Содержание
Grain
Оконные системы Grain
Компания Grain производит высококачественный профиль ПВХ для пластиковых окон и дверей. Уникальные технологии производства, многолетний опыт эксплуатации профиля в суровых российских климатических условиях, превышение основных параметров ГОСТ в 2-4 раза дают право утверждать, что пластиковый профиль Grain — один из лидеров в области производства оконных систем.
Grain-Lider 58
Классическая оконная трехкамерная система Grain-Lider класса «А». Обладает высокими эксплуатационными характеристиками, обеспечивая надежность, прочность, тепло- и звукоизоляцию. Это позволяет использовать Grain-Lider для жилых, офисных помещений, детских и медицинских учреждений.
Благодаря универсальности внутренней геометрии рамы появилась возможность установки замкнутого армирования. Это позволяет изготавливать нестандартные конструкции, безопасные в эксплуатации (при условии соблюдения статических расчетов).
Профильная система :
- — Многокамерные профили шириной 58 мм;
- — Элегантный внешний контур;
- — Ширина комбинации рама-створка в световом проеме от 96 до 156 мм;
- — Специальное армирование;
- — Количество внутренних камер(Рама/Створка) 4/4;
- — Максимальная толщина стеклопакета: 32мм.
Grain-Prestige 70
Премиальная оконная система Grain-Prestige обладает повышенными эксплуатационными характеристиками, что позволяет применять ее во всех климатических зонах, используя для жилых, офисных помещений, детских и медицинских учреждений. Пять внутренних камер системы существенно улучшают теплоизоляционные характеристики окна.
Удаленность фурнитурного паза 13 мм позволяет устанавливать противовзломную фурнитуру.
Дополнительные усилительные перегородки, технологические выступы во внутренних камерах профиля увеличивают прочность крепления запорных и несущих элементов, сокращают количество мостиков холода.
Благодаря универсальности внутренней геометрии рамы появилась возможность установки замкнутого армирования. Это позволяет изготавливать нестандартные конструкции, безопасные в эксплуатации (при условии соблюдения статических расчетов).
Профильная система :
- — Многокамерные профили шириной 70 мм;
- — Элегантный контур;
- — Количество внутренних камер (Рама/створка) 5/5;
- — Максимальная толщина стеклопакета: 40мм;
- — Прочность сваренных углов соединений: 250%;
- — Долговечность 40лет.
Bulava 58
Трехкамерная система Bulava 58 — это качественное и экономически выгодное решение в вопросе выбора ПВХ-профиля. Рекомендуется использовать при остеклении жилых, офисных помещений, объектах капитального строительства и т. п.
п.
В системе Bulava 58 предусмотрены усиленные технологические выступы для надежного крепления фурнитуры. Прочность сварных угловых соединений превышает нормированные показатели в 2,5 раза. Возможность установки замкнутого армирования в раму, позволяет создавать нестандартные конструкции: витражи, офисные перегородки и др. (при условии соблюдения статистических расчетов).
Основные технические характеристики:
- — Монтажная ширина — 58 мм;
- — 3 камеры в раме и створке;
- — Сопротивление теплопередаче составляет R = 0,72 м2 °С/Вт;
- — Максимальная толщина остекления 32 мм;
- — Система испытана на морозостойкость при -55°С;
- — Прочность сварных угловых соединений 250 %.
Bulava 70
Пятикамерный профиль с современной геометрией, монтажной шириной 70 мм и возможностью установки стеклопакета до 40 мм.
Эта оконная система сочетает в себе высокое качество исполнения с экономически выгодным решением — она идеально подходит по техническим характеристикам как для массовой застройки, так и для частных заказчиков.
Отлично подходит для регионов средней полосы.
В системе Bulava предусмотрены усиленные технологические выступы для надежного крепления фурнитуры. Прочность сварных угловых соединений превышает нормированные показатели в 2,5 раза.
Grain-Lider 58 — ГРАЙД, Поставщик комплектующих для производства окон ПВХ
Подробное описание
Профильная система
- Трехкамерные профили шириной – 58 мм.
- Различные формы штапика: прямой, скошенный, фигурный.
- Толщина наружной профильной стенки – 3 мм.
- Толщина внутренних стенок – 2,5 мм.

- Классический контур.
- Ширина сочетания рама-створка в световом проёме от 112 мм.

Дополнительные выступы позволяют избежать «мостиков холода», тем самым повышается теплосопротивление конструкции.
Функциональность
Комбинация классической трехкамерной системы Grain Lider 58 с превосходными изолирующими характеристиками и стеклопакета с инновационным напылением дает высокий коэффициент сохранения тепла, соответствующий современным требованиям в области энергосбережения
Энергоэффективные пластиковые окна Grain Lider 58 сохраняют микроклимат внутри помещения, уменьшают расходы на отопление зимой и на кондиционирование летом. Каждый компонент окна: профиль, стеклопакет и фурнитура вносят свой вклад в энергосбережение Вашего дома.
Сфера применения
Профильная система Grain Lider 58 предназначена для жилых и офисных помещений, арочных конструкций, окон с застекленными балконами, а также для светопрозрачных конструкций с умеренной и повышенной ветровой нагрузкой.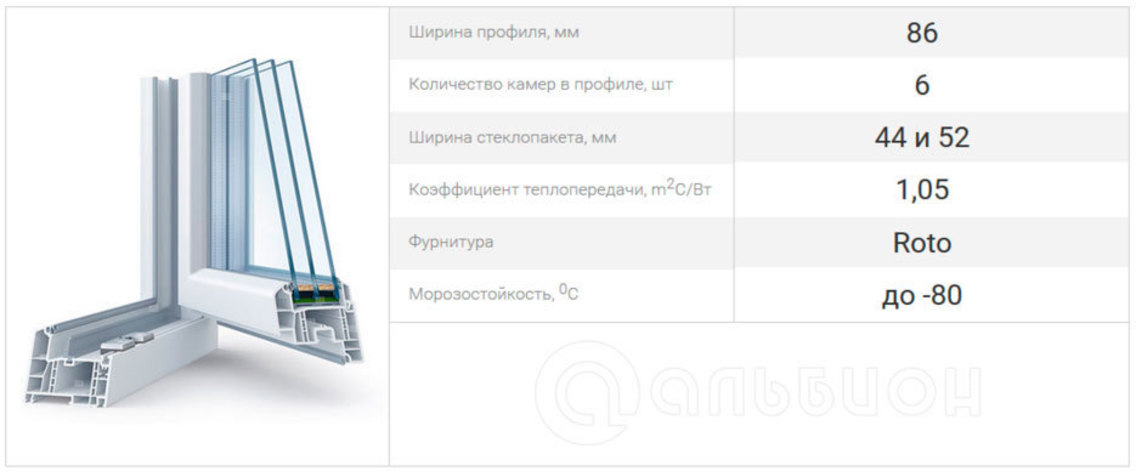
Окраска и ламинация
Профили системы Grain Lider 58 выпускаются в классическом белом цвете и окрашенными в массе. Допускается ламинация.
Окрашенные и ламинированные профили применяются в дизайнерских интерьерах, экстерьерах загородных домов, при остеклении современных городских фасадов и реставрации исторических объектов.
При изготовлении ламинированных профилей Grain используются высококачественные материалы, оборудование и технологии: оборудование и технологический процесс фирмы Tehnoplast (Австрия), пленки ламинационные Renolit (Германия) и LG (Корея), клей-расплав однокомопонентный Kleiberit (Германия).
Полная цветовая гамма Renolit Exofol и LG доступна под заказ.
Технические характеристики
| Класс | А |
| Количество камер | 3 |
| Монтажная ширина | 58 мм |
| Толщина стеклопакета | 4, 24, 32 мм |
| Толщина лицевых стенок | 3 мм |
| Средние значения разрушающих нагрузок | 5500-6500 Н |
| Морозостойкость | -50…+50 °С |
| Энергоэффективность | 0,736 м² °С/Вт |
| Сопротивление теплопередаче по ГОСТ | 4 тип |
| Удаление фурнитурного паза | 13 мм |
| Противовзломная фурнитура | Да |
| Исполнение | Белое, цветное |
| Окрашенный в массе | Да |
| Рекомендован к ламинации | Да |
| Цвет уплотнения | Черный, серый |
| Материал уплотнения | ТРЕ |
| Заводская гарантия | 60 лет |
Документация
Сертификат пожарной безопасности Grain, ч. 1
1
441.7 Кб
Сертификат пожарной безопасности Grain, ч.2
399 Кб
Протокол к сертификату пожарной безопасности Grain
3.5 Мб
Сертификат соответствия Grain Lider, стр.1
371.9 Кб
Сертификат соответствия Grain Lider, стр.2 (приложение)
324.2 Кб
Санитарно-эпидемиологический сертификат Grain, стр.1
229.9 Кб
Санитарно-эпидемиологический сертификат Grain, стр.2
249.3 Кб
Санитарно-эпидемиологический сертификат Grain, стр.3
208 Кб
Техкаталог Grain 2021
12.5 Мб
Технический плакат на все системы Grain
2 Мб
Общие сведения о спецификациях солода — варите сами
Фото предоставлено Pagosa Brewing & Grill
Точно так же, как нет двух одинаковых партий пива, нет и большого количества солода. Основной причиной является сам ячмень. Колебания количества осадков, питательных веществ в почве и температуры в течение вегетационного периода, а также условия хранения и обработки — все это влияет на урожай из года в год, от региона к региону и даже от поля к полю. Это влияет на такие показатели, как размер зерна, содержание крахмала, белка и влаги. И, несмотря на строгие современные процедуры контроля качества, от партии к партии даже на одном и том же предприятии могут наблюдаться незначительные различия.
Основной причиной является сам ячмень. Колебания количества осадков, питательных веществ в почве и температуры в течение вегетационного периода, а также условия хранения и обработки — все это влияет на урожай из года в год, от региона к региону и даже от поля к полю. Это влияет на такие показатели, как размер зерна, содержание крахмала, белка и влаги. И, несмотря на строгие современные процедуры контроля качества, от партии к партии даже на одном и том же предприятии могут наблюдаться незначительные различия.
Конечно, солодовники знают об этом и поэтому смешивают ячмень перед соложением и смешивают много солода того же сорта после соложения. И некоторые различия — прежде всего размер ядра — можно строго контролировать с помощью скрининга.
Остальные различия, однако, могут быть достаточно значительными, чтобы повлиять на плотность и цвет пива. Например, увеличение содержания влаги в базовом солоде на один процент наряду с соответствующим снижением потенциала экстрактивности снизит первоначальную плотность (OG) более чем на один пункт.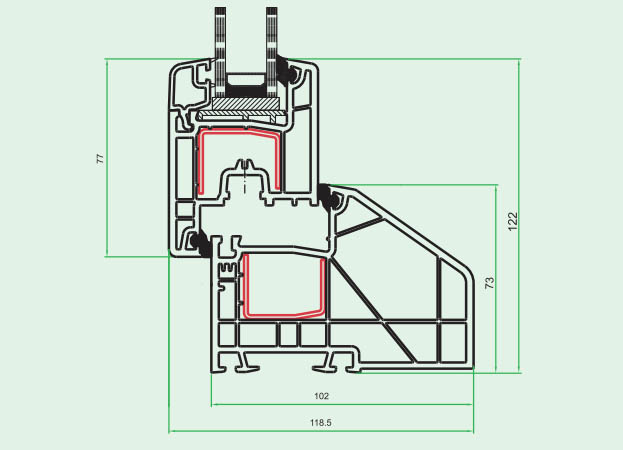 А цвет черного жареного солода среди разных партий от одной солодовни может различаться на 40 градусов по Ловибонду (°L).
А цвет черного жареного солода среди разных партий от одной солодовни может различаться на 40 градусов по Ловибонду (°L).
Ничто из этого, однако, не должно вызывать отчаяния у пивоваров, стремящихся к высочайшему уровню постоянства. Это связано с тем, что солодовни анализируют производимый ими солод и публикуют результаты в форме анализа партии солода. Спецификация солода позволяет пивоварам определять характеристики и качество солода, который мы используем, выбирать между различными солодами, а также позволяет нам изменять количество солода в рецепте или процедуры, которые мы используем для его обработки. Спецификации солода доступны практически каждому производителю солода для всех, кто их запрашивает. В некоторых таблицах приводится средний анализ, в других сообщается по партиям. Даже те пивовары, которые предпочитают «расслабиться, не волноваться и т. д.», школа домашнего пивоварения может извлечь пользу из этой информации. Приготовление солода
Перед обсуждением анализов партий солода полезно кратко рассмотреть основы соложения. При соложении ядра ячменя замачивают в воде до тех пор, пока корневая оболочка не проникнет в шелуху. Затем ячмень вынимают из воды и дают ему прорасти. Как только корешки достаточно вырастут, влажный солод нагревают (обжигают) для сушки солода. После сушки корешки, прикрепленные к зернам ячменя, удаляют.
При соложении ядра ячменя замачивают в воде до тех пор, пока корневая оболочка не проникнет в шелуху. Затем ячмень вынимают из воды и дают ему прорасти. Как только корешки достаточно вырастут, влажный солод нагревают (обжигают) для сушки солода. После сушки корешки, прикрепленные к зернам ячменя, удаляют.
Читатели – лидеры
Для проведения анализа партии солода образец готового солода тщательно анализируется в лаборатории. Стандартные процедуры тестирования используются для проверки конкретных качеств, важных для пивоваров. Большинство коммерческих пивоварен требует, чтобы анализ партии сопровождал каждую партию солода, которую они получают. Домашние и мелкие крафтовые пивовары могут запросить его у своего поставщика солода.
Если вы покупаете солод меньше, чем полный мешок, можно получить номер партии (напечатан на каждом мешке) в местном магазине домашнего пивоварения и напрямую связаться с солодовником, который будет рад предоставить информацию по телефону, факс или электронная почта. У нескольких из них есть функция на своих веб-сайтах для просмотра номеров лотов в Интернете.
У нескольких из них есть функция на своих веб-сайтах для просмотра номеров лотов в Интернете.
Как и следовало ожидать, словарь анализа партии солода носит технический характер, но научиться интерпретировать его не так уж сложно. Присоединяйтесь к нам, пока мы изучаем типичный анализ лотов и объясняем различные входы. Это гораздо менее личное, чем лежание на диване с доктором Фрейдом, и мы полагаем, что вы получите больше удовольствия от пива, чем доктор от своей сигары.
Условия для значений, указанных в анализе каждой партии солода, немного различаются в зависимости от солодовни. Эти значения можно сгруппировать в несколько категорий, включая цвет, влажность, экстракт, модификацию, белки и физические характеристики. Для базовых солодов также имеются данные о диастатической (ферментативной) силе.
В живом цвете
В Северной Америке цвет измеряется в единицах SRM (стандартный эталонный метод) или градусах Ловибонда, более старом визуальном методе, который по существу использует ту же шкалу. Самый светлый солод Pilsner имеет ценность 2 SRM, а самый черный жареный солод может иметь ценность более 600 SRM. Европейцы используют соответствующую, но другую шкалу, известную как EBC (European Brewers Convention). Эти две системы можно преобразовать, используя следующие формулы:
Самый светлый солод Pilsner имеет ценность 2 SRM, а самый черный жареный солод может иметь ценность более 600 SRM. Европейцы используют соответствующую, но другую шкалу, известную как EBC (European Brewers Convention). Эти две системы можно преобразовать, используя следующие формулы:
EBC = (L * 2,65) + 1,2
L = (EBC – 1,2) / 2,65
Следует отметить, что полученное пиво будет иметь цвет темнее, чем солод, из-за кипения и других реакций, происходящих во время варки. процесс.
Сделать шахту сухой
Влага в солоде способствует образованию плесени и ускоряет порчу. Пивовары платят за конвертируемые крахмалы и экстрагируемые сахара в солоде, а не за воду, которую они добавляют во время затирания. Однако солод не может быть сухим до костей, а небольшое количество влаги неизбежно и даже желательно. Британский светлый солод обычно имеет самое низкое содержание влаги, порядка 3–4% по весу, в то время как базовый солод Continental и North American находится в районе 4–5%. Карамельный и кристаллический солод имеют самое высокое содержание влаги, до 6%, что приводит к слегка липкому характеру затора с их высоким процентным содержанием. В любом случае лучше избегать солода с содержанием влаги намного выше 6%, так как это указывает на проблемы во время соложения.
Карамельный и кристаллический солод имеют самое высокое содержание влаги, до 6%, что приводит к слегка липкому характеру затора с их высоким процентным содержанием. В любом случае лучше избегать солода с содержанием влаги намного выше 6%, так как это указывает на проблемы во время соложения.
Сахар, сахар
Пивовары называют сахар «экстрактом»; это то, что дает пищу для дрожжей (сбраживаемые сахара) и тело для пива (несбраживаемые декстрины). Соответственно, неудивительно, что анализ партии солода содержит целую группу значений для отчета об экстракте. Первые два – это сухой экстракт тонкого помола (DBFG) и сухой экстракт грубого помола (DBCG). Они получены из лабораторного затирания с небольшим количеством солода. Этот метод сильно отличается от реальных условий пивоварения, но результаты тонкого помола представляют собой максимально возможный лабораторный выход солода. Для базовых солодов значение DBFG менее 78% указывает на низкое качество. Из-за того, как они производятся, специальные солода будут иметь более низкий выход, но это не проблема, потому что они, как правило, не вносят значительного вклада в экстрактивность пива.
Результаты грубого помола предназначены для того, чтобы продемонстрировать пивовару максимум, которого можно достичь при использовании дробления, близкого к используемому на большинстве пивоварен. Однако это значение по-прежнему выше, чем у большинства реальных пивоварен (включая домашние пивоварни), потому что сусло «перебаррывается» по сравнению с обычными пивоварнями. На практике условия затирания на пивоваренном заводе обычно дают выход на 5–15% ниже, чем значение DBCG. Следует отметить, что оба этих значения приведены в «сухом состоянии», то есть, как если бы содержание влаги в солоде было равно нулю. Это упрощает сравнение различных партий и исключает необходимость учитывать различное содержание влаги. Конечно, мы знаем, что любой солод содержит некоторое количество влаги, и иногда вы можете увидеть результаты анализа солода, в которых показатели экстрактивности выражаются «как есть» (AIFG и AICG).
Часто пивовары ссылаются на «экстрактивный потенциал» солода. Обычно это выражается в виде удельного веса, которого можно достичь, растерев 1,00 фунта (455 г) солода в 1,00 галлоне (3,78 л) воды.
Для расчета экстрактивного потенциала можно использовать следующую формулу:
Экстрактный потенциал (S.G.) = 1 + (DBFG / 100) * 0,04621
Множитель 0,4621 в формуле представляет собой экстрактивный потенциал сахарозы (1,04621), относительно которого все Экстракт измеряется. Например, солод со значением DBFG 80,5% дает расчетный экстрактивный потенциал 1,0372.
Другим важным значением является разница извлечения тонкого/грубого помола (FG/CG). Иногда анализ солода показывает это, а не значение DBCG. Если да, то вычислить DBCG несложно, вычитая FG/CG из значения DBFG. Значение FG/CG указывает на модификацию солода и его пригодность для однократного затирания. Разница FG/CG в 0,5–1,0% хорошо подходит для одноэтапной инфузии, тогда как значение более 1,5% указывает на то, что может быть рекомендован белковый перерыв.
Солодовни в других частях мира могут использовать другие единицы измерения. Британские анализы солода иногда сообщают об «экстракте горячей воды» (HWE).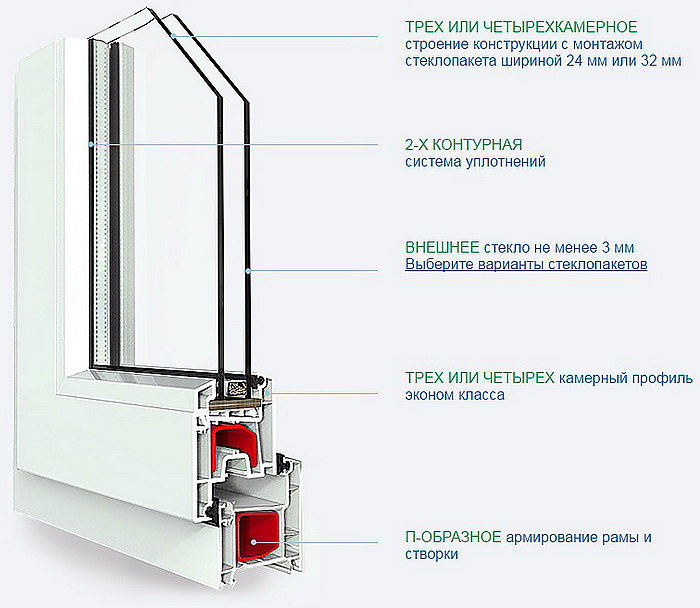 HWE основан на том, сколько литров сусла получится из килограмма солода с удельным весом 1,001 в воде при температуре 20 °C (68 °F) с использованием щели мельницы 7M (0,7 мм) для грубого помола и 2M. Зазор (0,2 мм) для тонкой шлифовки. Разделите значения HWE на 3,86, чтобы преобразовать их в DBCG и DBFG соответственно. Британским эквивалентом FG/CG является «экстракт холодной воды» (CWE), который представляет собой процент экстракта, растворимого в холодной (20 °C/68 °F) воде. Солод с CWE 19-23 процента являются хорошими кандидатами для инфузий при одной температуре, в то время как более низкие значения могут потребовать дополнительного отдыха при более низкой температуре.
HWE основан на том, сколько литров сусла получится из килограмма солода с удельным весом 1,001 в воде при температуре 20 °C (68 °F) с использованием щели мельницы 7M (0,7 мм) для грубого помола и 2M. Зазор (0,2 мм) для тонкой шлифовки. Разделите значения HWE на 3,86, чтобы преобразовать их в DBCG и DBFG соответственно. Британским эквивалентом FG/CG является «экстракт холодной воды» (CWE), который представляет собой процент экстракта, растворимого в холодной (20 °C/68 °F) воде. Солод с CWE 19-23 процента являются хорошими кандидатами для инфузий при одной температуре, в то время как более низкие значения могут потребовать дополнительного отдыха при более низкой температуре.
Континентальные солодовни иногда предоставляют данные FG/CG в форме индекса Hartong или VZ 45 градусов. Это похоже на CWE, за исключением того, что используется вода при температуре 45 ° C (113 ° F). Полученное значение примерно в два раза выше, чем CWE.
Ешьте свой белок
Содержание белка в солоде связано с общим содержанием азота (белки состоят из богатых азотом аминокислот). Иногда в анализе солода указывается значение общего азота (TN) в процентах. Как правило, пивовары хотят, чтобы в их солоде было минимальное количество белка, потому что он имеет небольшую пивоваренную ценность, за исключением ферментов и пены.
Иногда в анализе солода указывается значение общего азота (TN) в процентах. Как правило, пивовары хотят, чтобы в их солоде было минимальное количество белка, потому что он имеет небольшую пивоваренную ценность, за исключением ферментов и пены.
Один процент TN равен 6,25% белка; чтобы преобразовать белок в TN, разделите значение на 6,25. Британские и континентальные базовые солода обычно содержат менее 10% белка (1,6% TN). Цельносолодовое пиво, сваренное из солода с содержанием белка выше 12%, может иметь проблемы с помутнением, поэтому североамериканский шестирядный солод (с содержанием белка до 14%) лучше всего использовать с добавками, которые содержат гораздо меньше белка. (Ситуация на самом деле немного сложнее, так как виды белков, присутствующих в солоде, также играют роль.)
Процент белка (или азота), растворимого в воде, выражается как значение SP (растворимый белок) или SN (растворимый азот). Это используется для расчета соотношения S/T (растворимый/общий) или SN/TN (растворимый азот/общий азот), также называемого индексом Кольбаха. Эти три соотношения эквивалентны друг другу и также могут быть выражены как отношение растворимого азота (SNR). Во всех случаях значение получается путем деления значения растворимого белка (или азота) на процентное содержание белка (или общего азота).
Эти три соотношения эквивалентны друг другу и также могут быть выражены как отношение растворимого азота (SNR). Во всех случаях значение получается путем деления значения растворимого белка (или азота) на процентное содержание белка (или общего азота).
Значение S/T важно, поскольку оно является лучшим индикатором модификации солода, т. е. степени, в которой прорастание происходило в процессе соложения. Значения S/T выше 35% указывают на сильно модифицированный солод, пригодный для инфузионного затирания, а значения выше 45% могут привести к получению пива с жидким телом. Недомодифицированный солод (с отношением Т/Т 30–35%) требует многократных температурных выдержек или отваривания.
Сила ферментов
С показателями экстракта и белка связана «диастатическая сила» (DP), способность ферментов солода превращать крахмалы в сахара. Это важно, когда базовый солод используется в сочетании с другими крахмалосодержащими, но бедными ферментами солодами и несоложеными добавками. Для североамериканского и британского солода диастатическая сила измеряется в градусах Линтнера. Например, хорошо модифицированный британский пейл-эль солод может иметь значение DP в диапазоне 35–40, что указывает на то, что он может преобразовывать собственный крахмал и небольшую долю добавок, до 3–4% от общей засыпи. . Североамериканский шестирядный солод с более высоким содержанием белка может иметь показатель DP до 160, что свидетельствует о его способности преобразовывать большой процент добавок.
Для североамериканского и британского солода диастатическая сила измеряется в градусах Линтнера. Например, хорошо модифицированный британский пейл-эль солод может иметь значение DP в диапазоне 35–40, что указывает на то, что он может преобразовывать собственный крахмал и небольшую долю добавок, до 3–4% от общей засыпи. . Североамериканский шестирядный солод с более высоким содержанием белка может иметь показатель DP до 160, что свидетельствует о его способности преобразовывать большой процент добавок.
Таблицы анализа солода могут также указывать единицы декстринизации (DU) в качестве еще одной меры ферментативной активности. Эквивалентной единицей измерения DP в континентальной Европе является градус WK (Виндиш-Кольбах). Эти две единицы можно преобразовать, используя следующие формулы:
градусов WK = (градусы L * 3,5) – 16
градусов L = (градусы WK + 16) / 3,5
Некоторые анализы солода указывают время преобразования крахмала в минутах, кроме того или вместо значений DP. Ни в коем случае это не должно быть более 20 минут для базового солода; для североамериканских двухрядных и шестирядных светлых солодов она должна быть порядка 5 минут.
Ни в коем случае это не должно быть более 20 минут для базового солода; для североамериканских двухрядных и шестирядных светлых солодов она должна быть порядка 5 минут.
Перейдем к физическому
Раздел анализа партии касается физических характеристик солода. Среди них размер зерен, обычно выражаемый через сито, то есть долю зерен, которые не проходят через сита различных размеров. Как правило, более крупные зерна дают более высокий выход экстракта. Ядра размером менее 2 мм (0,079 дюйма) могут указывать на плохую или несуществующую модификацию. Иногда значение размера дается только с точки зрения процента ядер, которые являются «пухлыми» или «тонкими». Солод толщиной более 2% может вызвать проблемы при помоле; с этой точки зрения желателен относительно постоянный размер ядра.
Солод также классифицируется по степени твердости. Условно его описывают как «мучнистый», «полустеклянный» и «стеклянный». Мучнистые ядра имеют эндосперм (частично удвоенная часть в сердцевине ядра, которая содержит крахмал), который на 25% или менее стекловидный (твердый). Стекловидные ядра имеют эндосперм, твердый более чем на 75%. Остальные ядра (твердые на 26–75%) называются полустекловидными.
Стекловидные ядра имеют эндосперм, твердый более чем на 75%. Остальные ядра (твердые на 26–75%) называются полустекловидными.
Мучнистость является показателем того, насколько хорошо солод раздавливается и насколько эндосперм доступен для воды и ферментов солода во время затирания. Базовый солод, используемый для однократного затирания, должен быть не менее 95% мучнистый. Значения 90–95% мучнистого солода предполагают разнотемпературные настои или отвары, и во всех случаях базовый солод должен содержать минимум 90% мучнистого солода.
Противоположностью мучнистости является «стекловидность», которая иногда используется в качестве альтернативного измерения. Значение 1 присваивается стекловидным (стекловидным) ядрам, 0,5 – полустекловидным и 0 – мучнистым ядрам. Проценты каждого суммируются и усредняются; значение стекловидности 0,25 или менее считается желательным. Хрупкость – это относительная легкость крошения солода при помоле. Это связано с мучнистостью, и о нем можно сообщать вместо него. Весь солод должен быть рассыпчатым не менее чем на 80 % и не менее чем на 85 % для инфузионного затирания.
Весь солод должен быть рассыпчатым не менее чем на 80 % и не менее чем на 85 % для инфузионного затирания.
В анализах карамельного и кристаллического солода может указываться степень кристаллизации. Эти солода относительно стальные (стекловидные), и степень кристаллизации должна составлять 85% или выше для карамельных солодов и не менее 95% для кристаллических солодов.
Вязкость измеряет разрушение во время соложения бета-глюканов, которые составляют стенки клеток эндосперма. Выраженное в сантипозах (сП), значение выше 1,75 сП указывает на то, что затор с этим солодом будет липким и создаст потенциальные проблемы с промывкой. В этом случае бета-глюкан находится в положении 9.Рекомендуется 5–100 ° F (35–38 ° C) или отварное затор.
Машеры вселенной
Получение и изучение анализа партии может многое рассказать вам об одном из самых важных ингредиентов пивоварения и принести вам большую награду с точки зрения консистенции и качества вашего пива. Он может преодолеть или не преодолеть ваши самые глубокие страхи и комплексы, но он может позволить вам сварить то, о чем вы мечтаете.
Выпуск: декабрь 2006 г.
Описание таблиц анализа солода
Опубликовано Стэном Иеронимусом
Автором Грегом Нунаном
Вы серьезный пивовар. Независимо от того, варите ли вы пиво профессионально, в качестве хобби или в качестве навязчивой идеи, вы гордитесь своим пивом. Вы делаете все возможное, чтобы точно воспроизвести каждый из ваших рецептов от варки к варке. Или ты?
Как и большинство серьезных пивоваров, вы, вероятно, корректируете норму охмеления, чтобы отразить содержание альфа-кислоты в каждой новой партии хмеля, которую вы покупаете, но корректируете ли вы зерно в зависимости от изменения цвета, влажности и экстрактивности? Знаете ли вы, что увеличение содержания влаги в новой партии солода всего на 2%, сопровождаемое соответствующим падением экстрактивности, может снизить плотность сусла с плотностью 12 °Plato (удельная плотность 1,048) до 11,5 °P (удельная плотность 1,046). ) или увеличить стоимость солода 31/2%? Знаете ли вы, что цвет солода темной обжарки обычно варьируется в пределах 25-50°L от партии к партии, или что «темный кристаллический солод» у одного солодовника может быть 40-45°L, а у другого 80-9°L?0 °л, а у кого-то 120-130 °л?
) или увеличить стоимость солода 31/2%? Знаете ли вы, что цвет солода темной обжарки обычно варьируется в пределах 25-50°L от партии к партии, или что «темный кристаллический солод» у одного солодовника может быть 40-45°L, а у другого 80-9°L?0 °л, а у кого-то 120-130 °л?
Даже незначительные изменения в характеристиках солода могут иметь ощутимые последствия, сочетание различий в цвете, влажности и содержании экстракта солода между партиями может серьезно повлиять на результаты рецепта. Варите ли вы дома или на работе, чем больше вы знаете об используемом солоде, тем лучше и стабильнее будет ваше пиво. Вы можете наслаждаться этим преимуществом, не страдая от боли — понимание и использование таблиц анализа солода не является ни трудным, ни неприятным.
Грамотность — сила
Любой солодовник должен быть готов предоставить лист анализа партии. Анализ солода показывает соответствие солода возможностям затирания пивоварни и вкусовому профилю бренда, а также определяет любые корректировки, которые могут потребоваться в процедурах пивоварения. Как минимум, анализ каждой партии должен обеспечивать цвет, влажность, экстрактивность, общий и растворимый белок, мучнистость (рассыпчатость или стекловидность) и размерный ряд солода. Для базовых солодов пивовар также хочет знать диастатическую силу.
Как минимум, анализ каждой партии должен обеспечивать цвет, влажность, экстрактивность, общий и растворимый белок, мучнистость (рассыпчатость или стекловидность) и размерный ряд солода. Для базовых солодов пивовар также хочет знать диастатическую силу.
Солодовни часто предоставляют типовые анализы с диапазонами, а не анализы по конкретным партиям. Тем не менее, анализы конкретных партий должны быть доступны по запросу. Точно так же полный анализ партии обычно не проводится для специальных солодов, но может быть доступен по специальному запросу.
Базовые солода: «Базовые» ячменные солода обеспечивают основную часть растворимого экстракта сусла и ферментов, которые его производят. Базовые солода в порядке возрастания цвета: пильзенский, лагерный, светлый, мягкий, венский и мюнхенский. Последние два, однако, чаще всего используются в количестве всего 10-25% зерновой засыпи для придания мягкого вкуса.
Специальные солода: Цветные или специальные солода включают карамельный, кристаллический, жареный и жареный солод. Эти солода могут придавать пиву значительный цвет, вкус, ощущение во рту и аромат в разной степени, но не будут вносить ферменты в экстракт.
Эти солода могут придавать пиву значительный цвет, вкус, ощущение во рту и аромат в разной степени, но не будут вносить ферменты в экстракт.
Типичный североамериканский анализ солода — два ряда
| Переменная | Типовое значение |
|---|---|
| Цвет | 1,4–2 °L (3–4 °EBC) |
| Содержание влаги | 2-4,3% |
| Экстракт (DBFG) | 80-81% |
| Экстракт (DBCG) | 79-80% |
| Разница (FG/CG) | 1,1-1,8% |
| Диастатическая мощность (DP) | 110–160 °Lintner (385–520 °WK) |
| Общий белок | 11-12% |
| Растворимый белок (РП) | 5-5,4% |
| Коэффициент растворимого азота (SNR) | 43% |
| Стекловидный/Полустекловидный/Мучнистый | 0%/2%/98% |
Хотя пшеничный солод содержит ферменты и в некоторых стилях пива используется как часть основной засыпи, он обычно считается специальным солодом. Его можно использовать для расширения вкуса, усиления пенной шапки и тела пива, а также для уменьшения его цвета.
Его можно использовать для расширения вкуса, усиления пенной шапки и тела пива, а также для уменьшения его цвета.
Различия в происхождении: Крупные американские пивоварни предпочитают солод с высоким содержанием белка, особенно шестирядный ячменный солод, чтобы компенсировать большой процент добавок, которые они обычно используют в засыпи. Повышенное содержание белка компенсирует недостаток добавки в диастатической силе и содержании белка.
Европейский ячменный солод обычно получают из двухрядного ячменя и содержат от 8 до 10% белка. Традиционный британский солод более полно и равномерно преобразуется и, таким образом, легче затирается, чем традиционный немецкий солод. Солод, изготовленный из американского ячменя, имеет значительно более высокое содержание белка, чем любой из его европейских аналогов (североамериканский двухрядный солод обычно содержит 10-12% белка, шестирядный 11-13% белка), но их крахмалы, как правило, так же полностью преобразуются, как и традиционные. Британский солод.
Британский солод.
Стандартизация измерений: Цифры анализа партии стандартизированы на основе стандартных заторных заторов Американского общества пивоваренных химиков (ASBC) или Европейской пивоваренной конвенции (EBC) для облегчения сравнения. Хотя эти стандартные заторы изготавливаются в очень эффективных лабораторных условиях, которые дают более высокие выходы, чем обычно достигает любой пивовар, цифры действительно являются полезным инструментом для прогнозирования солодового характера и производительности, даже для разных партий, а также для сравнения между солодами. Например, анализы партий даны на «сухой основе»; то есть параметры, перечисленные в анализе, корректируются таким образом, чтобы получить значения, как если бы солод был высушен в печи до содержания влаги 0%. Это соглашение облегчает сравнение между партиями и устраняет необходимость в поправке на различное процентное содержание влаги.
Типичный британский анализ — бледный
| Переменная | Типовое значение |
|---|---|
| Цвет | 2–3,5 °L (4–6,5 °EBC) |
| Содержание влаги | 2,8-3,3% |
| Экстракт горячей водой (HWE) | 303-315 л°/кг 7M |
| Экстракт холодной воды (CWE) | 17-20,5% |
| Азот общий (TN) | 1,4-1,7% |
| Соотношение растворимого азота (SNR) | 36-45,5% |
| Диастатическая мощность (DP) | 40-65 °Lintner (124-212 °WK) |
| Отсевы | 0,45% |
| Хрупкость | 90-100% |
Овладение критической лексикой
Цвет (°SRM, °L): Цвет любого солода варьируется от партии к партии, а цветовая гамма типа солода широко варьируется от солодовни к солодовне. С точки зрения солодовника, наличие уникальной цветовой гаммы дает определенные преимущества, поскольку это затрудняет смену солода и поставщиков солода; пивовар, планирующий сменить поставщика, должен будет внести серьезные коррективы в программу варочного цеха. В какой-то степени это разнообразие также может принести пользу пивоварам, предлагая им больше возможностей.
С точки зрения солодовника, наличие уникальной цветовой гаммы дает определенные преимущества, поскольку это затрудняет смену солода и поставщиков солода; пивовар, планирующий сменить поставщика, должен будет внести серьезные коррективы в программу варочного цеха. В какой-то степени это разнообразие также может принести пользу пивоварам, предлагая им больше возможностей.
В Соединенных Штатах цвет выражается в значениях Стандартного исследовательского метода (SRM), установленных ASBC, или в °Lovibond, более старом методе визуального измерения, на котором основан SRM (эти два измерения по существу эквивалентны). При анализе европейских партий цвет может быть измерен в соответствии с визуальным методом, разработанным Европейской конвенцией пивоварения (выражается в единицах EBC). Формула °EBC = (°L X 2,65) – 1,2 дает достаточно точный перевод в значения °Lovibond. Европейские солодовники рассматривают еще один переход на другой метод измерения цвета; однако до тех пор, пока новый метод не будет принят, метод преобразования EBC в Lovibond, как правило, будет применяться. Преобразования, представленные в разделе «Мир солода» (стр. 70–112), основаны на этой формуле.
Преобразования, представленные в разделе «Мир солода» (стр. 70–112), основаны на этой формуле.
Содержание влаги (% m.c. или MC): Чем ближе солод к 1,5% MC, тем меньше риск развития плесени и тем меньше вкуса и аромата он теряет со временем. По этой причине окрашенные солода никогда не должны быть «слабыми», то есть с содержанием MC более 4%. Верхний предел приемлемого содержания влаги в любом солоде составляет 6%. Содержание влаги обычно отражает качество самого солода; солод с высоким содержанием МС может быть плохо соложен или обожжен.
Типичный континентальный анализ — Мюнхен
| Переменная | Типовое значение |
|---|---|
| Цвет | 4–12 °L (10–30 °EBC) |
| Содержание влаги | 3-4,8% |
| Экстракт (DBFG) | 76-82% |
| Разница (FG/CG) | 1-2% |
| Общий белок | 10,5-12% |
| Общий растворимый азот (TSN) | 4,4-5,2% |
| Индекс Колбаха | 38-45% |
| Отсевы | 0,65% |
| Хрупкость | 80-90% |
Британский элевый солод имеет самую низкую MC по сравнению с базовым солодом, за ним следуют мюнхенский, венский, пильзенский и лагерный солод. Карамельный солод улавливает больше влаги во время сушки, чем другие солода, и, следовательно, карамельный солод заметно липкий по своей природе и обычно имеет самое высокое содержание влаги среди всех солодов (3,5-6% MC), хотя более низкое значение все же было бы предпочтительным.
Карамельный солод улавливает больше влаги во время сушки, чем другие солода, и, следовательно, карамельный солод заметно липкий по своей природе и обычно имеет самое высокое содержание влаги среди всех солодов (3,5-6% MC), хотя более низкое значение все же было бы предпочтительным.
Пивовар должен учитывать содержание влаги в каждой партии и рассчитывать реальный экстрактивный потенциал каждой партии, в противном случае придется столкнуться с последствиями изменения цвета сусла, плотности и вкуса пива.
Измерения выхода экстракта: Экстракт (% DBFG). Эта аббревиатура означает выход экстракта, сухое вещество, тонкий помол и определяется с использованием лабораторного затора ASBC. Как упоминалось ранее, измерения корректируются для однородного содержания влаги 0%. Процент экстракта тонкого помола указывает на максимально возможный растворимый выход солода. Чем выше экстракт DBFG, тем лучше растворяется материал и тем меньше шелухи и белка. Любой базовый солод, который не дает по крайней мере 78% экстракта DBFG, не соответствует стандартам.
Экстракт (% DBCG). В то время как DBFG является мерой качества самого зерна, DBCG (выход экстракта, сухое вещество, грубый помол) дает более точное представление о степени модификации крахмала, которой зерно подверглось во время соложения, и более близко приближается к достигнутому размолу в варочном цеху. Рейтинг DBCG предупреждает пивоваров о величине выхода, на который они могут ориентироваться (допустимые диапазоны см. в таблице). В действительности, однако, производственные пивоварни не так эффективны, как лабораторное оборудование, поэтому значения DBCG должны быть уменьшены на 5-15%, чтобы отразить фактическую производительность, которая может быть получена на данном пивоваренном заводе.
Выход экстракта варочного цеха можно рассчитать по следующей формуле (все проценты выражены в виде десятичных дробей для целей расчета):
Производительность варочного цеха = (DBCG – MC – 0,002) X Эффективность варочного цеха
Например, используя типовые цифры:
(0,715 – 0,035 – 0,002) х 0,90 = 0,6102
В этом примере фактический выход экстракта должен составлять 61%.
Этот расчет можно расширить, чтобы получить приблизительную плотность (по Плато или удельный вес), которую порция солода придает объему сусла. Расширенный расчет просто умножает выход на константу, чтобы получить °P или удельный вес (SG) 1 фунта солода в 1 галлоне сусла:
°P = (DBCG – MC – 0,002) X Эффективность варочного цеха X 11,486
SG = (DBCG – MC – 0,002) X Эффективность варочного цеха X 46,214
Например:
SG = (0,715 – 0,0035 – 0,002) X 0,90 X 46,214 = 28,1998 или 1,028 SG.
Экстракт горячей воды (HWE). Британские солодовни обычно указывают другое значение экстракта в зависимости от того, сколько литров сусла при SG 1,001 дает килограмм солода при температуре 68 ° F (20 ° C), и указывают его как экстракт горячей воды или л ° / кг. на 7М (молотый на 0,7 мм на мельнице Buhler-Miag, или грубый помол) или на 2М (мелкий помол). Разделите числа на 386, чтобы получить DBCG или DBFG, соответственно, выраженные в виде десятичной дроби. HWE для двухрядного лагера или пейла не должен быть меньше 300 при 2M, 295 на 7м.
Разница в помоле (% FG/CG). Разница в тонком/грубом помоле (FG/CG) указывает на модификацию солода, и солодовники часто используют ее вместо значения DBCG; любой из них можно легко вычислить из другого, если указано значение DBFG. «Стальной» или стекловидный солод, подходящий только для цикла затирания, который включает белковую паузу, будет иметь разницу FG/CG 1,8-2,2%, в то время как мучнистый и хорошо модифицированный солод, особенно подходящий для инфузионного затирания, будет иметь Разница FG/CG 0,5-1,0%.
Экстракт холодной воды (CWE). Британские солодовни редко дают значения FG/CG; вместо этого они иногда цитируют CWE. CWE — это количество экстракта, растворимого в холодной воде (68 °F [20 °C]), и это значение имеет слабую связь с разницей FG/CG как индикатор модификации солода. CWE 19-23% указывает на то, что солод подходит для инфузионного затирания; более низкие значения указывают на необходимость использования низкотемпературных заторных остатков.
Прочие измерения. Континентальные солодовни часто указывают значение FG/CG как DLFU или вместо этого дают значение Hartong или VZ 45°. Как и значение CWE, VZ 45° измеряет низкотемпературную экстракцию, но при более высокой температуре (113 °F [45 °C]), которая учитывает действие некоторых ферментов. Соответствующий диапазон примерно в два раза выше, чем у CWE.
Конверсия крахмала: Диастатическая способность (° Линтнера, IOB). Диастатическая сила (DP) выражает силу ферментов, восстанавливающих крахмал в солоде, и измеряется в градусах Линтнера (иногда называемых IOB или мальтозным эквивалентом 0,25). Диастатическая сила, рассматриваемая вместе с мучнистостью/стекловидностью (см. ниже), показывает, насколько хорошо солод будет реагировать на затирание. DP может составлять всего 35-40 для хорошо переработанного низкобелкового британского элевого солода, около 100 для европейского лагерного солода и 125 или выше для высокобелкового американского двухрядного солода. Солода с шестью рядами могут иметь DP до 160. Последние солода содержат больше белка и, следовательно, больше ферментов, чтобы уменьшить гораздо больше, чем просто их собственный крахмал, в то время как британские солода имеют достаточно только для преобразования собственного веса в нормальных условиях затирания. .
Европейская терминология. Единицей измерения диастатической мощности EBC является °WK (единицы Виндиша-Кольбаха). Значение °WK можно преобразовать в °Lintner по формуле DP °Lintner = (°WK + 16) / 3,5.
Время преобразования (минуты). Время преобразования может быть указано в дополнение к диастатической мощности или вместо нее. Базовые солода, такие как светлый, мягкий, европейский, лагер, пильзенский, венский и светлый мюнхенский, должны преобразовывать крахмалы в сахара менее чем за 10 минут, а богатые ферментами американские двухрядные и шестирядные солода должны занимать всего 5 минут.
Белок (%): Поскольку белки состоят из соединений на основе азота, таких как аминокислоты, солодовники используют значения белков и азота взаимозаменяемо; каждый 1% азота равен 6,25% белка. Независимо от того, указан ли в таблице анализ общего белка или общего азота (TN), цифра представляет все азотистые вещества в солоде, включая нерастворимые формы.
Для цельносолодового пива содержание белка, превышающее 12% (1,9% TN), указывает на то, что пиво может мутнеть или иметь проблемы со стеканием затора. Солод европейского лагера и британского эля обычно содержит менее 10% белка. Одна из основных причин, по которой пивовары предпочитают этот солод для цельносолодового пива, заключается в том, что уровень белка в нем достаточен для формирования пены, тела и здорового брожения, но при этом достаточно низок, чтобы создавать меньше холодного помутнения, чем у североамериканских солодов с высоким содержанием белка.
При использовании добавок требуется солод с содержанием белка более 10% для достижения приемлемого питания пены, тела и дрожжей.
Растворимый белок (% SP) или азот (% TSN): Количество белка или азота в растворимой форме, выраженное в процентах от массы солода. В каких бы терминах это не выражалось, параметры SP или TSN используются для расчета соотношения растворимого азота.
Соотношение растворимого азота (% SNR). Это соотношение (также выражаемое как S/T [растворимый/общий], SN/TN [растворимый азот/общий азот] или индекс Колбаха) рассчитывается путем деления значения растворимого азота (или белка) на процентное содержание общего азота (или белок).
SNR является важным показателем модификации солода. Чем выше число, тем более сильно модифицирован солод. Солод, предназначенный для инфузионного затирания, должен иметь SNR 36-42% или до 45% для легкотелого пива. При процентном отношении значительно более 45% SNR пиво будет жидким по телу и вкусовым ощущениям. Для традиционных лагерных солодов 30–33 % указывают на недостаточную модификацию, а 37–40 % — на чрезмерную модификацию.
Пивовары могут компенсировать увеличение общего белка и ОСШ, добавляя или изменяя низкотемпературные паузы. Снижение компенсируется сокращением продолжительности или исключением низкотемпературных отдыхов.
Физические характеристики: Рассыпчатость (%). По соглашению солод классифицируется по тому, какой процент партии является «мучнистым», «полустекловидным/стекловидным на концах» и «стекловидным». Мучнистыми считаются зерна, у которых эндосперм стекловидный не более чем на 25%. Эндосперм солода, считающегося полустеклянным, на 25-75% стекловидный (обычно как «твердые концы»), а эндосперм стекловидных зерен более чем на 75% стекловидный (стальной).
Как пивовар, вы хотите знать, хорошо ли дробится солод и насколько его эндосперм будет доступен ферментам затирания. Чем качественнее и обширнее соложение, тем выше процент мучнистых зерен. Стекловидный (стальной или стекловидный) солод дает меньше экстракта, чем мучнистый солод, потому что он плохо измельчается и плохо гидролизуется в типичной программе затирания.
Любой базовый солод, предназначенный для пивоварения, должен содержать не менее 90% мучнистого солода; если он должен быть приготовлен в виде пюре, он должен быть как минимум на 95% мучнистым. Для базовых солодов, мучнистость которых выражается в соотношении мучнистый/полустеклянный/стеклянный, соотношение должно составлять 92%/7%/1% для отвара и ступенчатого затирания и 95%/4%/1% или лучше для настоя. затирание.
Стекловидность. Стекловидность обратна мучнистости: это мера стекловидности солода. В небольшой выборке зерен зернышкам со стекловидным стекловидным эндоспермом присваивается коэффициент 1; от 0,5 до полустекловидных ядер; 0,25 – со стеклянными концами; и 0 — полностью модифицированные (мучнистые) ядра. Сумму суммируют и усредняют, предпочтительна стекловидность 0-0,25. Эта цифра, вероятно, менее надежна, поскольку она основана на субъективных наблюдениях и не дает четкого определения проблемы.
Степень кристаллизации. Специальные солода, которые должны быть стекловидными, часто обсуждаются с точки зрения степени кристаллизации. Для карамельных солодов этот показатель должен быть выше 85%, а для кристаллических солодов 95% и выше.
Хрупкость. Хрупкость – это мера готовности солода крошиться при дроблении. Это связано с мучнистостью по назначению, и некоторые солодовники используют его как альтернативу мучнистости. Любой солод должен быть не менее чем на 80% рассыпчатым; для инфузионного затирания солод должен быть не менее 85% рассыпчатым.
Размер. Размер наиболее четко выражается с точки зрения разделения экрана, но также может быть указан как просто пухлый или тонкий. Европейские солода часто указывают только процент солода, который может быть просеян через отверстия 2,2 мм. Пивовары откажутся от солода, если его толщина составляет более 1% или на 2% меньше 2,2 мм, потому что эти значения указывают на немодифицированные ядра. Другие анализы даются с точки зрения разделения сита, и пивовары обычно видят процент зерен, которые останутся на сите с размером 5/64 дюйма, 6/64 дюйма и 7/64 дюйма. отверстия. Ядра, считающиеся тонкими, провалятся через 5/64-дюйм. открытие. Вообще говоря, чем пухлее ядра солода, тем выше выход. Однородность размеров солода показывает, насколько равномерно этот солод будет измельчаться. Любая партия солода, которая достаточно хорошо измельчается, должна иметь ядра размером не менее 90% смежных размеров, независимо от полноты.
Дополнительный словарь
Предыдущие параметры очень важны для любого пивовара. При анализе лотов также обычно используются несколько других терминов.
Альфа-амилаза или декстринизирующие единицы (DU): В то время как DP дает соотношение для всех амилаз, присутствующих в солоде, DU высвобождает альфа-амилазу. Допускается диапазон 35-50 DU (единиц декстринизации), в зависимости от типа солода и программы затирания. Мюнхенский солод может иметь показатель ниже 10, а светлый солод — до 25.
рН сусла: Базовые солода должны давать рН в диапазоне 5,5-5,8, при этом эль солода находится на более низком уровне, а лагерный солод – на более высоком уровне. Пивовар использует эти значения pH, чтобы отрегулировать кислотность раствора для конкретной партии солода, чтобы окончательные значения pH затора и сусла оказались в оптимальном диапазоне 5,2-5,3.
Вязкость (сП): Вязкость – это мера разрушения бета-глюканов (клеточных стенок эндосперма) во время соложения, выраженная в сП (сантипуазах) и иногда в IOB. Солод с высокой вязкостью лабораторного сусла (более 1,75 сП) не будет хорошо стекать при промывании. Чем выше вязкость, тем больше потребность в программе отваривания — или менее эффективном ступенчатом затирании — для расщепления бета-глюканов.
Измерения вязкости, приведенные в единицах IOB, должны находиться в диапазоне 6,3–6,8 (измерено при 158 °F [70 °C]).
Запах месива: «Нормальный» — это типичный показатель. Термин «ароматический» указывает на более сильный, чем обычно, солодовый аромат. Условия основаны на стандартах ASBC.
Скорость фильтрации: Дает представление об уровнях бета-глюканов и степени превращения крахмала и белка, также на основе стандартов ASBC.
Степень прозрачности: Допустимы значения от «нормального» до «слегка мутного».
Вес 1000 зерен или бушель: Допустимый диапазон веса 1000 зерен составляет 36-45 г. Если вес выражается в бушелях, обычно используется значение в диапазоне 42-44 фунта.
Прекурсор ДМС (ДМС-П): Это значение представляет уровни S-метилметионина (СММ) и диметилсульфоксида (ДМСО) в солоде. Эти соединения превращаются в диметилсульфид (ДМС) при нагревании сусла. DMS-P должен составлять 5-15 ppm для лагерного солода, меньше для эля. Чем полнее модифицирован солод, тем ниже должен быть уровень DMS-P.
Рост: Еще один способ оценить степень модификации. Рост акроспир часто выражен в пределах 0-1/4, 1/4-1/2, 1/2-3/4, 3/4-полный или разросшийся. Ищите по крайней мере от 3/4 до полного роста для американских и британских (обычно полностью модифицированных) солодов и от 1/2 до 3/4 для мультилагерных солодов.
*****
Покойный Грег Нунан был лидером движения крафтового пива до своей смерти в 2009 году.