Содержание
Гнутые алюминиевые профили — aluminium-guide.com
Алюминиевые профили бывают не только прессованными, но и гнутыми.
Технические требования и условия
Технические требования и условия, связанные с производством и поставкой гнутых алюминиевых профилей:
- алюминий и алюминиевые сплавы, из которых изготавливают гнутые профили;
- состояния поставки алюминия и алюминиевых сплавов;
- минимальная и максимальная толщина стенок гнутых профилей;
- предельные отклонения гнутых профилей по:
– толщине стенки,
– углу гибки,
– углу скручивания,
– прямолинейности,
– мерной длине.
Профили алюминиевые: гнутые или прессованные?
Гнутые алюминиевые профили применяют там, где являются приемлемыми следующие их отличия прессованных профилей:
- проще формы поперечного сечения;
- ограниченное количество алюминиевых сплавов;
- более широкие допуски на размеры и форму;
- пониженные требования к качеству поверхности;
- более низкая цена.


Профилегибочный стан
Гнутые профили – и алюминиевые, и стальные – изготавливают на специальных профилегибочных агрегатах – профилегибочных линиях. Процесс изготовления гнутых профилей называют профилированием. Профилирование – это процесс обработки металла, при котором заготовка из листового металла постепенно формуется в результате серии гибочных операций в гнутый профиль. Этот процесс происходит на профилегибочной линии – профилегибочном стане, где листовая заготовка проходит несколько валковых клетей. Эти валки, которые иногда выглядят как ролики, могут располагаться выше и ниже заготовки, вдоль ее кромок, под углом к ней и так далее. Когда лист проходит через каждую валковую клеть он подвергается пластической деформации и гибке. Каждая валковая клеть выполняет один шаг из полной последовательности гибки ленты для формирования готового гнутого профиля.
Рисунок – Профилегибочный стан (Источник: custompartnet.com)
Технология профилирования
Валки смазывают, чтобы снизить трение между валками и лентой и, таким образом, снизить износ валков.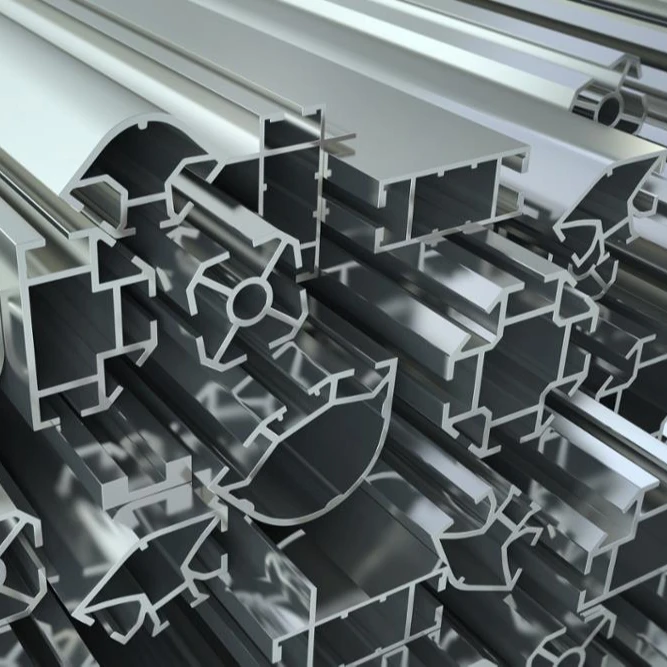 Кроме того, смазка дает возможность более высокой скорости формовки профилей для повышения производительности профилегибочного агрегата. Производительность зависит также от материала – марки алюминия и алюминиевых сплавов, толщины исходной алюминиевой ленты, количества роликовых клетей и радиусов гибки каждого сгиба. Профилегибочные агрегаты могут включать дополнительные технологические операции, такие как, выполнение перфорации, накатки или просечки.
Кроме того, смазка дает возможность более высокой скорости формовки профилей для повышения производительности профилегибочного агрегата. Производительность зависит также от материала – марки алюминия и алюминиевых сплавов, толщины исходной алюминиевой ленты, количества роликовых клетей и радиусов гибки каждого сгиба. Профилегибочные агрегаты могут включать дополнительные технологические операции, такие как, выполнение перфорации, накатки или просечки.
Процесс профилирования применяют для формовки из металлической ленты профилей с самыми различными поперечными сечениями. Самыми распространенными являются сплошные профили (профили без полостей), однако полые профили, например, трубы, также вполне успешно изготавливают этим методом.
Применение гнутых профилей
Гнутые алюминиевые профили применяют в промышленном и жилом строительстве, электрическом освещении, складском хозяйстве и других областях.
Гнутый алюминиевый профиль в Электростали: 500-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Электросталь
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Продукты и напитки
Продукты и напитки
Детские товары
Детские товары
Электротехника
Электротехника
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
Гнутый алюминиевый профиль
профиль алюминиевый П-образный 8х10х8х1,5х1000мм серебро Тип: профиль, Цвет: серебристый,
ПОДРОБНЕЕЕще цены и похожие товары
профиль алюминиевый П-образный 20x20x20x1,5×1000мм без покрытия Тип: швеллер, Высота сечения: 1000
ПОДРОБНЕЕЕще цены и похожие товары
профиль алюминиевый П-образный 20x9x10х1000мм серебро Цвет: серебристый, Производитель: GAH
ПОДРОБНЕЕЕще цены и похожие товары
профиль алюминиевый П-образный 15х15х1,5х2000мм cеребро Тип: профиль, Цвет: серебристый, Материал:
ПОДРОБНЕЕЕще цены и похожие товары
профиль алюминиевый П-образный 8х10х8х1,5х1000мм бронза Производитель: Лука, Форма профиля:
ПОДРОБНЕЕЕще цены и похожие товары
профиль алюминиевый П-образный 10х10х10х1,2х2000мм cеребро Тип: профиль, Цвет: серебристый,
ПОДРОБНЕЕЕще цены и похожие товары
профиль алюминиевый П-образный 15х15х15х1,5х2000мм без покрытия Тип: швеллер, Толщина полки: 1. 5
5
ПОДРОБНЕЕЕще цены и похожие товары
профиль алюминиевый П-образный 19,9x15x2х1000мм серебро Цвет: серебристый, Производитель: GAH
ПОДРОБНЕЕЕще цены и похожие товары
профиль алюминиевый П-образный 12,9x10x1,5х1000мм серебро Цвет: серебристый, Производитель: GAH
ПОДРОБНЕЕЕще цены и похожие товары
Порог стыкоперекрывающий 1800х37мм золото / Профиль 1800х37х3,3мм Вес: 0.272, Объем: 0.0002,
В МАГАЗИНЕще цены и похожие товары
Профиль алюминиевый угловой GS 1616 анодированный 2 метра пр-во Россия 18 Вт./метр.
В МАГАЗИНЕще цены и похожие товары
Муфта соединительная T для светодиодной ленты 220В NEON-NIGHT (6.5 х 15 мм) {142-044} 1 шт Бренд:
В МАГАЗИНЕще цены и похожие товары
Профиль угловой алюминиевый 3м (уголок малярный)
В МАГАЗИНЕще цены и похожие товары
Профиль накладной алюминиевый 2807-2 Rexant (2 м) {146-204} Цвет: серебристый, Бренд: Rexant, Код
В МАГАЗИНЕще цены и похожие товары
Порог стыкоперекрывающий 1350х60мм бронза / Профиль 1350х60х5,4мм Вес: 0. 402, Объем: 0.000486,
402, Объем: 0.000486,
В МАГАЗИНЕще цены и похожие товары
1616-1 ЭРА Угловой анодированный профиль CAB280 16х16мм, 2м, цена за 1 шт Габариты (ШхГхВ):
В МАГАЗИНЕще цены и похожие товары
Угловой алюминиевый профиль для LED ленты LL-2-ALP008 Elektrostandard Производитель: Elektrostandard
В МАГАЗИНЕще цены и похожие товары
1915-1 ЭРА Подвесной анодированный профиль LF281,5мм диаметр, 2м, цена за 1 шт Габариты (ШхГхВ):
В МАГАЗИНЕще цены и похожие товары
Алюминиевый профиль с плоским матовым экраном Производитель: Китай, Экран: Матовый, Высота: 7
В МАГАЗИНЕще цены и похожие товары
Муфта соединительная T для светодиодной ленты 220В NEON-NIGHT (14.5 х 7.5 мм) {142-043} 1 шт Бренд:
В МАГАЗИНЕще цены и похожие товары
Профиль врезной алюминиевый 8832-2 Rexant (2 м) {146-226} Цвет: серебристый, Бренд: Rexant, Код
В МАГАЗИНЕще цены и похожие товары
Россия Противоскользящий алюминиевый профиль 120х45х1000 (с чёрно-жёлтой лентой)
В МАГАЗИНЕще цены и похожие товары
Муфта соединительная L для светодиодной ленты 220В NEON-NIGHT (6. 5 х 15 мм) {142-054} 1 шт Бренд:
5 х 15 мм) {142-054} 1 шт Бренд:
В МАГАЗИНЕще цены и похожие товары
Профиль врезной алюминиевый 5032-2 Rexant (2 м) {146-224} Цвет: серебристый, Бренд: Rexant, Код
В МАГАЗИНЕще цены и похожие товары
Профиль врезной алюминиевый 6332-2 Rexant (2 м) {146-225} Цвет: серебристый, Бренд: Rexant, Код
В МАГАЗИНЕще цены и похожие товары
Алюминиевый профиль угловой с матовым экраном и радиатором Производитель: Китай, Экран: Матовый,
В МАГАЗИНЕще цены и похожие товары
Встраиваемый алюминиевый профиль для LED ленты LL-2-ALP007 Elektrostandard Производитель:
В МАГАЗИНЕще цены и похожие товары
Уголок пристенный алюминий 19х19мм черный (3м) / периметральный алюминиевый Цвет: Черный, Вес:
В МАГАЗИНЕще цены и похожие товары
2 страница из 18
Основы гибки экструзией алюминия – проектирование профилей
Изучение основ гибки экструзией алюминия
В процесс гибки алюминия требуется невероятное мастерство и мастерство. Многие факторы влияют на то, что возможно и что вызовет проблемы. Сегодня мы решили разобрать несколько ключевых конструктивных особенностей, влияющих на процесс гибки. Есть еще много других факторов, которые не будут относиться к каждому проекту, но все же должны быть учтены.
Многие факторы влияют на то, что возможно и что вызовет проблемы. Сегодня мы решили разобрать несколько ключевых конструктивных особенностей, влияющих на процесс гибки. Есть еще много других факторов, которые не будут относиться к каждому проекту, но все же должны быть учтены.
Первым и, возможно, самым важным аспектом является конструкция алюминиевого профиля. Обычно это создается инженером-конструктором, с которым большинство компаний никогда не разговаривали. У дизайнера были бы причины для создания конкретных форм и опор. Однако эти дизайнеры редко будут учитывать, будет ли профиль изогнутым. Это означает, что некоторые профили спроектированы таким образом, что изгиб становится невероятно трудным. С другой стороны, некоторые профили сконструированы таким образом, что гибка выполняется просто и быстро.
Однако мы знаем, что вы не всегда можете выбрать, какой профиль использовать. Иногда клиенты настаивают на чем-то конкретном, или к сборке подходит только один дизайн. В этих случаях обычно все сводится к навыкам инженера по гибке алюминия. Как и техника, которая у них есть на руках.
В этих случаях обычно все сводится к навыкам инженера по гибке алюминия. Как и техника, которая у них есть на руках.
Существуют проекты, в которых должны использоваться изготовленные на заказ профили, и они предлагают большие возможности для улучшения. Сотрудничество с квалифицированной компанией по гибке алюминия позволит сделать вашу экструзию по индивидуальному заказу для достижения наилучших результатов гибки. Варианты дизайна, такие как создание симметричного профиля, могут уменьшить распространенные проблемы, такие как скручивание, и могут снизить общие затраты на инструменты.
Простая ошибка многих людей состоит в том, что они считают, что простые или несложные выдавливания всегда легче согнуть. Эти секции часто обманчиво сложны, когда подвергаются нагрузкам в процессе гибки, и часто более подвержены трудностям, вызванным их основной формой. Общие обманчивые разделы включают:
Гибка алюминиевых профилей
U-образные профильные профили являются одними из самых сложных для изгиба алюминиевых профилей. Они попадают в ряд дизайнерских ям, из-за которых их обманчиво сложно сгибать. Их асимметричный характер, отсутствие внутренней поддержки и открытые концы делают их невероятно склонными к деформации, независимо от того, как вы их сгибаете. Ранее мы подробно рассказывали о трудностях гибки секций швеллера, и вы можете Подробнее о гибке алюминиевых U-образных профилей читайте здесь.
Они попадают в ряд дизайнерских ям, из-за которых их обманчиво сложно сгибать. Их асимметричный характер, отсутствие внутренней поддержки и открытые концы делают их невероятно склонными к деформации, независимо от того, как вы их сгибаете. Ранее мы подробно рассказывали о трудностях гибки секций швеллера, и вы можете Подробнее о гибке алюминиевых U-образных профилей читайте здесь.
Полые квадраты и проклятие углов
Процесс гибки алюминиевых профилей означает, что поддержание идеальных внутренних углов 90˚ является очень сложной задачей. Острые углы приводят к растрескиванию и часто приводят к тому, что профиль изгибается и становится вогнутым. Эти проблемы означают, что дополнительные технические средства должны быть вложены в точные инструменты, которые могут обеспечить алюминиевому коробчатому сечению поддержку, необходимую для плавного, чистого и без искажений изгиба. Ряд методов заполнения, зажима и направления используется для сохранения формы экструзии при обеспечении плавных изгибов.
Двутавровые или двутавровые балки
Двутавровые балки являются одними из наиболее подверженных скручиванию профилей. В зависимости от направления изгиба «ножки» H будут пытаться выскочить из пряжки внутрь, часто скручивая при этом внутреннюю опору. Эти секции часто используются в конструктивных целях, а это означает, что эти деформации необходимо контролировать, чтобы обеспечить структурную стабильность детали. По этой причине многие компании, занимающиеся гибкой алюминия, не поддерживают гибку двутавровых профилей. Наши инженеры и технологии, специально разработанные для уменьшения скручивания и деформации при изгибе, сертифицированы по стандарту EN109.0-3 стандарта, что означает, что мы можем взяться за эту работу там, где другие не смогли.
Влияние длины профиля
Многие забывают, что чем длиннее непрерывный участок, тем сложнее становится каждый простой процесс. По этой причине у каждой компании будет разная длина экструзии, которую они могут поддерживать. В Алубенде, , мы поддерживаем секции длиной до 12 метров для наших процессов. Сюда входят гибка, сварка, термообработка, порошковая окраска и многие другие услуги. Более длинные секции требуют специального оборудования и дополнительных мер, включая дополнительные опоры, печи большой емкости и курьеров повышенной емкости.
В Алубенде, , мы поддерживаем секции длиной до 12 метров для наших процессов. Сюда входят гибка, сварка, термообработка, порошковая окраска и многие другие услуги. Более длинные секции требуют специального оборудования и дополнительных мер, включая дополнительные опоры, печи большой емкости и курьеров повышенной емкости.
Эти секции часто также требуют дополнительных рук, так как детали становятся громоздкими для работы и перемещения. Часто простой для гибки профиль может стать более сложным и дорогостоящим при работе с очень длинными профилями. Простое соображение состоит в том, чтобы разрезать детали для производства и собрать секции после завершения большинства процессов. Опытный сварщик может смешать секции до такой степени, что соединения станут невидимыми.
Гибка и формовка алюминиевых профилей
Алюминий можно экструдировать и согнуть в соответствии с заданными допусками или стандартными размерными допусками. В то время как размеры изделия и углы изгиба могут быть методично измерены и повторно измерены, точность конечного продукта зависит от используемого оборудования или метода гибки.
При выборе процесса гибки, подходящего для определенного продукта, следует учитывать несколько факторов. Инженеры по экструзии алюминия могут внести решающий вклад в гибку, формование и формование алюминия на этапе проектирования проекта. Деформация внутреннего или внешнего радиуса может быть проблемой проектирования, а также может определять, какой процесс формования использовать. Перед началом процесса проектирования рассмотрите следующие параметры:
- Какие допуски или отклонения ожидаются для внутреннего радиуса, радиуса внешнего размера и общей длины детали?
- Какие площади поверхности имеют решающее значение для внешнего вида?
- Какая требуется механическая прочность?
Сплав, состояние и поперечное сечение изделия также являются важными факторами. Как только эти факторы определены, производители алюминиевых профилей могут начать процесс гибки, используя один из следующих пяти распространенных методов гибки и формовки.
1. Изгиб с нажимом или с нажимом
Изгиб с нажимом или с нажимом
Сгибание с нажимом или с нажимом, как следует из названия, использует ползун для прижатия экструдированного металлического элемента к гибочной матрице. Матрица проталкивает экструзию на пресс-формы, заставляя экструзию принимать желаемую изогнутую форму. Благодаря программируемым углам изгиба эта форма изгиба позволяет сблизить несколько плоских изгибов, хотя за один раз можно изгибать только один радиус. Гибка с помощью ползуна предлагает недорогие инструменты и хорошую точность гибки при низких затратах на гибку.
Изгибание под давлением или толканием идеально подходит для таких компонентов, как артиллерийские орудия лодок, опоры переносных конструкций, каркасы инвалидных колясок и медицинские кровати.
2. Гидравлическая ротационная гибка
В процессе гидравлической ротационной гибки производители помещают экструдированный алюминий на трубогиб и удерживают его на месте с помощью стационарной или скользящей прижимной матрицы и зажимного блока.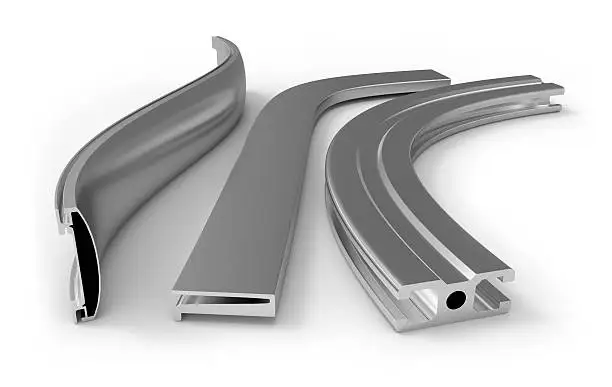 Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении. С помощью этого метода экструзия может изгибаться только по одному радиусу за раз.
Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении. С помощью этого метода экструзия может изгибаться только по одному радиусу за раз.
Включение оправки или другого компонента инструмента для захвата вращающегося штампа может предотвратить сминание или деформацию продукта, хотя его использование не является обязательным. Вращение, управляемое одной осью, может изгибаться в пределах одной десятой градуса для чрезвычайно точных углов изгиба.
Гидравлическая гибка часто используется при формовании круглых труб или труб для таких применений, как поручни, и идеально подходит для экструзии большого диаметра, например, для строительных вывесок.
3. Электрический Ротационная гибка
Электрическая ротационная гибка использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку. Изгибы также более точны и легко повторяются, потому что углы и повороты могут быть автоматизированы в программируемом логическом контроллере машины. Вращение экструдированного алюминия также может быть механизировано для различных плоскостных изгибов.
Вращение экструдированного алюминия также может быть механизировано для различных плоскостных изгибов.
Метод электрического вращательного волочения лучше всего подходит для приложений, требующих нескольких изгибов на деталь в непосредственной близости друг от друга или изгибов с разными радиусами для каждой детали.
4. Трехвалковая гибка
Трехвалковая гибка проталкивает экструзию вокруг трех разных валков, расположенных треугольной формы. Валки регулируются для формирования точного угла, вплоть до поворота на 360 градусов, который может вращаться горизонтально или вертикально. По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
Экструзия ограничена одним изгибом за цикл, что означает, что больший угол изгиба потребует больше времени для достижения желаемого угла. Хотя это может занять больше времени, максимальный радиус изгиба неограничен. Симметричные профили предпочтительны для гибки вальцами.
Симметричные профили предпочтительны для гибки вальцами.
5. Формование вытягиванием
Во время формования вытягиванием профиль размещается вдоль закругленной фиксированной гибочной матрицы и фиксируется на каждом конце. Машина начинает поворачивать зажатые концы вниз на угол до 180 градусов, а экструзия изгибается вокруг матрицы для достижения желаемой формы.
В этом методе радиус изгиба не ограничен. Формовочная машина может одновременно сгибать, скручивать и поднимать экструзию для создания уникальных заданных форм и углов для деталей длиной до 25 футов. Этот метод также обеспечивает наиболее точный и последовательный изгиб за счет контроля удлинения. Из-за того, что закругленная фиксированная гибочная головка давит на экструзию, формование растяжением имеет наименьшее количество деформации поверхности и следов от движения на экструдированном изделии.
Формование растяжением обычно используется для деталей с большим радиусом изгиба, поскольку минимальный радиус изгиба обычно в два-три раза больше, чем у других методов формования/гибки.