые – со скоростью 13 футов/мин.
Первая линия, поставленная шесть месяцев назад компании Koemmerling GmbH в Германии, вытягивает одинарные профили из ПВХ со скоростью 18 футов/мин, а двухручьевые – со скоростью 13 футов/мин.
Более сильное натяжение может создать еще одну проблему: оно может деформировать мягкую сердцевину тяжелого профиля, накапливая напряжения, которые впоследствии могут вызвать неприемлемую усадку. В ответ на это некоторые поставщики покрыли калибраторы PVDC, чтобы уменьшить трение. Переработчики также попытались добавить в рецептуру ПВХ больше агента, повышающего поверхностное скольжение.
Конструкции штампов также были усовершенствованы, чтобы обеспечить более высокую производительность. Внутренние каналы потока в матрице были удлинены, чтобы материал мог течь по более прямолинейным траекториям. «Но это создавало давление и приводило к перегреву материала», — говорит Дэвид Мердок, менеджер по продукции ПВХ-профилей в Davis-Standard. Таким образом, после того, как сначала стали длиннее, теперь штампы снова становятся короче, чтобы не допустить повышения давления, говорит он.
Инструменты для охлаждения
Последней тенденцией в области профильного охлаждения является использование одного короткого сухого калибратора из нержавеющей стали или калибратора гильзового типа из алюминия со съемным вкладышем из более твердой нержавеющей стали. За ними следуют еще от двух до пяти гильзовых калибраторов. Vinyl Tech в Янгстауне, штат Огайо, впервые применила экономичную технологию сухого рукава, в которой большая часть пространства между внешней коробкой и внутренним рукавом заполнена охлаждающей водой. Толщина втулки всего 0,01 дюйма, поэтому охлаждение очень эффективно при высокой производительности. Сухие калибраторы рукавного типа могут стоить 30 000–50 000 долларов, они легче и быстрее подключаются, чем традиционные сплошные инструменты с несколькими водопроводными линиями. Втулочные калибраторы также располагаются на расстоянии нескольких дюймов друг от друга, при этом охлаждающая вода под давлением попадает прямо на профиль в зазоре между калибраторами. Президент Vinyl Tech Рик Амато говорит, что этот подход требует более коротких охлаждающих столов, обычно 18 футов вместо 40 футов для профиля мэйнфрейма, работающего на скорости 13 футов/мин.
Президент Vinyl Tech Рик Амато говорит, что этот подход требует более коротких охлаждающих столов, обычно 18 футов вместо 40 футов для профиля мэйнфрейма, работающего на скорости 13 футов/мин.
Альтернативой являются два или три более длинных калибратора вместо пяти стандартных 12-дюймовых калибраторов. единицы. Переработчики также добавляют дополнительные резервуары для воды. Actual Maschinenbau в Австрии сообщает, что ее клиенты теперь используют 18-футовые охлаждающие столы для производства двухручьев со скоростью до 1000 фунтов в час. В США компания Acro Extrusion Corp. из Уилмингтона, штат Делавэр, сегодня использует водяные столы длиной 36 футов по сравнению с 16-футовыми столами два года назад.
Процессоры двойных малых прядей могут проходить как через одну линию калибраторов, так и через емкости для воды. Veka Inc. в Фомбелле, штат Пенсильвания, которая производит двойные сложные профили, разделяет их на головке и пропускает через две отдельные линии охлаждения.
Greiner Extrusionstechnik в Австрии (представленная здесь Uniplast International) изготавливает в Европе штампы с охлаждаемыми штифтами для охлаждения профилей изнутри, но это не работает с типичными профилями в США, говорит Грейнер. Охлаждение также можно улучшить, добавив турбулентность в резервуары для воды, что является предметом патентного спора между Greiner и Technoplast. Но у турбулентного охлаждения есть ограничение, заключающееся в том, что оно не позволяет преимущественному охлаждению одной стороны профиля исправить изгиб.
Освоение быстрых изменений
Установка линии оконных профилей часто занимает 2-4 часа, в течение которых высокоскоростные системы могут произвести огромное количество брака. «Многие компании работают на средних скоростях — 7-9 футов в минуту — и не готовы к высокой производительности в 13 футов в минуту и более, потому что при запуске намного больше брака», — отмечает торговый представитель Uniplast Томас. Херрик. Но некоторые компании решили эту проблему. Корпорация Silverline Building Products Corp. в Норт-Брансуике, штат Нью-Джерси, сообщает, что выполняет полную замену примерно за час, используя предварительно нагретые штампы и быстросменные калибраторы с одним отсоединением воды и вакуума. Сообщается, что в Германии Veka AG сократила время полной переналадки до 20 минут с помощью инструментов быстрой настройки.
Корпорация Silverline Building Products Corp. в Норт-Брансуике, штат Нью-Джерси, сообщает, что выполняет полную замену примерно за час, используя предварительно нагретые штампы и быстросменные калибраторы с одним отсоединением воды и вакуума. Сообщается, что в Германии Veka AG сократила время полной переналадки до 20 минут с помощью инструментов быстрой настройки.
Мировым рекордсменом по скорости может быть компания Wire Mold Co. в Уэст-Хартфорде, штат Коннектикут, которая производит ПВХ-профили для кабельных каналов, которые очень похожи на оконные профили по форме и последующему охлаждению. Wire Mold выполняет переналадку всего за 10 минут и производит в среднем 30 смен инструмента в день на 12 линиях экструзии, говорит руководитель группы экструзии Грег Степек. Профили качения компании работают со скоростью до 100 футов в минуту, в зависимости от сложности профиля.
Соэкструзия с высокой производительностью — например, мягких черных уплотнителей на белых оконных рамах — сложна, поскольку требует больших объемов начального брака, который не может быть переработан. Одно из решений состоит в том, чтобы разделить два экструдера и не проводить совместную экструзию через одну головку. Это позволяет операторам запустить жесткий ПВХ перед введением второго материала или цвета.
Одно из решений состоит в том, чтобы разделить два экструдера и не проводить совместную экструзию через одну головку. Это позволяет операторам запустить жесткий ПВХ перед введением второго материала или цвета.
Без ограничений?
Компаниям, которые уже работают с высокой производительностью, становится все труднее и труднее экономить деньги, работая быстрее. «Мы перешли от 2 метров в минуту к 4 метрам, а затем к 6 метрам, сначала с одной, а затем с двумя ветвями», — говорит Оливер Бир, технический менеджер Koemmerling. «Но сейчас становится все труднее получить какую-либо значительную экономическую выгоду. Перейти на 8 метров в минуту недостаточно. Вы должны перейти на 10 метров». Есть ли ограничение скорости для ПВХ? Кангиалози из Vinyl Building Products так не думает. «Всегда можно ехать быстрее», — говорит он. «Это будущее».
СООТВЕТСТВУЮЩАЯ СТАТЬЯ: Кто лидирует в гонке профилей
Толщина стенок оконного профиля сильно различается на разных рынках жилья, и, следовательно, стандарты того, что составляет высокую производительность, сильно различаются. Американские рамы с двойной подвеской обычно весят 0,7–1,0 фунта на фут. Одноподвесные типы весят немного меньше. Большинство европейских рам работают до 1,4-1,5 фунта на фут, в то время как британские и канадские рамы находятся где-то посередине. Сегодняшнее состояние техники в области скорости заключается в экструдировании более легких профилей в американском стиле со скоростью 13-18 футов в минуту. Высокая производительность более тяжелых европейских профилей означает скорость свыше 10 футов/мин. В фунтах высокой производительностью считается все, что превышает 800 фунтов в час на любом рынке.
Американские рамы с двойной подвеской обычно весят 0,7–1,0 фунта на фут. Одноподвесные типы весят немного меньше. Большинство европейских рам работают до 1,4-1,5 фунта на фут, в то время как британские и канадские рамы находятся где-то посередине. Сегодняшнее состояние техники в области скорости заключается в экструдировании более легких профилей в американском стиле со скоростью 13-18 футов в минуту. Высокая производительность более тяжелых европейских профилей означает скорость свыше 10 футов/мин. В фунтах высокой производительностью считается все, что превышает 800 фунтов в час на любом рынке.
Лидером среди отечественных производителей оконных профилей является компания Veka Inc. из Фомбелла, штат Пенсильвания, американское подразделение немецкой компании Veka AG, крупнейшего в мире производителя оконных профилей из ПВХ. На заводе в Фомбелле работают шесть сверхвысокопроизводительных линий, большинство из которых двухручьевые с большими профилями. «Эти шесть машин выполняют работу 16 обычных линий, — говорит генеральный менеджер Чарльз Сполдинг. С 1995 года эти линии были преобразованы в более мощные параллельные двухшнековые экструдеры и двухручьевые экструдеры. Производительность сначала удвоилась, а затем утроилась с 375-500 фунтов/час до 1000-1500 фунтов/час. «Мы пытаемся довести производительность до 2000 фунтов в час к концу года», — говорит Сполдинг. Он говорит, что это будет двухцепочечная матрица, но ни одна нынешняя двухниточная матрица не может справиться с таким объемом.
С 1995 года эти линии были преобразованы в более мощные параллельные двухшнековые экструдеры и двухручьевые экструдеры. Производительность сначала удвоилась, а затем утроилась с 375-500 фунтов/час до 1000-1500 фунтов/час. «Мы пытаемся довести производительность до 2000 фунтов в час к концу года», — говорит Сполдинг. Он говорит, что это будет двухцепочечная матрица, но ни одна нынешняя двухниточная матрица не может справиться с таким объемом.
Veka также наращивает объемы выпуска своей профильной продукции меньшего объема. Компания заменяет свою рабочую лошадку — двухшнековые машины Milacron CM 55, производящие 300 фунтов в час, на более крупные машины CM 80, производящие до 800 фунтов в час.
Компания Koemmerling GmbH в Пирмазенсе, Германия, набирает обороты за рубежом. Только в этом году компания внедрила новую высокопроизводительную технологию, позволяющую откачивать оконные профили со скоростью 1700 фунтов в час.
Еще не все производители оконных профилей увеличивают скорость.