Содержание
материалы, оборудование и технологии для рекламного производства
- Каталог товаров
Каталог товаров
Перейти в развернутый каталог
Каталоги PDF
РАСХОДНЫЕ МАТЕРИАЛЫ
- Шелкотрафаретные материалы
- Светотехника рекламная и декоративная
- Химия (клеи, краски, лаки, спецхимия, очистители)
- Монтажные и упаковочные материалы
- Алюминиевые и пластиковые профили
- Материалы и оборудование DTF
- Чернила для цифровой печати
- POS-материалы и оборудование, системы Joker, Uno и Tritix
- Мобильные стенды, Флагштоки, Штендеры, Стойки-ограждения
- Жесткие листовые материалы
- Цветные самоклеящиеся плёнки
- Материалы для печати и ламинации
- Световозвращающие материалы
- Термотрансферные материалы
- Сувенирная и наградная продукция
- Одежда и аксессуары для маркировки
- CRAFT-материалы и оборудование
ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ
- Принтеры для рекламных производств
- 3D принтеры
- Оборудование для раскроя и резки
- Фрезерно-гравировальное оборудование и лазерные граверы
- Оборудование для печати на ткани
- Футболочные принтеры
- Ламинаторы
- Электроинструмент
- Принтеры для полиграфии и печати трансферов
- Алюминиевые лестницы и стремянки
- Термопрессы
- Оборудование для производства букв из жидкого акрила
- Триммеры, абразивы, инструменты для работы с плёнками
- Люверсы и инструмент для их установки
- Ножи, лезвия, ножницы, коврики
- Шелкотрафаретное оборудование
- Запчасти, доп.
 оборудование и программное обеспечение
оборудование и программное обеспечение
Распродажа
- Зенон-Академия
- Видео
- Статьи
- План вебинаров
- О нас
- О компании
- Наши сотрудники
- Новости
- Новости
- Акции
- Новинки
- События
- Семинары
- Выставки
- Поздравления
- Вебинары
- Сервис
- Расчет вывески
- Сервисная служба
- Условия работы
- Доставка
- Оплата
- Контакты
 оборудование и программное обеспечение
оборудование и программное обеспечениеВы используете устаревший браузер
Для того, чтобы использовать все возможности сайта,
загрузите и установите один из браузеров:
Google Chrome
скачать последнюю версию
Opera
скачать последнюю версию
Mozilla
скачать последнюю версию
Яндекс Браузер
скачать последнюю версию
артикул
Подписка на рассылку
Письмо с подтверждением действий отправлено на указанный вами email.
Пожалуйста, следуйте инструкциям указанным в письме.
Извините, произошла ошибка, сервис попробуйте воспользоваться сервисом позднее.
Для подписки на рассылку, заполните, пожалуйста ВСЕ поля формы
Регионы подписки
Москва — Гольяново
Москва — Лосиный остров
Подмосковье — Одинцово
Подмосковье — Подольск
Архангельск
Барнаул
Белгород
Владивосток
Владимир
Волгоград
Воронеж
Екатеринбург
Ижевск
Иркутск
Казань
Калининград
Краснодар
Красноярск
Курск
Липецк
Нижний Новгород
Новосибирск
Омск
Оренбург
Пенза
Пермь
Пятигорск
Ростов-на-Дону
Рязань
Самара
Санкт-Петербург
Саранск
Саратов
Симферополь
Смоленск
Сочи
Ставрополь
Тамбов
Тольятти
Томск
Тула
Тюмень
Ульяновск
Уфа
Хабаровск
Чебоксары
Челябинск
Якутск
Ярославль
Я
согласен(-на)
на обработку персональных данных
Заявка на товар:
Вы можете отправить данную форму заявки на товар,
либо связаться с нами по телефону
или по E-mail
,
сообщив менеджеру артикул
.
Заявка отправлена
Мы позвоним Вам в ближайшее время!
Необходимо пройти тест Тьюринга (капчу).
Номер телефона
Город
Выберите городМосква — ГольяновоМосква — Лосиный островПодмосковье — ОдинцовоПодмосковье — ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Я
согласен(-на)
на обработку персональных данных
Замечания и предложения
Если вы столкнулись с ситуацией, в которой не смогли получить ответ или нужную вам помощь от наших сотрудников, остались недовольны сервисом или не нашли решения своего вопроса, то можете напрямую обратиться со своей проблемой к руководству компании.
Просим вас наиболее полно и информативно описать возникшую ситуацию, указать филиал, фамилию и имя сотрудника / сотрудников с которыми вы работали и прочую информацию.
Также мы будем рады любым предложениям и пожеланиям по улучшению нашей работы.
Surname
Номер телефона
City
Выберите городМосква — ГольяновоМосква — Лосиный островПодмосковье — ОдинцовоПодмосковье — ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Сообщение
Я согласен(-на) на обработку персональных данных
- все филиалы
Заказать обратный звонок
City
Выберите городМосква — ГольяновоМосква — Лосиный островПодмосковье — ОдинцовоПодмосковье — ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Я согласен(-на) на обработку персональных данных.
Применение профильной алюминиевой трубы
Алюминиевые профили в используются в широчайшем диапазоне различных областей, где требуется качественный монтаж, скорость, прочность, устойчивость к высоким и низким температурам и агрессивной среде.
Применение профильной алюминиевой трубы имеет следующие основные направления:
- Транспортная сфера. Алюминиевая профильная труба широко используется в авиационной и автомобильной промышленности. Наиболее широкое применение алюминиевый профиль имеет в легкой авиации и при создании одномоторных и беспилотных конструкций. Из алюминиевого профиля выполняются элементы в судостроении. Корпуса легких судов могут быть полностью выполнены из алюминиевых профилей различной конфигурации.
- Мебельная промышленность, производство корпусной и каркасной мебели. Легкие и прочные профили заняли свою нишу, во многом заменив деревянные брусья за счет легкости обработки и превосходных антикоррозионных свойств. Из профилей изготавливаются сиденья, ножки, каркасы, ящики и крепежные элементы.
- Производство торгового и выставочного оборудования. Алюминиевые профили незаменимы при конструировании выставочных конструкций, торговых стендов, монтаже торгового оборудования. Преимуществами является возможность быстрого монтажа и демонтажа конструкций без ущерба для оборудования.
- Строительство. Алюминиевые профильные трубы используются при монтаже перегородок, гипсокартонных конструкций, сплошных стеклянных фасадов, алюминиевых оконных профилей и дверей, при монтаже металлопластиковых конструкций.
- Туристическое и экспедиционное оборудование. Алюминиевый профиль используется при монтаже различных разборных конструкций, палаток, тентов, рамных конструкций. Также из алюминиевых профильных труб изготавливаются переносные легкие конструкции сборно-разборных жилищ для длительных исследовательских экспедиций.
- Детские площадки, спортивные тренажеры и значительная часть спортивного оборудования имеют в своей основе прочные и легкие алюминиевые профили.
- Устройство ограждений, перил, крепежа и монтажных элементов.
- Садовое оборудование, теплицы, временные домики, каркасы навесов, решетки для растений, садовая мебель и малые архитектурные формы.
- Электромонтажное оборудование.
- Профили из алюминия используются для конвекторов, устройств теплообмена, холодильных камер и установок.
 Из профилей изготавливаются сиденья, ножки, каркасы, ящики и крепежные элементы.
Из профилей изготавливаются сиденья, ножки, каркасы, ящики и крепежные элементы.

В основном при изготовлении алюминиевых профилей используются различные сплавы, улучшающие технические характеристики металла. Наиболее часто применяемые сплавы:
АДЗ1 включает в себя кроме алюминия магний и кремний, улучшающие пластичность и прочность металла.
Сплав 6060 используется для производства окон, дверей и фасадных систем. Отличается минимальным содержанием магния и кремния, что способствует максимально легкой прессовке форм.
Алюминиевый сплав 6063 это улучшенный, более прочный вариант сплава 6060 с повышенным содержанием магния. Рекомендуется для создания тонкостенных профилей.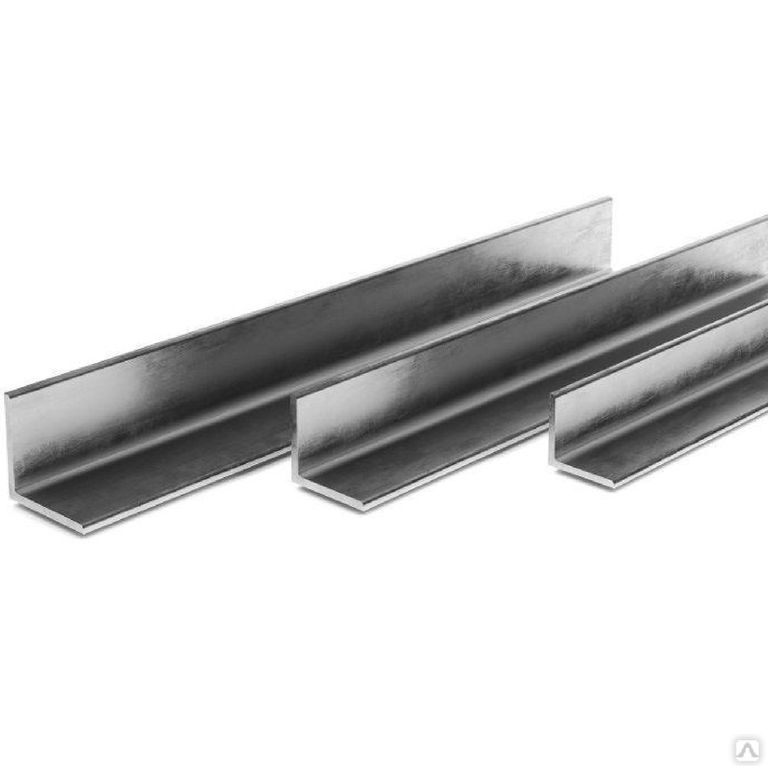
Также широко используются дюралевые сплавы, в основном для авиационной промышленности и при производстве профессионального экспедиционного оборудования.
Устойчивость алюминиевых профилей к перепадам температур позволяют использование алюминиевых профильных систем в условиях вечной мерзлоты, в космосе, в высоких слоях атмосферы.
Может быть интересно
Свинцовая защита от радиации
Свинцовый лист применяется в качестве защитного материала как превосходная звукоизоляция и наиболее эффективная на данный момент антирадиационная защита. Также свинец может применяться при создании тяжелой многослойной брони. Вязкость материала задерживает как пули или осколки, двигающиеся со значительной…
Подробнее
Алюминиевый пол как антискользящее покрытие
Рифленый алюминиевый лист изготавливается метолом холодного металлопроката и используется в качестве защитного противоскользящего покрытия. Благодаря интересному геометрическому рисунку рельефа и металлическому блеску, листы рифленого алюминия также используются в дизайне помещений, при оформлении в…
Благодаря интересному геометрическому рисунку рельефа и металлическому блеску, листы рифленого алюминия также используются в дизайне помещений, при оформлении в…
Подробнее
Чем отличается бронзовая втулка от медной?
Бронзовые и медные втулки являются изделиями цветного металлопроката, широко востребованными в разных отраслях промышленности. Хотя эти изделия и имеют много общего, между ними выделяют и отличия.
Бронзовая втулка производится из сплава меди с алюминием, оловом, бериллием и другими элементами, кроме…
Подробнее
Что такое гибка алюминия? Холодная гибка алюминия
Красота холодной гибки алюминия
Эксперт по гибке алюминия.
У нас более 30 лет опыта работы с Станками для гибки алюминия . До 9 независимых управляемых сервоосей; Автоматические системы ЧПУ; 3D изгиб.
 youtube.com/embed/O4MyS82dvS0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Как согнуть алюминий T5, не повредив его
youtube.com/embed/O4MyS82dvS0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Как согнуть алюминий T5, не повредив его
3 важных параметра гибки алюминиевого профиля
Какие 5 методов ХОЛОДНОЙ гибки алюминия?
3d гибка алюминия 3d гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия гибка алюминия
Какой профиль из алюминиевого сплава гнется лучше всего?
Алюминий – это добродушный материал, который легко гнется. После сгибания в форму лист или профиль постоянно сохраняет свое состояние изгиба. Если при гибке не было допущено ошибок, сформированный полуфабрикат остается в нужном положении.
Формуемость алюминиевого профиля
- Серия 1xxx представляет собой алюминиевые сплавы с содержанием чистого алюминия 99,00%. Они имеют небольшую структурную ценность. Они очень пластичны в отожженном состоянии и обладают отличной коррозионной стойкостью.
- Серии 2xxx представляют собой алюминиево-медные сплавы. Эти сплавы обладают отличной обрабатываемостью, ограниченной способностью к холодной штамповке (за исключением отожженного состояния) и меньшей коррозионной стойкостью, чем другие сплавы, поэтому перед использованием они анодируются.
- Серия 3xxx — это алюминиево-марганцевые сплавы. С добавлением 1% марганца эти сплавы не имеют значительной потери пластичности, обладают хорошей коррозионной стойкостью и очень хорошей формуемостью. Эта серия является одной из наиболее предпочтительных для формирующих приложений.
- Серия 4xxx — это алюминиево-кремниевые сплавы. Эта серия имеет добавку кремния, что снижает температуру плавления, и по этой причине она полностью используется для производства сварочной проволоки.
- Серия 5xxx — это алюминиево-магниевые сплавы. Они демонстрируют очень хорошее сочетание высокой прочности, коррозионной стойкости, формуемости и хорошей свариваемости.
- Серии 6xxx представляют собой сплавы алюминия, магния и кремния. Эти термообрабатываемые сплавы обладают высокой прочностью, хорошей коррозионной стойкостью и легкостью формуемости. В основном они используются в архитектурных приложениях.
- Серии 7ххх представляют собой сплавы алюминий-цинк-магний и алюминий-цинк-медь. Они обладают очень высокой прочностью, что затрудняет их формирование.
 Они имеют небольшую структурную ценность. Они очень пластичны в отожженном состоянии и обладают отличной коррозионной стойкостью.
Они имеют небольшую структурную ценность. Они очень пластичны в отожженном состоянии и обладают отличной коррозионной стойкостью.
Толщина и радиус изгиба алюминиевого профиля
Еще один фактор, который следует учитывать, это то, что в процессе гибки металл затвердевает и упрочняется за счет рабочего эффекта. Помимо выбора сплава, толщина и радиус изгиба также являются важными факторами, которые необходимо учитывать. В таблице ниже показаны допустимые радиусы изгиба для изгиба 90 o .
Источник: https://www.aircraftspruce.com/pdf/2015Individual/Cat15056.pdf
Процентное удлинение алюминиевого профиля при изгибе
Третий фактор, который необходимо учитывать, заключается в том, что формуемость конкретного сплава можно определить по процентному удлинению и разнице между пределом текучести и пределом прочности при растяжении.
Это правило гласит, что чем выше значение удлинения (чем шире диапазон между пределом текучести и пределом прочности), тем лучше способность сплава к формованию.
Из вышеупомянутых описаний сплавов и данных, приведенных в таблице 3 (ниже), совершенно очевидно, что лучшими сериями для формовки и, следовательно, для гибки являются серии 3ххх, 5ххх и в некоторых случаях 6ххх. Серии 2xxx и 7xxx не следует рассматривать, поэтому их следует избегать из-за их чрезвычайной прочности. Их трудно сформировать в любом случае.
Три лучших алюминиевых сплава для гибки
- 3003: Это лучшее решение для большинства применений. Этот сплав демонстрирует среднюю прочность, наилучшую способность к холодной обработке вместе с высоким удлинением, таким как 25%, и одно из самых больших различий между пределом текучести и пределом прочности на растяжение 14 Ksi (килофунт силы на квадратный дюйм) при 0 отпуске — отжиг, затем отпуском h24, частично отожженным и подвергнутым деформационному упрочнению.
- 5052: 5052 занимает второе место. В отожженном состоянии он имеет удлинение 20% и разницу между пределом текучести и пределом прочности на разрыв 21,5 Ksi. Это сплав с самой высокой прочностью из более распространенных нетермообрабатываемых марок. Он обладает превосходными коррозионными характеристиками и в отожженном состоянии имеет лучшую формуемость, чем сплавы 3003 или даже 1100, с разницей между пределом текучести и пределом прочности 21,5 Ksi и удлинением до 20%.
- 6061: Это один из самых универсальных сплавов, поддающихся термообработке. В отожженном состоянии его можно использовать для гибки, так как разница между пределом текучести и пределом прочности составляет 10 Ksi, а относительное удлинение составляет до 18%. Однако при переходе к состояниям Т4 и Т6 способность к изгибу имеет тенденцию к снижению. Изгиб этих закаленных сплавов не является невозможным, но требует большой осторожности и, вероятно, больших радиусов изгиба, чтобы избежать растрескивания.
 Этот сплав демонстрирует среднюю прочность, наилучшую способность к холодной обработке вместе с высоким удлинением, таким как 25%, и одно из самых больших различий между пределом текучести и пределом прочности на растяжение 14 Ksi (килофунт силы на квадратный дюйм) при 0 отпуске — отжиг, затем отпуском h24, частично отожженным и подвергнутым деформационному упрочнению.
Этот сплав демонстрирует среднюю прочность, наилучшую способность к холодной обработке вместе с высоким удлинением, таким как 25%, и одно из самых больших различий между пределом текучести и пределом прочности на растяжение 14 Ksi (килофунт силы на квадратный дюйм) при 0 отпуске — отжиг, затем отпуском h24, частично отожженным и подвергнутым деформационному упрочнению.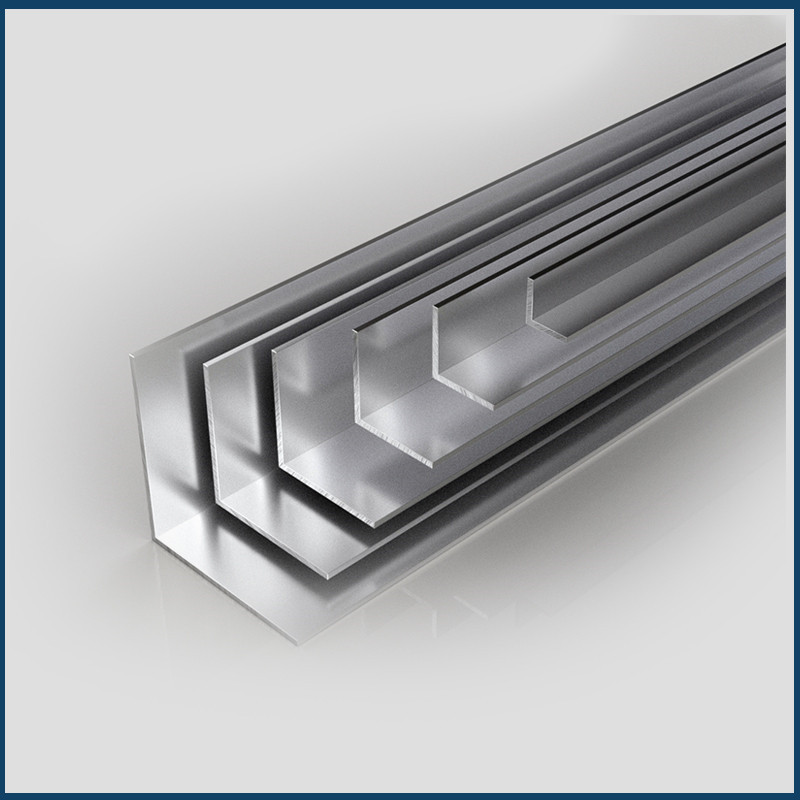 Однако при переходе к состояниям Т4 и Т6 способность к изгибу имеет тенденцию к снижению. Изгиб этих закаленных сплавов не является невозможным, но требует большой осторожности и, вероятно, больших радиусов изгиба, чтобы избежать растрескивания.
Однако при переходе к состояниям Т4 и Т6 способность к изгибу имеет тенденцию к снижению. Изгиб этих закаленных сплавов не является невозможным, но требует большой осторожности и, вероятно, больших радиусов изгиба, чтобы избежать растрескивания.Сплавы 7005 и 2024 не рекомендуются для гибки, так как они оба являются сплавами с большой прочностью и деформируемостью, которые очень ограничены даже в условиях отжига.
Пять советов по определению размеров и допусков алюминиевого профиля
В современной быстро развивающейся производственной отрасли бывает сложно выделить время для определения допусков для новой конструкции алюминиевого профиля. Из-за нехватки времени инженеры-конструкторы OEM-производителей часто по умолчанию используют допуски для основной надписи. Это может сэкономить немного времени, но рискует увеличить ненужную стоимость детали из-за плохой подгонки и функциональности.
С другой стороны, отпечаток со слишком большим количеством узких допусков может привести к тому, что экструдеры не укажут цену на деталь или завысят цену на деталь с более жесткими допусками, чем это необходимо для ее функции.
Ниже приведены пять советов, которые помогут производителям успешно разработать правильные размеры и допуски при проектировании алюминиевых компонентов. Эти советы могут помочь достичь оптимальной технологичности и сохранить конкурентоспособность затрат.
Выберите критические размеры.
Добавление жестких допусков на некритические размеры является основным источником скрытых затрат. Часто производители включают более жесткие допуски, которые не влияют на форму, посадку или функции конечного продукта. Эти жесткие допуски могут привести к запросам на отклонения в печати, более длительные настройки, повторные запуски, дорогостоящие испытания штампов, ненужные изменения инструментов — все это может привести к дорогостоящим, поздним или срочным поставкам и, в конечном итоге, к росту цен. Производители могут сократить эти расходы, определяя только критические размеры продукта, что может сократить время настройки и проверки. Для некоторых размеров могут вообще не требоваться допуски — достаточно визуального осмотра, чтобы убедиться, что деталь имеет заданную форму.
Понять, какие допуски достижимы.
После того, как производители определили наиболее важные размеры продукта, их следующий шаг — понять, какие допуски достижимы на основе конкретного производственного процесса. На допуски влияет несколько факторов экструзии, включая размер пресса, температуру заготовки, скорость экструзии, форму и тип матрицы, время охлаждения, количество пост-растяжения, температуру воздуха и количество копий матрицы, и это лишь некоторые из них. Вот почему важно обсудить с вашим алюминиевым экструдером на этапе проектирования/предложения, чтобы согласовать жесткие допуски.
В помощь производителям Алюминиевая ассоциация разработала стандартные допуски для экструдированных изделий. Эти допуски пытаются охватить большинство переменных в процессе экструзии. Хотя вы должны использовать Книгу стандартов в качестве руководства, знайте, что она не может охватить все возможности создания дизайна. Обсуждения с вашим экструдером на этапе проектирования/расценки являются ключом к взаимному соглашению о допусках и установлению иерархии допусков.
Производители могут использовать эти стандарты, а также информацию, показывающую, как различия в характеристиках или размерах могут повлиять на допуски, в качестве справочного руководства при разработке продукта. Некоторые экструдеры могут выдерживать более жесткие допуски, чем стандарты — еще одна веская причина заранее обсудить допуски с экструдером.
Установление критических значений измерения размеров продукта (CpK)
Установление значения CpK, которое будет использоваться, является критическим элементом при определении допусков на размеры. Некоторые требования к CPK потребуют исследования возможностей, чтобы определить, в какой степени процесс экструзии может соответствовать заданным размерам. Хотя это дополнительные затраты, это позволит экструдеру понять возможности и повторяемость процесса. Например, требование 1,33 CpK фактически уменьшает диапазон допуска до 75 процентов. Аналогичным образом, требование 1,67 CpK уменьшает диапазон допустимых значений до 60 процентов.
Важно проверить способность экструдера контролировать свои процессы для достижения заданных значений CpK. Это может устранить многие будущие осложнения, когда продукт будет запущен в производство.
Понимание геометрических допусков.
Определение геометрических размеров и допусков (GD&T) становится всемирно признанным языком производственного мира. GD&T все чаще используется для печати клиентов во всех отраслях промышленности по всему миру.
Для экструзии более сложных компонентов может потребоваться геометрический допуск для сохранения точных форм и форм.
При обсуждении плоскостности всей поверхности, определяемой геометрическими параметрами, убедитесь, что ваш экструдер понимает разницу между GD&T «плоскостностью» и «прямолинейностью» по сравнению с традиционной стандартной терминологией экструзии «плоскостностью» и «прямолинейностью». Общая плоскостность экструзии в стандартной терминологии экструзии относится к плоскостности поперечного сечения профиля, а прямолинейность относится к изгибу по длине детали.
Некоторые геометрические допуски, такие как профиль поверхности, могут привести к увеличению времени контроля и значительному увеличению стоимости детали. Лучше всего использовать профиль линии на профиле поперечного сечения, а также отмечать изгибы и прямолинейность для достижения желаемого профиля поверхности (Пример № 2). Это позволяет экструдеру проверить экструзию перед обработкой, чтобы убедиться в ее функциональности.
Еще один момент, относящийся к рис. 2, — использование симметричных внутренних канавок. При проектировании симметричной формы добавьте идентификационную метку, чтобы обеспечить правильную ориентацию. Это уменьшает отклонения допусков, характерные для процесса экструзии.
Дизайн сочетает в себе функциональность и технологичность.
Разработка элементов с жесткими допусками без учета технологичности может увеличить затраты и вызвать разочарование. Возьмем, к примеру, деталь, имеющую приемлемые допуски на распил, но обработанные элементы, и их допуски устанавливаются с обоих концов детали.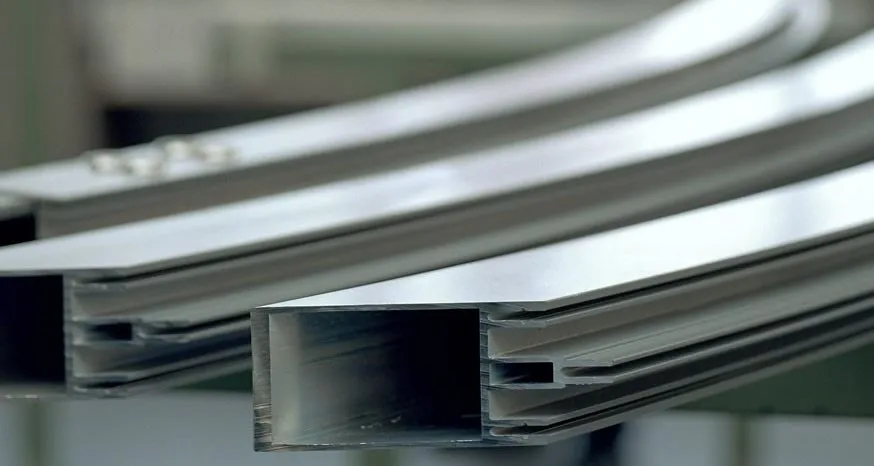 Это может привести к необходимости добавления процессов фрезерования, многократного зажима или операций контактного щупа, что может увеличить затраты.
Это может привести к необходимости добавления процессов фрезерования, многократного зажима или операций контактного щупа, что может увеличить затраты.
Сохраняйте максимально простой формат размеров, используя, когда это возможно, традиционные первичные, вторичные и третичные исходные данные. Это может помочь уменьшить отклонения в процессе и снизить затраты за счет сокращения избыточных операций механической обработки, повторного зажима и погрузочно-разгрузочных операций.
Эти пять советов по размерам и допускам предлагают производителям альтернативу блочным допускам по умолчанию. Сотрудничая с вашим экструдером на ранних этапах процесса проектирования, производители могут продуктивно проектировать как для функциональных, так и для производственных целей, а также повышать конкурентоспособность своей организации.
Рекомендуемое чтение:2 Совет, как согнуть алюминий, не сломав его?
Теги:Гибка алюминияАлюминиевый профиль в ожиданииГибка алюминиевого профиля растяжением
предыдущийУниверсальные балки (100uc15, 200ub18, 250ub25)
следующий3-валковый гибочный станок для холодной гибки уголкового железа
Обзор для инженеров-конструкторов по промышленному оборудованию
1 9 применение в смелых художественных скульптурах и архитектурных проектах, существует множество причин, по которым вы можете захотеть создать изогнутые алюминиевые профили.

Несмотря на то, что пластичность алюминия делает его пригодным для гибки в этих областях, необходимо решить несколько задач, чтобы конечный продукт соответствовал спецификациям качества. Этот процесс принятия решений в конечном итоге сводится к управлению напряжениями при изгибе.
Изгиб алюминиевых профилей оказывает на заготовку огромное напряжение. Экструзия может испытывать растяжение, сжатие и кручение одновременно. Результаты могут варьироваться от незначительного утончения и вздутия сегментов профиля до неприемлемых дефектов, таких как деформация профилей, коробление или растрескивание.
В этой статье рассказывается о некоторых передовых методах, которые разработчики экструзионных профилей могут применять для обеспечения хорошей гибкости своих изделий, а также о шести популярных методах гибки алюминиевых профилей.
Содержание
Рекомендации по проектированию гибки алюминиевых профилей
Конструкторам, которые хотят согнуть алюминиевые профиля, нужно многое учесть. В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.
В то время как некоторые методы гибки позволяют получить более узкий радиус изгиба, а другие могут лучше обеспечить стабильность профиля, несколько ключевых соображений могут помочь вам улучшить гибкость вашего продукта для любого метода гибки.
Выбор материала
Во-первых, выбор материала оказывает большое влияние на гибкость. Как мы уже обсуждали в предыдущих статьях, некоторые сплавы лучше подходят для гибки, чем другие. Несмотря на то, что сплавы серии 6XXX не самые легкие для гибки, они, как правило, находят широкое применение благодаря своему исключительному сочетанию свойств.
Гибка перед отпуском
Физические свойства сплава также можно улучшить с помощью отпуска, но их применение перед гибкой может сделать гибку алюминиевого профиля более трудным и более дорогим в производстве. Простой обходной путь — провести полную или частичную отпускную обработку после гибки, чтобы ваш продукт был дешевле в производстве и лучше соответствовал спецификациям.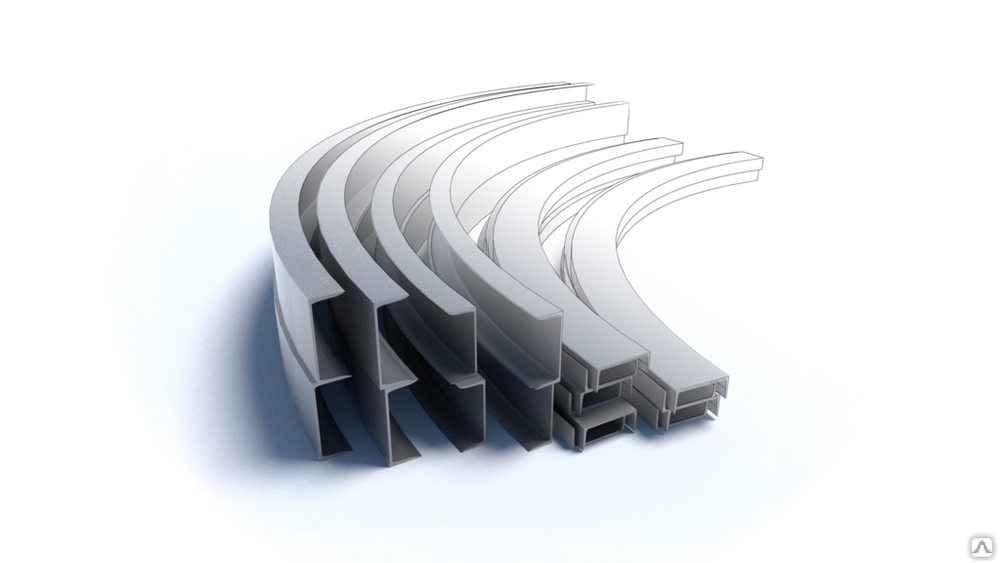
Выбор дизайна профиля
Другие соображения по улучшению качества изогнутых алюминиевых профилей и снижению производственных затрат могут включать:
- Улучшение геометрии профиля,
- Расчет одинаковой толщины стенок и
- Минимизация размера профиля, когда это возможно.
Неправильный дизайн, особенно в случае формы профиля, может привести к деформации профиля и растрескиванию при изгибе. Закругленные углы, симметрия профиля и хорошие внутренние опоры помогают улучшить устойчивость при изгибе.
Выполнение операций чистовой обработки поверхности после гибки
Наконец, если конструкция экструзионного изгиба требует финишной обработки поверхности, такой как анодирование, или других вторичных операций, лучше всего выполнять эти операции после гибки. Хотя некоторые виды отделки поверхности, такие как порошковое покрытие, могут выдерживать ограниченный изгиб, всегда существует риск того, что процесс гибки повредит поверхность.
Хотя применение приведенных выше соображений может улучшить гибкость и снизить стоимость, это может быть невозможно в зависимости от ограничений конструкции. К счастью, у вас еще есть варианты. Если у вас есть алюминиевый профиль, который трудно согнуть, вы можете проконсультироваться с опытным специалистом по гибке, чтобы определить, какие дополнительные меры вы можете предпринять для удовлетворения ваших потребностей в гибке или необходимо ли специальное оборудование.
Как согнуть экструдированный алюминий: 6 методов
Существует несколько распространенных способов сгибания экструдированного алюминия, которые можно разделить на шесть основных методов.
1) Роликовая гибка
Как один из наиболее широко используемых методов гибки длинных алюминиевых профилей, трехвалковая гибка обеспечивает минимальные затраты на инструмент для обычных профилей и может прокатывать полностью круглые компоненты. В то время как ключевым преимуществом роликовой гибки является то, что вы можете сгибать всю длину экструзии, а не только один сегмент за один раз, прокатку для более жестких изгибов может потребоваться выполнять поэтапно, чтобы постепенно уменьшать радиус изгиба до желаемой кривизны.
Последствия этого пошагового проката могут включать более низкую точность, чем другие методы, и плохую масштабируемость. Эти ограничения обычно делают роликовую гибку более подходящей для малых и средних производственных циклов и идеальной для прототипирования.
2) Изгиб на поршне
Этот метод, также известный как изгиб под давлением, иногда считается самым простым и наименее дорогим подходом, что делает его сравнимым с изгибом сжатием. Хотя он может надежно сгибать экструзии под точными углами, сгибание поршнем с большей вероятностью, чем большинство других методов, приведет к нежелательной деформации профиля и может сгибать только одну часть за раз.
3) Гибка с помощью вращательного вытягивания
Источник изображения: Kolb-Rahmenbau.ch на Flickr
Гибка с помощью вращательного вытягивания включает в себя зажим экструзии и протягивание ее вокруг вращающейся гибочной матрицы. Несмотря на возможность гибки на исключительно точные углы, гибка с вращающимся вытягиванием может сгибать только один сегмент за раз.
Ротационно-вытяжная гибка также позволяет обрабатывать экструзионные профили большего размера и выполнять множественные гибки с близким расположением в одной детали. Это идеальный метод гибки нестандартных профилей на круглых трубах, которые могут поддерживаться внутренней оправкой для обеспечения дополнительной поддержки профиля во время гибки.
4) Гибка сжатием
Хотя базовая установка похожа на гибку на вращающемся вытяжном устройстве, этот процесс менее сложен. Вместо вращающейся матрицы, вытягивающей экструзию по периметру, при гибке сжатием используется пресс-матрица, которая оборачивает экструзию вокруг неподвижной гибочной матрицы.
Подобно гибке с вращающимся вытягиванием, вы можете сгибать только одну секцию за раз и делать несколько гибок в любом направлении. Однако этот метод предлагает алюминиевому профилю гораздо меньшую опору и может легко привести к деформации. Основное преимущество компрессионной гибки заключается в больших объемах производства, поскольку выполнение каждой гибки выполняется быстро и с минимальными затратами.
5) Гибка с растяжением
Иногда называемая гибкой с растяжением, гибка с растяжением может быть одним из самых дорогих решений гибки из-за затрат на гибочные штампы, но она предлагает уникальные преимущества. Специалист по гибке может добиться желаемой формы гибки с минимальными искажениями или повреждением поверхности, помещая заготовку в постоянное натяжение во время гибки.
Несмотря на то, что гибочная матрица для этого специального метода ограничена большим радиусом изгиба, она позволяет получать различные динамические формы на очень больших заготовках. Большие объемы производства с использованием одного и того же профиля могут помочь компенсировать влияние затрат на матрицу для гибки с растяжением.
6) Гибка произвольной формы
Как один из самых передовых методов в этом списке, гибка произвольной формы с ЧПУ подает алюминиевый профиль через шарнирную керамическую головку для формирования широкого спектра сложных нестандартных гибов. Хотя этот метод наиболее распространен для круглых труб, этот метод может формировать другие профили экструзии в уникальные продукты. Эта технология менее распространена, чем другие методы гибки, но в ближайшем будущем она может иметь значительный потенциал.
Хотя этот метод наиболее распространен для круглых труб, этот метод может формировать другие профили экструзии в уникальные продукты. Эта технология менее распространена, чем другие методы гибки, но в ближайшем будущем она может иметь значительный потенциал.
Какой метод лучше всего подходит для вашего продукта?
Каждый метод гибки имеет уникальные преимущества, которые делают его более подходящим для конкретных применений. В то время как гибка под давлением и гибка сжатием предлагают недорогие варианты гибки алюминиевых профилей, они могут негативно сказаться на эстетике и прочности. С другой стороны, гибка с растяжением и гибка с вращательным вытягиванием могут производить высококачественные и точные гибки, но с более высокими затратами и с другими потенциальными недостатками.
В целом, даже при использовании наилучшего метода гибки для вашего продукта постоянное соблюдение требований к качеству для сложных профилей экструзии может оказаться чрезвычайно трудным.