Содержание
Экструдированный профиль для роллетных систем – за и проти
Экструдированный профиль для роллетных систем – за и проти
Внешне все роллеты настолько похожи между собой, что неискушенный глаз не сразу уловит даже вполне очевидные различия между моделями. Увидеть же, чем именно кроме цены отличаются роллеты с экструдированным профилем от аналогичных изделий из пенозаполненного профиля, еще сложнее.
Особенности производства и преимущества экструдии
Фото экструдированного профиля из которого изготавливаются роллеты на гараж в Киев и другие городах Украины
Технология изготовления экструдированного профиля принципиально отличается от технологии роликовой прокатки, которая применяется в производстве пенозаполненного аналога. Исходным материалом служат слитки алюминия, которые после предварительного разогрева продавливают через матрицу. По сути на выходе получаются цельнолитые пустотелые профильные элементы. В процессе изготовления предусмотрено формирование внутренних перегородок, обеспечивающих дополнительную жесткость отдельных элементов. Толщина стенок экструдии варьирует в пределах 0,8…1,2 мм. Из всей линейки типоразмеров для изготовления ворот используется профиль 55 и 77 мм. Именно эти особенности материала и определяют технические характеристики готового изделия.
Толщина стенок экструдии варьирует в пределах 0,8…1,2 мм. Из всей линейки типоразмеров для изготовления ворот используется профиль 55 и 77 мм. Именно эти особенности материала и определяют технические характеристики готового изделия.
Основное преимущество ворот из экструдированного алюминия – высокая прочность и, соответственно, устойчивость к попыткам взлома или случайным механическим воздействиям. Эти показатели соответствуют классу защиты IP5 и выше. Кроме того, что вскрыть усиленный профиль физически и технически сложнее, это невозможно сделать без лишнего шума. Пустоты в ламелях работают как резонаторы, усиливают звук, и попытка несанкционированного проникновения на охраняемый объект неизбежно привлечет внимание.
Фото профиля черного цвета для заказа гаражных роллет в Одессу
Толстые стенки меньше подвержены деформациям и выдерживают значительные ударные нагрузки, которым конструкция иногда случайно подвергается в процессе эксплуатации.
Следует сразу оговорить, что один и тот же показатель в применении к конкретной ситуации может быть как несомненным преимуществом, так и критичным недостатком.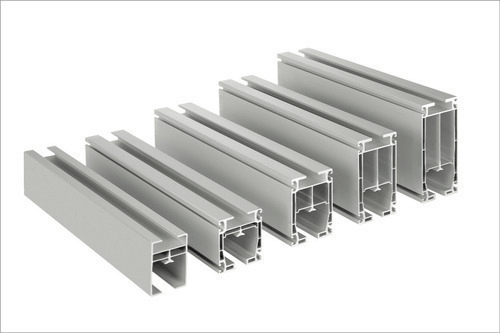
Утолщенная стенка обеспечивает прочность роллетной конструкции, но в то же время существенно увеличивает ее вес. При увеличении веса возрастает ветроустойчивость, что особенно актуально для Приазовья и других регионов с высокими ветровыми нагрузками.
Так же никуда не исчезают:
- Долговечность конструкции;
- Устойчивость к коррозии в условиях высокой влажности;
- Эстетичность;
- Малая строительная высота.
Недостатки роллет из экструдированного профиля
Фото комлпекта экструдированного и пенозаполненного профиля
Универсального решения на все случаи жизни существовать не может и экструдированный профиль тоже не лишен недостатков:
- Вес;
- Цена;
- Низкая тепло- и звукоизоляционная способность.
Конструкции из экструдированного профиля тяжелее пенозаполненных аналогов и стоят несколько дороже. Это связано не только со стоимостью исходного материала. При большем весе створки ворот потребуются усиленные направляющие, а также подъемный механизм большей мощности. Повышенные требования к безопасности объекта зачастую диктуют необходимость установки дополнительных систем защиты, что увеличивает стоимость роллетной системы.
Повышенные требования к безопасности объекта зачастую диктуют необходимость установки дополнительных систем защиты, что увеличивает стоимость роллетной системы.
В каких случаях выгодно приобрести изделие из экструдированного профиля
Стоимость изделия – один из тех случаев, когда размер имеет значение. Ворота из экструдированного профиля 55 мм часто оказываются дешевле конструкции того же размера, выполненной из пенозаполненного профиля 77 мм, превосходя их по надежности и взломоустойчивости. Если речь заходит об установке роллетной системы из 77 пенозаполненного профиля и теплоизоляция не имеет решающего значения, лучше отдать предпочтение модели из экструдии. Помимо экономии на этапе установки, покупатель получает изделие с более продолжительным сроком службы. Более предпочтительны роллеты с экструдированным профилем и при обустройстве внешних проемов. Однако окончательное решение стоит принимать после консультации со специалистом.
Какие рольставни лучше пенонаполненные или экструдированные
Skip to content
Необходимость защищать свое имущество, неважно, что это: дом, магазин или склад, от нежелательных соседей с развитием цивилизации ни в коем случае не отпала. Вместо привычных металлических решеток, пришли разные в своём роде защитные рольставни. Выбор приобрел невероятные масштабы. А чем шире выбор —тем всё больше и больше покупатель сомневается в своём выборе. Сейчас вы получите ответы на несколько часто задаваемых вопросов про рольставни.
Вместо привычных металлических решеток, пришли разные в своём роде защитные рольставни. Выбор приобрел невероятные масштабы. А чем шире выбор —тем всё больше и больше покупатель сомневается в своём выборе. Сейчас вы получите ответы на несколько часто задаваемых вопросов про рольставни.
Какого типа бывают роллетные профили?
Существует несколько разновидностей и типов профиля, которые применяются для производства полотна роллетных конструкций:
Алюминиевый пенонаполненный профиль роликовой прокатки
Алюминиевый экструдированный профиль
Алюминиевый перфорированный профиль
Алюминиевый решетчатый профиль
Стальной профиль
Все выше представленные варианты профиля предназначаются для защиты оконных и дверных проемов от вандализма и взлома. Но между ними имеется довольно широкий ряд значительных различий, которые влияют не только на уровень защитных характеристик, а также на товарный вид и цену конструкции.
Защитные рольставни из экструзионный и пенонаполненного сечения — самые популярные виды профиля.
Все два варианта одинаково подходят для оконных и дверных проемов жилых зданий, магазинов, кафе и ресторанов, офисных зданий, складов и гаражей.
Во время первого знакомства с миром защитных рольставней постоянно возникает множество различных вопросов.
В данном разделе мы дадим ответы на те вопросы, которые являются важными на наших потенциальных заказчиков: какие рольставни лучше пенонаполненные или экструдированные и по каким характеристикам они между собой различаются.
Чем отличается один вид профиля от другого?
Профили для защитных рольставней, как правило, сравнивают по нескольким критериям: способ производства, наличие и тип пенного наполнения, габариты ламелей, наличие перфорации на ламелях, уровень взломоустойчивости.
Мы не будем сравнивать все виды профилей, а только самые популярные и востребованные на рынке— пенонаполненные и экструдированный.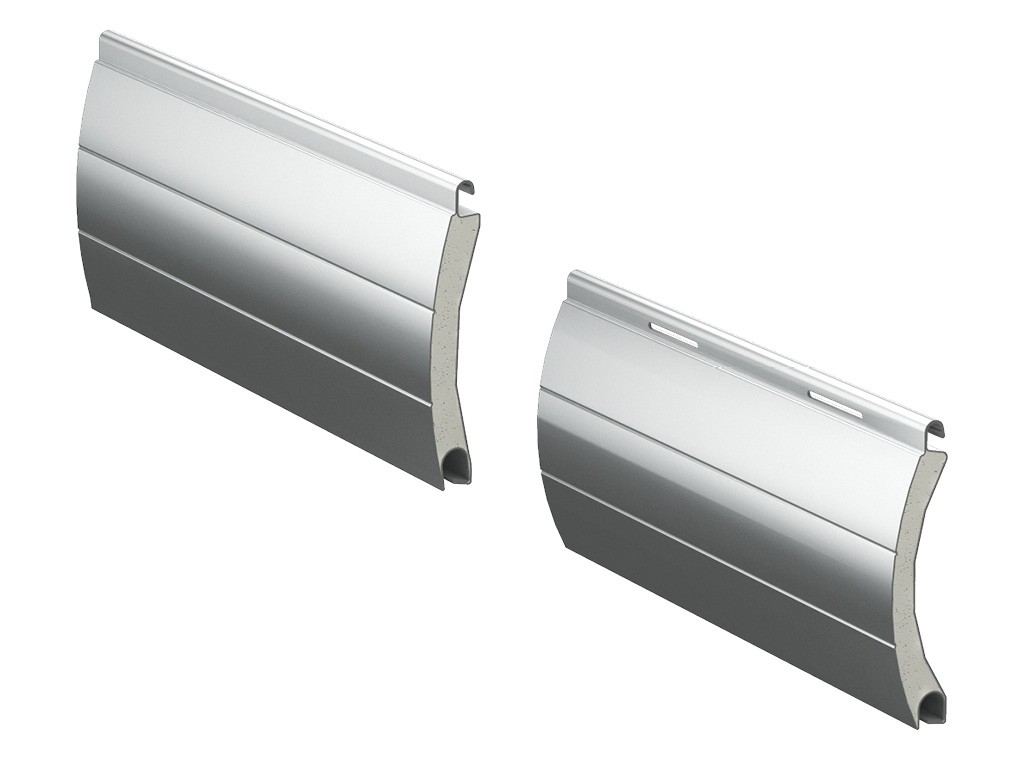
Профиль с пенным наполнением роликовой прокатки
Для создания профиля нужной формы, алюминиевую тонкую ленту запускают в систему вальцов.
Толщина стенок профиля роликовой прокатки всего 0.3-0.5 мм. Алюминий при такой толщине легко гнется и чтобы придать дополнительную прочность ламелям, их наполняют пенными наполнителями разной плотности.
Мягкий наполнитель имеет плотность 60-70 кг/м3, твердый — 320-340 кг/м3.
Благодаря наполнению пеной, профиль роликовой прокатки делается очень прочным и приобретает дополнительные свойства — звуко- и теплоизоляцию.
Габариты ламелей зависят напрямую от модели профиля. Как это часто бывает, высота профиля колеблется от 39 до 77 мм.
Пенонаполненный профиль выпускается как с перфорацией, так и без.
Перфорация представляет собой небольшие отверстия в верхней замковой части ламели, именно из-за этого доступ солнечного света и свежего воздуха становится возможным только при определенном положении ламелей.
Экструдированный профиль
Изготовление специального профиля начинается с алюминиевой ленты толщиной до 1. 5 мм.
5 мм.
При данной толщине стенки, ламели не нуждаются в пенном наполнении — они и так имеют достаточный запас прочности, а по классификации взломостойкости им присвоен класс Р3-Р4.
Рольставни из экструдированного профиля можно изготовить еще с более прочными характеристиками, если его усилить внутренними поперечными ребрами жесткости.
Высота данного профиля составляет промежуток от 42 до 55 мм. Странно, но производители не предлагают особого выбора.
Выпускается от 3 до 4 разновидностей профиля при том условии, что вариантов профиля роликовой прокатки раза в два больше.
Решетчатый тип экструдированного профиля позволяет приблизительно на 70% увеличить освещенность помещения.
Небольшие каналы, через которые проходит свет и воздух, располагаются друг напротив друга и на определенном расстоянии.
В зависимости от варианта профиля, размер каналов и расстояние между ними может колебаться в разных диапазонах.
Что представляет класс взломостойкости роллет?
Существует международная классификация взломостойкости.
Всем устройства и механизмам, которые обладают противовзломными характеристиками и свойствами присваивается определенный класс.
Всего существуют 8 классов, каждому из которых соответствует свой уровень устойчивости ко взлому.
Рольставни подлежат обязательной сертификации на взломостойкость по трем различным параметрам:
Как правило, если у преступника не получается вскрыть замок в течение 7-8 минут, то он отказывается от своего плана.
Поэтому даже наличие обычных легких рольставней может сохранить ваши ценности и имущество.
Взломостойкость рольставней из пенонаполенного профиля роликовой прокатки соответвует классам Р1-Р2. Обычно, данные рольставни устанавливаются в частных домах или магазинах, находящихся в торговых центрах, где высокий уровень защиты не нужен вообще.
Эта, уже вошедшая в стандарт защитная система, для вскрытия которой потребуется, как минимум 10-15 минут, при этом внешний вид рольставней никак не отличаются от экструдированных, данный факт всегда вводит преступников в заблуждение, и они не рискуют взламывать роллету.
Противовзломные показатели вышеназванного профиля намного выше, чем у профиля роликовой прокатки. Владельцы офисных помещений, банков, ювелирных магазинов и прочих объектов, где просто необходимыповышенные требования к безопасности, закрывают оконные и дверные проемы роллетами из экструдированного профиля.
Роллетным конструкциям из нового типа профиля присваивается класс Р3-Р4, данный факт дает им право называться антивандальными или антиварварскими. Для того, чтобы вскрыть антивандальные рольставни потребуется по крайним меркам 25-30 минут.
Если оконные и дверные проемы оборудованы охранной сигнализацией, полиция без проблем успеет приехать на нужного адреса до того момента, как грабители проникнут внутрь.
Усиленный экструдированный профиль идет на создание специальных противовзломных роллетных систем класса Р5. На вскрытие таких противовзломных рольставней уйдет приблизительно 1 час.
Вас может заинтересовать…
Пластиковые окна
Остекление балконов
Мягкие окна
Остекление веранды
Панорамное остекление
Ответы на часто задаваемые вопросы
Какие рольставни пд55 или экструдированные 44 являются более надежны в процессе эксплуатации?
Костя, 37 лет
Речь идет о рольставнях компании Алютех из пенонаполненного профиля рольковой прокатки PD55 и экструдированного AER/44S.
Если не брать в счёт противовзломные характеристики, а говорть только об эксплуатационных свойствах, то вы можете выбирать любой вариант. Все роликовые ставни Алютех одинаково надежны и удобны в эксплуатации. При этом AER/44S более устойчивы, судя по взломным характеристикам.
 Если не брать в счёт противовзломные характеристики, а говорть только об эксплуатационных свойствах, то вы можете выбирать любой вариант. Все роликовые ставни Алютех одинаково надежны и удобны в эксплуатации. При этом AER/44S более устойчивы, судя по взломным характеристикам.
Если не брать в счёт противовзломные характеристики, а говорть только об эксплуатационных свойствах, то вы можете выбирать любой вариант. Все роликовые ставни Алютех одинаково надежны и удобны в эксплуатации. При этом AER/44S более устойчивы, судя по взломным характеристикам.Окна-Алма
Какие рольставни лучше из экструдированных или пенозаполненных профилей?
Это зависит от конкретного вида задач, которые ставятся перед рольставнями.
Главная задача рольставней из экструдированного профиля —это защита от взлома.
Уровень взломоустойчивости у пенонаполненных рольставней значительно ниже, но зато они стоят дешевле, однако внешне никак не отличаются от экструдированных.
Какие ставни на роликах лучше поставить в туалетной комнате?
В туалетах и ванных комнат лучше всего устанавливать рольставни из пенонзаполненного профиля.
Такие ставни предназначаются для маскировки труб, именно поэтому класс устойчивости к взлому у них самый низкий.
Размеры таких рольставней, как правило, средние, поэтому рекомендуется механическое управление — ленточный привод или ПИМ.
Какой тип рольставней лучше для оконных проёмов?
Практическое применение доказывает, что рольставни из пенонзаполненного профиля —самый оптимальный вариант для защиты оконных проемов в загородных домах, на дачах, в квартирах, расположенных на первых этажах.
Противовзломные характеристики может у них и похуже, но вандализму они противостоят просто прекрасно.
К тому же, они защищают от ветра и солнца.
Они обходятся своему владельцу значительно дешевле.
Какие лучше для гаража?
При выборе профиля для гаража и ворот необходимо заранее знать габаритами гаражного проема.
Кампания Алютех специально для рольворот создала пенонаполенный профиль специальной роликовой прокатки.
Представленный выше материал AG77 рассчитывается на площадь проема до 16 кв.м.
Если гараж относительно небольшого размера, то может быть достаточно профиля категории AR55.
Для магазинов или витрины?
На оконные и дверные проемы ресторанов и других коммерческих зданий, если они не располагаются в торговых центрах или на охраняемых территориях, лучше использовать ставни подобного типа из более прочного современного профиля.
Основной функцией витрин является привлечение внимания покупателей, даже тогда, когда магазин закрыт.
К тому же размеры витринных проемов значительно больше обычных окон.
Совместить защитные свойства и при этом не закрывать обзор помогают витринные рольставни.
Они могут быть как сплошные, так и решетчатые, из экструзионный, стального или пенонаполенного профиля.
Выбор полностью зависит от габаритов проема и ваших желаний относительно наружного вида конструкции.
Контент Менеджер 22022-07-04T11:47:41+03:00
Что такое профильная экструзия и чем она отличается от других методов экструзии?
Пластмасса является популярным сырьем в различных отраслях обрабатывающей промышленности, поскольку она дешева и универсальна. Многие из продуктов, которыми мы пользуемся сегодня, такие как трубы из ПВХ, соломинки для питья и оконная фурнитура, были бы невозможны без процесса экструзии пластикового профиля. Что такое экструзия профиля?
Многие из продуктов, которыми мы пользуемся сегодня, такие как трубы из ПВХ, соломинки для питья и оконная фурнитура, были бы невозможны без процесса экструзии пластикового профиля. Что такое экструзия профиля?
Хотя вы можете понимать разницу между экструзией и литьем под давлением, вы можете не осознавать, что в секторе пластмасс существуют различные методы экструзии пластмасс. Сегодня мы объясним, что такое экструзия профиля и чем она отличается от экструзии листа и пленки.
Объяснение процесса экструзии профилей
Экструзия профилей — это процесс создания непрерывных форм из пластика посредством экструзии. Этот процесс не включает формование листовых или пленочных изделий. Пластмассовые изделия, получаемые путем экструзии профилей, могут быть цельными (например, виниловый сайдинг) или полыми (например, соломинки для питья).
Процесс экструзии профиля напоминает процесс других методов экструзии до тех пор, пока не будет введена головка. Сначала сырьевые пластмассы загружаются в бункер и экструдер. Вращающийся винт удерживает пластиковую смолу в нагретом цилиндре, который настроен на определенную температуру плавления материала. После того, как смола расплавится, смешается и отфильтруется, пластик будет подаваться в экструзионную головку. Пресс-форма будет помещена в холодную воду для затвердевания продукта. Наконец, матрица будет перемещена к съемным роликам, где конечный продукт будет удален из матрицы.
Вращающийся винт удерживает пластиковую смолу в нагретом цилиндре, который настроен на определенную температуру плавления материала. После того, как смола расплавится, смешается и отфильтруется, пластик будет подаваться в экструзионную головку. Пресс-форма будет помещена в холодную воду для затвердевания продукта. Наконец, матрица будет перемещена к съемным роликам, где конечный продукт будет удален из матрицы.
Штифт или оправка должны быть помещены в матрицу для изготовления полых форм. Затем воздух должен быть направлен через центр продукта через штифт, чтобы конечный продукт сохранял свою полую форму.
Типы изделий, изготовленных методом экструзии профилей
Процесс экструзии профилей был изобретен для простого производства изделий различной формы. Сегодня этот метод используется в самых разных областях, в том числе в производстве медицинской упаковки и изделий для жилищного строительства. Вот лишь некоторые из изделий, изготовленных методом экструзии профилей:
- Пластиковые трубы и трубки
- Виниловый сайдинг
- Оконные рамы
- Пластиковое ограждение
- Боковые молдинги кузова автомобиля
- Защита электрических кабелепроводов и кабелей
- Уплотнения холодильника
- Медицинские трубки для крови и внутривенных вливаний
- Соломинки для питья
Чем экструзия профиля отличается от экструзии листа и пленки с раздувом
Помимо экструзии профиля, следует отметить два других метода экструзии: экструзия листа/пленки и экструзия пленки с раздувом.
Экструзия листов – это процесс формирования пластиковых листов или пленок. Вместо того, чтобы помещать экструзионную головку в холодную воду, как при экструзии профилей, материал охлаждается, протягивая его через набор охлаждающих валков. Эти валки также определяют толщину листа и текстуру поверхности. Экструзия листа часто предшествует процессу термоформования, при котором пластиковый лист нагревается до тех пор, пока он не станет достаточно мягким, чтобы ему можно было придать сложную форму.
Экструзия пленки с раздувом — это процесс производства пластиковой пленки для продуктов. Этот процесс часто используется при создании сумок для покупок. Процесс экструзии пленки с раздувом напоминает экструзию профиля, пока не будет введена головка. При экструзии пленки с раздувом головка представляет собой вертикальный цилиндр. Расплавленный пластик вытягивается из пресс-формы прижимными роликами. Скорость прижимных роликов определяет толщину пленки. Охлаждающее кольцо расположено вокруг матрицы и охлаждает пластиковую пленку, когда она движется вверх. После того, как пленка снята с матрицы, ее можно намотать на катушку, напечатать или разрезать на различные формы.
После того, как пленка снята с матрицы, ее можно намотать на катушку, напечатать или разрезать на различные формы.
Как видите, конкретная головка, используемая в процессе экструзии, во многом определяет, используется ли метод экструзии профилей, листов или экструзии пленки с раздувом.
Оборудование для экструзии пластмасс для поддержки ваших процессов экструзии профилей
Если вы заинтересованы во внедрении методов экструзии профилей в свое производство, Plastrac — это компания, к которой можно обратиться за необходимым оборудованием для экструзии пластмасс. У нас есть все: от гравиметрических блендеров до бункерных загрузчиков. Свяжитесь с нашей командой, чтобы получить предложение и дополнительную информацию о наших продуктах.
Что вам нужно знать
Объяснение процесса
Экструзия — это метод, при котором нагретые материалы, такие как алюминий, проталкиваются через отверстие для формирования определенного профиля.
Для производства алюминиевого профиля алюминиевая заготовка (сплошной блок/бревно алюминия) нагревается до требуемой температуры, затем загружается в контейнер пресса, затем она продавливается через форму, созданную в специально изготовленном инструменте, называемом кубик. После того, как алюминий проталкивается через контейнер пуансоном внутри пресса, он образует экструдированный профиль, который будет иметь ту же форму, что и отверстие в матрице.
После того, как алюминий проталкивается через контейнер пуансоном внутри пресса, он образует экструдированный профиль, который будет иметь ту же форму, что и отверстие в матрице.
Размер экструзии измеряется размером ее поперечного сечения. Это вписывается в описывающий круг.
Описанная окружность (cc) профиля определяет, на каком экструзионном прессе его можно экструдировать.
Несколько факторов определяют, на каком типоразмерном прессе можно экструдировать профиль. Габаритный размер один, но также может быть несколько полостей в одной матрице. При проталкивании заготовки через матрицу возникают значительные силы, поэтому может возникнуть необходимость в создании большего количества полостей внутри матрицы, что увеличивает общий вес на матрице. Это позволяет алюминию проходить через матрицу без слишком большого отрицательного давления.
Проще говоря, это все равно, что держать большой палец на конце тюбика зубной пасты и пытаться выдавить его. Он не выйдет, но если немного пошевелить большим пальцем, зубная паста потечет свободнее.
Разнообразие форм, которые могут быть выдавлены, почти безгранично, однако есть факторы, ограничивающие то, что может быть достигнуто. Факторы, которые необходимо учитывать, включают;
- Размер
- Форма
- Сплав – Химический состав других элементов, добавленных к чистому алюминию для улучшения его свойств, таких как прочность и т. д.
- Коэффициент выдавливания — Площадь заготовки/площадь формы.
- Соотношение выступов — Ширина зазора и его глубина.
- Допуск — Пределы отклонений, до которых может быть изготовлена деталь или продукт.
- Отделка – Обработка, используемая для улучшения внешнего вида профиля.
- Коэффициент — Периметр формы/вес на метр.
Профиль, спроектированный за пределами этих ограничений, возможно, не будет успешно выдавлен.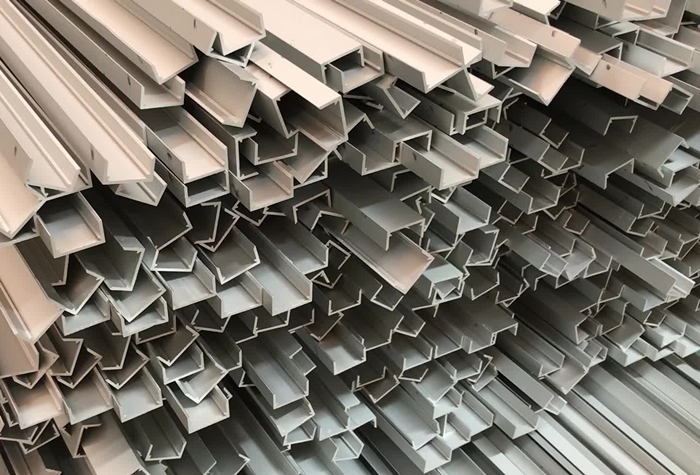
Все вышеперечисленные факторы взаимосвязаны в процессе экструзии наряду со скоростью экструзии, температурой заготовки, давлением экструзии и сплавом, используемым для экструзии.
Все они будут способствовать и определять стоимость вашей экструзии.
Скорость экструзии варьируется в зависимости от температуры, давления и сплава, используемого для экструдируемой формы. ( Дополнительную информацию см. в разделе Выбор подходящего алюминиевого сплава.)
Чем ниже температура, тем выше требуемое давление. Экструзия при более низкой температуре обычно дает формы с лучшим качеством поверхности и более точными размерами.
Более высокая температура заготовки и более высокая скорость экструзии означают, что поток металла становится более жидким. Поток металла обычно имеет тенденцию заполнять большие пустоты на поверхности матрицы и сопротивляется попыткам заполнить суженные области.
При использовании этого метода нарушаются размеры и допуски формы, и часто профиль оказывается неудачным.
Коэффициент экструзии: площадь заготовки/площадь формы.
Коэффициент выдавливания представляет собой отношение площади поперечного сечения заготовки (Ao) к площади поперечного сечения выдавливания (Af). Степень экструзии или степень обжатия можно выразить как (Ao/Af).
Существует общее правило: если сплав имеет более высокие механические свойства, скорость экструзии должна быть ниже.
Коэффициент экструзии будет четким показателем объема механической обработки, которая будет происходить при экструзии формы.
Если коэффициент экструзии секции профиля низкий, то на части профиля будет выполняться меньшая механическая работа, особенно на профили с наибольшей массой металла.
Механические свойства форм с коэффициентом экструзии менее 10:1 не гарантируются.
Когда коэффициент экструзии выше, потребуется большее давление, чтобы протолкнуть металл через меньшее отверстие в матрице, это означает, что будет происходить интенсивная механическая обработка.
Диапазон допустимых коэффициентов экструзии;
Твердые сплавы: 10:1 — 35:1
Мягкие сплавы: 10,1 — 100:1
Все указанные выше диапазоны зависят от формы профиля.
Как правило, чем выше коэффициент выдавливания, тем труднее выдавить деталь.
Максимальное давление потребуется для твердых сплавов, для которых требуется самая низкая температура заготовки. Это приводит к плохим характеристикам поверхности.
Фактор: периметр формы/вес на метр.
Производительность также определяется коэффициентом сложности деталей.
Вес на метр будет определять размер пресса, который вам понадобится для экструзии вашего профиля, но опять же все зависит от ряда соображений;
Размер пресса определяет размер экструзионного профиля.
Обычно, чем легче секция, тем меньший пресс вам потребуется для ее экструдирования, если только вы не экструдируете большую полую форму с тонкими стенками. Чем выше коэффициент, тем труднее экструдировать.