Содержание
материалы, оборудование и технологии для рекламного производства
- Каталог товаров
Каталог товаров
Перейти в развернутый каталог
Каталоги PDF
РАСХОДНЫЕ МАТЕРИАЛЫ
- Шелкотрафаретные материалы
- Светотехника рекламная и декоративная
- Химия (клеи, краски, лаки, спецхимия, очистители)
- Монтажные и упаковочные материалы
- Алюминиевые и пластиковые профили
- Материалы и оборудование DTF
- Чернила для цифровой печати
- POS-материалы и оборудование, системы Joker, Uno и Tritix
- Мобильные стенды, Флагштоки, Штендеры, Стойки-ограждения
- Жесткие листовые материалы
- Цветные самоклеящиеся плёнки
- Материалы для печати и ламинации
- Световозвращающие материалы
- Термотрансферные материалы
- Сувенирная и наградная продукция
- Одежда и аксессуары для маркировки
- CRAFT-материалы и оборудование
ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ
- Принтеры для рекламных производств
- 3D принтеры
- Оборудование для раскроя и резки
- Фрезерно-гравировальное оборудование и лазерные граверы
- Оборудование для печати на ткани
- Футболочные принтеры
- Ламинаторы
- Электроинструмент
- Принтеры для полиграфии и печати трансферов
- Алюминиевые лестницы и стремянки
- Термопрессы
- Оборудование для производства букв из жидкого акрила
- Триммеры, абразивы, инструменты для работы с плёнками
- Люверсы и инструмент для их установки
- Ножи, лезвия, ножницы, коврики
- Шелкотрафаретное оборудование
- Запчасти, доп.
 оборудование и программное обеспечение
оборудование и программное обеспечение
Распродажа
- Зенон-Академия
- Видео
- Статьи
- План вебинаров
- О нас
- О компании
- Наши сотрудники
- Новости
- Новости
- Акции
- Новинки
- События
- Семинары
- Выставки
- Поздравления
- Вебинары
- Сервис
- Расчет вывески
- Сервисная служба
- Условия работы
- Доставка
- Оплата
- Контакты
 оборудование и программное обеспечение
оборудование и программное обеспечениеВы используете устаревший браузер
Для того, чтобы использовать все возможности сайта,
загрузите и установите один из браузеров:
Google Chrome
скачать последнюю версию
Opera
скачать последнюю версию
Mozilla
скачать последнюю версию
Яндекс Браузер
скачать последнюю версию
артикул
Подписка на рассылку
Письмо с подтверждением действий отправлено на указанный вами email.
Пожалуйста, следуйте инструкциям указанным в письме.
Извините, произошла ошибка, сервис попробуйте воспользоваться сервисом позднее.
Для подписки на рассылку, заполните, пожалуйста ВСЕ поля формы
Регионы подписки
Москва — Гольяново
Москва — Лосиный остров
Подмосковье — Одинцово
Подмосковье — Подольск
Архангельск
Барнаул
Белгород
Владивосток
Владимир
Волгоград
Воронеж
Екатеринбург
Ижевск
Иркутск
Казань
Калининград
Краснодар
Красноярск
Курск
Липецк
Нижний Новгород
Новосибирск
Омск
Оренбург
Пенза
Пермь
Пятигорск
Ростов-на-Дону
Рязань
Самара
Санкт-Петербург
Саранск
Саратов
Симферополь
Смоленск
Сочи
Ставрополь
Тамбов
Тольятти
Томск
Тула
Тюмень
Ульяновск
Уфа
Хабаровск
Чебоксары
Челябинск
Якутск
Ярославль
Я
согласен(-на)
на обработку персональных данных
Заявка на товар:
Вы можете отправить данную форму заявки на товар,
либо связаться с нами по телефону
или по E-mail
,
сообщив менеджеру артикул
.
Заявка отправлена
Мы позвоним Вам в ближайшее время!
Необходимо пройти тест Тьюринга (капчу).
Номер телефона
Город
Выберите городМосква — ГольяновоМосква — Лосиный островПодмосковье — ОдинцовоПодмосковье — ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Я
согласен(-на)
на обработку персональных данных
Замечания и предложения
Если вы столкнулись с ситуацией, в которой не смогли получить ответ или нужную вам помощь от наших сотрудников, остались недовольны сервисом или не нашли решения своего вопроса, то можете напрямую обратиться со своей проблемой к руководству компании.
Просим вас наиболее полно и информативно описать возникшую ситуацию, указать филиал, фамилию и имя сотрудника / сотрудников с которыми вы работали и прочую информацию.
Также мы будем рады любым предложениям и пожеланиям по улучшению нашей работы.
Surname
Номер телефона
City
Выберите городМосква — ГольяновоМосква — Лосиный островПодмосковье — ОдинцовоПодмосковье — ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Сообщение
Я согласен(-на) на обработку персональных данных
- все филиалы
Заказать обратный звонок
City
Выберите городМосква — ГольяновоМосква — Лосиный островПодмосковье — ОдинцовоПодмосковье — ПодольскАрхангельскБарнаулБелгородВладивостокВладимирВолгоградВоронежЕкатеринбургИжевскИркутскКазаньКалининградКраснодарКрасноярскКурскЛипецкНижний НовгородНовосибирскОмскОренбургПензаПермьПятигорскРостов-на-ДонуРязаньСамараСанкт-ПетербургСаранскСаратовСимферопольСмоленскСочиСтавропольТамбовТольяттиТомскТулаТюменьУльяновскУфаХабаровскЧебоксарыЧелябинскЯкутскЯрославль
Я согласен(-на) на обработку персональных данных.
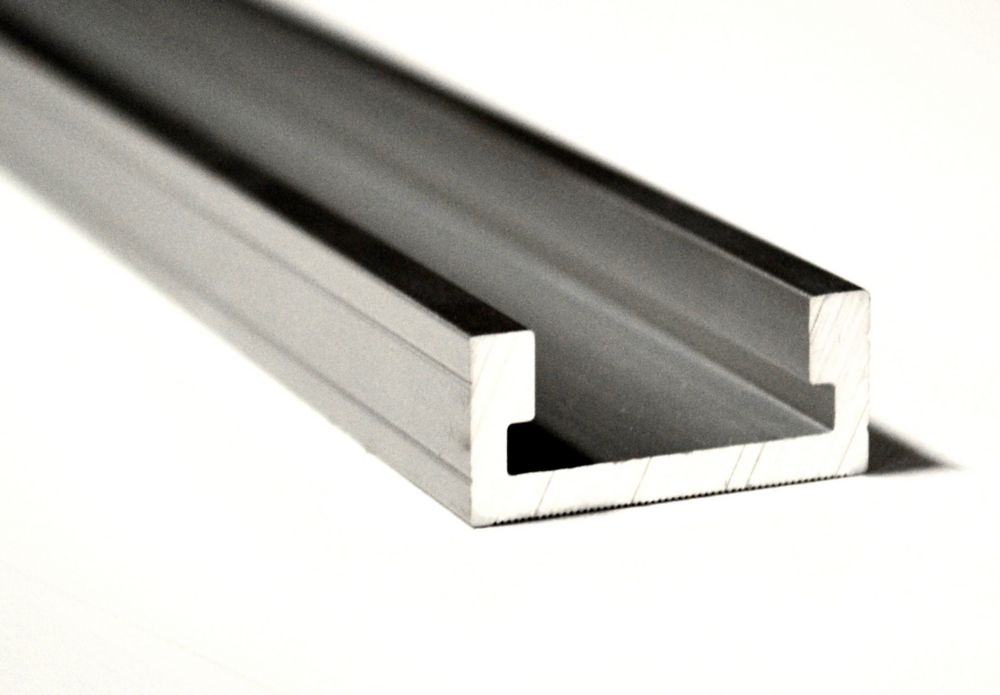
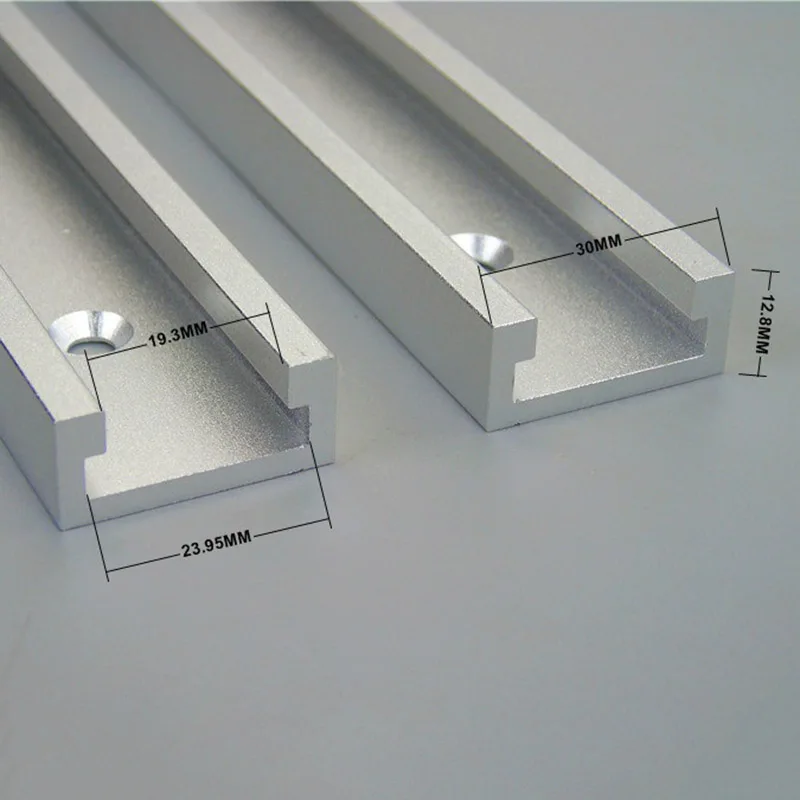
Профиль алюминиевый направляющий
Заказать звонок
Оставьте заявку и наши менеджеры
свяжутся с вами!
*Нажимая на кнопку «заказать» вы даете согласие на обработку персональных данных в соответствии с политикой обработки персональных данных
- Главная
- Продукция
Профиль алюминиевый направляющий
Лента линейной разметки Знаки пожарной безопасности
Специальный установочный алюминиевый профиль для фотолюминесцентной разметки на стенах для лент. Для достижения максимальных эксплуатационных качеств системы ФЭС, рекомендуется приобретать с фирменной сигнальной лентой торговой марки ФЭС-24.
Для достижения максимальных эксплуатационных качеств системы ФЭС, рекомендуется приобретать с фирменной сигнальной лентой торговой марки ФЭС-24.
Преимущества профиля для систем ФЭС:
— Фотолюминесцентная лента располагается под углом от стены 13 градусов, что позволяет ей более быстро и равномерно, в отличие от ленты смонтированной параллельно стене, накапливать энергию света и быть более видимой в темноте, в том числе, и с высоты человеческого роста; — Специальная канавка расположенная вдоль профиля позволяет прятать головки шурупов под ленту; — Установочный профиль позволяет легко монтировать и демонтировать систему для проведения в дальнейшем ремонтных работ; — Большая скорость монтажа; — Эстетичный, солидный вид.
Длина профиля 3м., Ширина 58 мм.
Розничная стоимость (до 499 м.п.) — 229 р./м. п.
Розничная стоимость (от 500 м.п.) — 210 р./м.п.
Свыше 2 км уточняйте у менеджера
Знаки пожарной безопасности в соответствии с ГОСТ Р 12. 2.143-2009 изготавливаются ТОЛЬКО с применением фотолюминесцентной пленки или пленки наклеянной на «подложку» ПВХ.
2.143-2009 изготавливаются ТОЛЬКО с применением фотолюминесцентной пленки или пленки наклеянной на «подложку» ПВХ.
Все элементы эвакуационной системы так же должны иметь Сертификат пожарной безопасности — знаки пожарной безопасности: наклейки указывающие направление эвакуации, открывание ручек дверей, радиус открывания дверей в узких корридорах, напольные знаки пожарной безопасности, направляющие профили для монтажа лент указывающих направление.
Фотолюминесцентная пленка работает как накопитель энергии света, и светится длительное время в полной темноте. Продукция, изготовленная из этой пленки, поможет найти безопасный путь в полной темноте. А значит, человек без паники и травм, в самое короткое время сможет покинуть аварийное помещение. И за всеми этими действенными мерами безопасности — спасенные жизни. Фотолюминесцентные материалы: знаки пожарной безопасности, различные наклейки, дискретные элементы из фотолюминесцентной пленки ФЭС-24.
Спасибо за заявку! Мы работаем в будние дни с 9 до 18 часов по московскому времени.
 В связи с выходными днями, мы обязательно перезвоним вам позже в рабочее время.
В связи с выходными днями, мы обязательно перезвоним вам позже в рабочее время.
Полное руководство по алюминиевому профилю для светодиодных лент
Алюминий расплавляют и экструдируют для получения алюминиевых материалов с различной формой поперечного сечения, отсюда и название экструдированный алюминиевый канал (также известный как алюминиевые профили, алюминиевые каналы и алюминиевые профили).
Являясь важной частью линейных светодиодных светильников, алюминиевые профили совместимы со светодиодными лентами любого цвета и цветовой температуры. Он также выступает в качестве основного ресурса с точки зрения управления температурой светодиодных лент, что может продлить срок службы светодиодной ленты.
Существуют различные типы алюминиевых профилей и разные острые углы для различных применений, коммерческого освещения, освещения витрин шкафов, офисного освещения и домашнего освещения.
Часть 1. Различные типы алюминиевых профилей для светодиодов
Часть 2. Почему стоит выбрать алюминиевый профиль для светодиодов?
Почему стоит выбрать алюминиевый профиль для светодиодов?
Часть 3. Светодиодный алюминиевый профиль VS COB светодиодные ленты
Часть 4. Светодиодный алюминиевый канал VS светодиодная неоновая трубка
Часть 5. Как установить светодиодные алюминиевые профили?
Различные типы алюминиевых профилей для светодиодов
Полный комплект аксессуаров для алюминиевых профилей включает рассеиватель светодиодной ленты (крышка для светодиодной ленты), алюминиевый канал, торцевые крышки и монтажные зажимы.
При выборе светодиодных алюминиевых каналов необходимо учитывать следующие моменты.
1. Рассеиватель светодиодного канала
Рассеиватель светодиодного канала выполняет функцию улучшения светового эффекта светодиодных ламп, обеспечивая более равномерное распределение светодиодного света, чтобы не повредить глаза человека и добиться лучшего Светодиодный световой эффект.
Рассеиватель света из этих двух материалов (ПК и ПММА), которые мы продаем, отличается, каждый из которых имеет различный светоизлучающий эффект, поэтому обратите внимание на различие при выборе канала освещения светодиодной ленты.
Некоторые светодиодные канальные диффузоры можно скручивать и сгибать в круг, а некоторые только прямые.
| Рассеиватель из ПК (прозрачный, опаловый) | Рассеиватель из ПММА (прозрачный, полупрозрачный, опаловый) | ||
| Плюсы | Минусы | Плюсы | Минусы |
| • Низкая твердость поверхности. • Легко царапается. | • Хорошая прозрачность. • Поверхность обладает хорошей устойчивостью к царапинам. | • Большой коэффициент износа. • Большая склонность к высокотемпературной термической деформации.  • Легко взломать. |
Светопропускание различных светодиодных диффузоров отличается. Выберите правильный рассеиватель в соответствии с желаемым световым эффектом.
| ►Прозрачный — светопропускание 85-95%. Для максимальной яркости этот рассеиватель не обеспечит безупречных световых эффектов. ►Полупрозрачный — светопропускание 70-80%. Яркость важна, но не обязательна. ►Опаловый матовый/молочный — светопропускание 30-40%. Самый маловероятный рассеиватель можно найти, когда световая полоса освещена. |
1.1 Как пользоваться канальным светодиодным рассеивателем?
На конце есть две выступающие части, где диффузор вставляется в алюминиевый паз, который можно прочно вставить в алюминиевый канал путем нажатия. Его также можно вставить в алюминиевый канал в соответствии с формой.
2. Светодиодный алюминиевый канал
2. 1 Алюминиевый канал Цвет : серебристый, белый и черный алюминий.
1 Алюминиевый канал Цвет : серебристый, белый и черный алюминий.
Являясь важной частью линейного светодиодного освещения, алюминиевые профили обладают хорошими декоративными свойствами, а их поверхность мелко окислена. Его можно нарисовать разными цветами.
2.2 Форма алюминиевого профиля : U-образная форма, круг, угол и другие специальные формы.
Большинство алюминиевых профилей имеют U-образную форму, называемую алюминиевым U-образным профилем. Конечно, существуют и другие формы для удовлетворения различных потребностей при установке, такие как круг, угол и другие специальные формы.
Каждый алюминиевый профиль имеет свое назначение, и разные алюминиевые профили подходят для разных случаев установки.
Следующие две формы алюминиевого U-образного профиля обычно используются в проектах освещения светодиодными лентами, например, в нашем новейшем комплекте светодиодных светильников для лестниц с датчиком движения.
Вторая форма называется светодиодным алюминиевым каналом с фланцем. Функция фланца состоит в том, чтобы закрыть зазор между закладным алюминиевым профилем и зарезервированным размером при углублении алюминиевого профиля в штукатурку или мебель.
Функция фланца состоит в том, чтобы закрыть зазор между закладным алюминиевым профилем и зарезервированным размером при углублении алюминиевого профиля в штукатурку или мебель.
2.3 Размеры алюминиевых каналов : Размеры алюминиевых каналов включают высоту, ширину и длину.
Чем выше высота алюминиевого канала, тем дальше световая полоса от рассеивателя и тем равномернее рассеивается свет светодиода.
Плотность светодиодной ленты (расстояние между двумя светодиодами) также влияет на эффект однородности освещения. Световые полосы высокой плотности имеют более равномерное распределение света, чем световые полосы низкой плотности в алюминиевом канале.
Более равномерное распределение света означает, что световой эффект светодиодов менее безупречен.
При определении размеров алюминиевого канала ширина алюминия должна быть больше ширины печатной платы световой полосы, чтобы светодиодную ленту можно было разместить в алюминиевом канале. Обратите внимание, что ширина относится к внутренней ширине алюминия, внешней ширине алюминиевого канала или ширине печатной платы светодиодной ленты.
Обратите внимание, что ширина относится к внутренней ширине алюминия, внешней ширине алюминиевого канала или ширине печатной платы светодиодной ленты.
Например, неправильно выбирать алюминиевый канал шириной 8 мм для полосы печатной платы шириной 10 мм.
Стандартная длина алюминиевого профиля составляет 1 метр, 2 метра и 3 метра. Длинный алюминиевый канал нелегко транспортировать, и он подвержен авариям во время транспортировки. И поэтому более высокую стоимость вы потратите.
Для сверхдлинных алюминиевых профилей мы рекомендуем соединить несколько алюминиевых каналов вместе. Зазор между двумя алюминиевыми каналами составляет не более 0,5 мм, и на расстоянии не остается следов.
3. Заглушки
На один метр алюминиевого профиля светодиодной ленты приходится две заглушки, одна заглушка имеет отверстие для прохождения провода световой ленты, а одна заглушка не имеет отверстия.
Торцевые заглушки закрывают алюминиевый канал для защиты световой ленты от повреждений, пыли и влаги.
Полностью пластиковая трубчатая уплотнительная конструкция из алюминиевого профиля может достигать уровня водонепроницаемости IP65 после приклеивания силиконовой заглушки.
4. Крепежные клипсы
Крепление алюминиевого швеллера неотделимо от монтажных клипс, а алюминиевый швеллер длиной один метр оснащен двумя монтажными клипсами.
Монтажные зажимы для алюминиевых профилей включают: зажимы из нержавеющей стали, пряжки из поликарбоната, пружинные зажимы, вращающийся кронштейн, вращающийся кронштейн, подвесной кронштейн, подвесной комплект.
5. Принадлежности
Прямой/- коннектор, L-коннектор, + коннектор и T-коннектор поддерживают алюминиевые профили для светодиодов, обеспечивая различные соединения.
Почему стоит выбрать светодиодный алюминиевый профиль?
• Линейный свет, Эстетика, Защитите светодиодную ленту
Жесткий алюминиевый профиль имеет форму линейной полосы, что придает эстетику современному декору. Это лучший инструмент для линейного освещения.
Это лучший инструмент для линейного освещения.
Световая полоса скрыта в алюминиевом канале, что очень удобно для пользователей, которые не хотят видеть голую световую полосу, а также может защитить световую полосу от пыли.
• Тепловыделение
Светодиодная лента может накапливать тепло по собственным или внешним причинам, и оно не рассеивается во времени, что значительно сокращает срок службы светодиода.
В таких условиях мы обычно рекомендуем пользователям устанавливать светодиодные алюминиевые каналы для световых полос в качестве каналов для отвода тепла.
Нагрев светодиода губителен для световой ленты. Даже если лента установлена напрямую, необходимо соблюдать осторожность, чтобы не допустить ее перегрева.
• Смягченный светодиодный свет, Равномерный свет, Без пятен
Яркость светодиодов иногда заставляет людей чувствовать себя ослепительно. Установка световой полосы в алюминиевом канале может не только решить проблему ослепления светодиодов, смягчить свет светодиодов и защитить зрение. Но также сделать распределение светодиодного света более равномерным и добиться светового эффекта без пятен.
Но также сделать распределение светодиодного света более равномерным и добиться светового эффекта без пятен.
• Подходит для любой светодиодной ленты
Любой тип светодиодной ленты может использовать алюминиевые профили в качестве аксессуаров для установки, будь то одноцветный светодиод, настраиваемый белый, RGB, RGBW, RGBCT, адресная светодиодная лента или водонепроницаемые светодиодные ленты.
Светодиодный алюминиевый профиль VS Светодиодные ленты COB
Что касается линейного светодиодного освещения, в дополнение к светодиодному алюминиевому профилю мы также подумаем о светодиодных лентах COB. Как алюминиевые профили, так и световые полосы COB могут реализовать эффект бесточечного освещения светодиодных фонарей. В чем разница между ними?
Светодиодные ленты COB имеют линейный световой эффект благодаря собственному производственному процессу, поэтому дополнительные аксессуары не требуются. Световая полоса COB устанавливается с помощью клея и имеет водонепроницаемые и невлагонепроницаемые варианты, доступные в помещении и на открытом воздухе.
Однако алюминиевый профиль отличается. В качестве аксессуара светодиодной ленты алюминиевый профиль эквивалентен защитному покрытию световой ленты, которое обертывает световую ленту для изоляции от внешней среды. Таким образом, алюминиевые профили играют роль в защите светодиодных лент от пыли и влаги, а также в отводе тепла для светодиодных лент.
Алюминий обладает хорошей жесткостью, что удобно для закрепления светодиодных лент по прямой линии. Хотя светодиодные ленты COB более гибкие в использовании, вы можете наматывать и сгибать ленту COB по своему желанию.
Неводонепроницаемая световая полоса COB со степенью защиты IP20 обнажена, печатная плата подвергается воздействию воздуха, и среда установки оказывает большее влияние на полосу. Перегрев световой полосы COB значительно сократит срок службы световой полосы. Добавление алюминиевого канала к светодиодным лентам не только рассеивает тепло, но и дает более красивый эффект установки.
| Светодиодный алюминиевый профиль | Светодиодные ленты COB |
| Аксессуар для светодиодной ленты | Светодиодная лента |
| Жесткая (прямая линия) | Гибкая (накручивается и изгибается по желанию) |
| Теплоотвод, пыленепроницаемость, влагостойкость, смягчение светодиодного света и защита зрение | Риск перегрева, скопления пыли и влаги |
| Не водонепроницаемый | Не водонепроницаемый и влагозащищенный варианты |
Различные типы и формы (П-образный, круг, угол и т. д.) д.) | Лента |
| Более красивый эффект установки | Световая полоса на воздухе |
Алюминиевый канал для светодиодов VS Неоновая трубка для светодиодов протрите фары от повреждений.
Однако светодиодная неоновая трубка более гибкая, чем алюминиевый канал, и ее можно создавать в различных формах, которые обычно используются в рекламных вывесках.
Кроме того, светодиодные ленты, помещенные в неоновые трубки, могут достигать уровня водонепроницаемости IP67.
Как установить светодиодные алюминиевые профили?
Благодаря тому, что сама светодиодная лента имеет клей, ее можно вклеить в алюминиевый канал после удаления клея.
Затем закройте рассеиватель светодиодной ленты и торцевые заглушки. Закрепите монтажные зажимы винтами и защелкните алюминиевый профиль в зажимах. Таким способом устанавливается алюминиевый профиль.
Это самый простой способ установки алюминиевых профилей.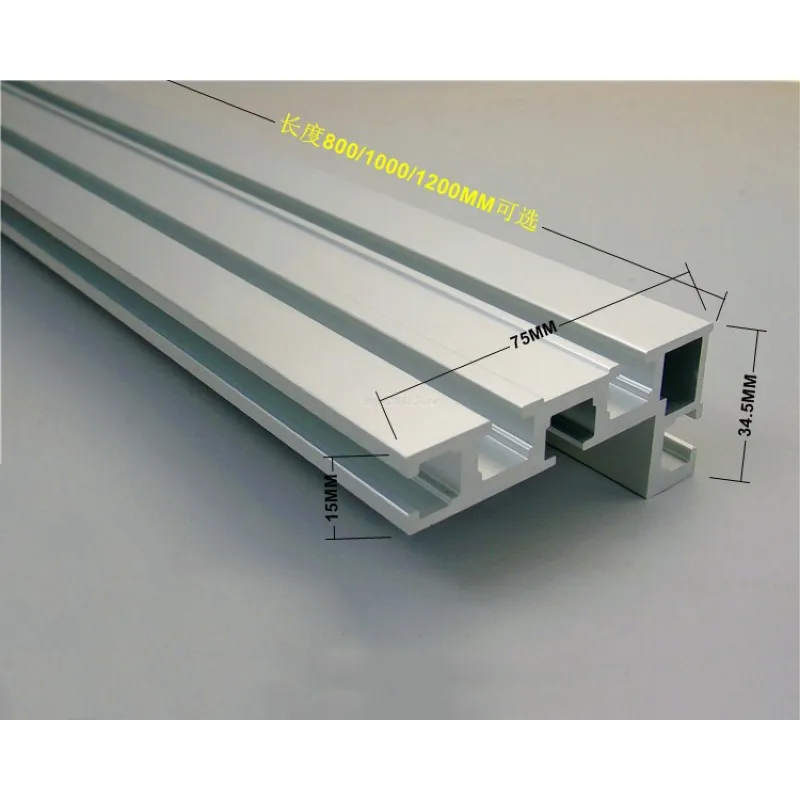 Ниже приведены другие установки алюминиевых профилей.
Ниже приведены другие установки алюминиевых профилей.
Алюминиевый профиль для поверхностного монтажа
Алюминиевый профиль, жестко закрепленный на поверхности объекта, называется поверхностным монтажом. Вышеупомянутая установка — это метод поверхностной установки.
Это также один из наиболее распространенных способов установки алюминиевых профилей. Обычно используется в розничном освещении и мебели.
Встраиваемый алюминиевый профиль
Алюминиевый профиль встраивается в стену, мебель или потолок, так же как и сам объект может излучать свет.
Светодиодный алюминиевый профиль для скрытого монтажа необходимо зарезервировать размер при декорировании и выбрать размер алюминиевого профиля в соответствии с зарезервированным размером.
Эти светодиодные алюминиевые профили можно использовать в различных материалах и средах.
Подвесная серия Алюминиевый профиль
Алюминиевая форма алюминиевых профилей подвесной серии отличается, что поддерживает монтажные зажимы и стальной подвесной комплект для подвешивания при установке. Может использоваться как подвесной светодиодный светильник.
Может использоваться как подвесной светодиодный светильник.
Алюминиевый профиль угловой серии
Угол изгиба 90 градусов — это обычный угол изгиба алюминиевых профилей, который обычно используется при архитектурном моделировании и декорировании.
Алюминиевый профиль серии Mini
Большинство алюминиевых профилей серии Mini имеют U-образную форму, что позволяет устанавливать их как на поверхность, так и в углубление, и отлично подходят для проектов домашнего освещения.
Алюминиевый профиль серии Floor
Утолщенный алюминий можно использовать на полу, чтобы предотвратить деформацию при наступании. Вставки в пол и ступени лестниц являются обычными способами установки алюминиевых каналов на землю.
Алюминиевый профиль специальной серии
Чтобы соответствовать различным сценариям использования, были созданы различные специальные алюминиевые профили.
Благодаря особой конструкции алюминиевые профили могут иметь определенную гибкость, и вы можете произвольно изгибать различные формы.
Заключение
Короче говоря, светодиодные алюминиевые каналы и светодиодные ленты часто используются вместе во многих современных осветительных приборах. Добавление алюминиевых каналов к вашим светодиодным лентам может не только увеличить срок службы лент, но и позволить вам наслаждаться лучшими световыми эффектами.
Алюминиевая экструзия 101: подробное руководство по процессу
4 ноября 2022 г.
В последние годы экструзия алюминия остается важным аспектом инноваций и производства продукции. Это важная часть нашей повседневной жизни, поскольку производители используют этот процесс для изготовления различных компонентов для дома, офиса и многого другого.
Несмотря на то, что экструдированные алюминиевые детали используются повсеместно, многие люди почти не замечают их. Благодаря своим замечательным свойствам экструдированный алюминий имеет множество применений в различных отраслях промышленности. В этой статье мы обсудим экструзию алюминия, ее методы, преимущества и недостатки, а также основные соображения по проектированию экструзии. Давайте приступим!
В этой статье мы обсудим экструзию алюминия, ее методы, преимущества и недостатки, а также основные соображения по проектированию экструзии. Давайте приступим!
Что такое экструзия алюминия?
Экструзия алюминия включает нагрев и продавливание алюминиевого сплава через головку с заданной формой поперечного сечения. Твердый поршень проталкивает алюминий через матрицу и тянет его по выходному столу во время операции. Обычно вы можете изменить отверстие матрицы, чтобы создать несколько форм и размеров, которые соответствуют спецификации вашего продукта.
Этот процесс является простой техникой; это легко понять на фундаментальном уровне. Сила, возникающая при экструзии алюминия, аналогична силе, с которой вы сжимаете тюбик зубной пасты пальцами. Кроме того, экструзионная головка выполняет ту же функцию, что и отверстие тюбика зубной пасты. Выдавливание получается как длинное сплошное выдавливание, потому что отверстие представляет собой сплошной круг.
Различные методы экструзии алюминия
Существует два основных метода экструзии алюминия – прямая и непрямая экструзия.
Прямая экструзия алюминия
Это наиболее часто используемый метод экструзии алюминия. Алюминиевый экструдер помещает заготовку/нагретый алюминий в контейнер с нагретыми стенками, в то время как движущийся поршень с силой проталкивает металл через отверстие матрицы. Этот шаг создает высокое давление.
Кроме того, машинисты обычно помещают блоки материала между нагретым алюминием (заготовкой) и пуансоном, предотвращая их контакт. Большинство поставщиков и производителей называют эту технику процессом прямой/прямой экструзии, потому что алюминий и поршень движутся вперед в одном направлении.
Непрямая экструзия алюминия
Непрямая или обратная экструзия полностью отличается от прямой техники. В этом процессе нагретый алюминий и контейнер движутся одновременно, а матрица остается в одном и том же положении. Машинисты часто используют «стержень» для выполнения этой операции. Длина стебля должна быть больше длины контейнера. Следовательно, шток проталкивает алюминиевую заготовку через стационарную матрицу.
При обратном выдавливании трение меньше, чем при прямом выдавливании. Он имеет лучшую функцию контроля температуры. Этот результат может быть результатом приложенной силы, которая относительно постоянна. Кроме того, постоянная температура обеспечивает лучшую структуру зерна и механические характеристики. В результате качество продукции для непрямой экструзии обычно является надежным.
Какие формы можно выдавливать?
Процесс экструзии алюминия имеет безграничные возможности в отношении форм, доступных в различных спецификациях и размерах. Экструзия является неотъемлемой частью нескольких отраслей промышленности; это делает довольно сложным перечисление всех его типов. К основным категориям экструзии относятся:
- Полые формы : формы, такие как трубы или профили с различным поперечным сечением (например, прямоугольники, круги, квадраты и т. д.) открытые формы.
- Сплошные профили : Сюда входят сплошные стержни и стержни с различным поперечным сечением. (т. е. квадраты, круги, прямоугольники и т. д.)
- Специальные алюминиевые профили : Эти типы профилей обычно имеют несколько профилей. Кроме того, они могут быть взаимосвязанными формами с несколькими цветовыми профилями. Эти формы точно соответствуют спецификациям дизайнера.
 (т. е. квадраты, круги, прямоугольники и т. д.)
(т. е. квадраты, круги, прямоугольники и т. д.)Пошаговое руководство по процессу экструзии алюминия
Шаг 1: Подготовка матрицы для экструзии
Первым шагом является изготовление матрицы круглой формы или использование существующей, если она имеется. Разогрейте головку точно до 450-500ᵒC перед началом процесса экструзии. Это помогает обеспечить равномерное прохождение металла и максимизирует долговечность штампа. Вы можете загрузить матрицу в экструзионный пресс после процедуры предварительного нагрева.
Этап 2: Предварительный нагрев алюминиевой заготовки
Далее из растянутого бревна материала вырезают цилиндрическую заготовку, затем предварительно нагревают заготовку в печи до 400-500ᵒС. Этот метод подготавливает заготовку, делая ее податливой для операции. Это гарантирует, что он не расплавится.
Этот метод подготавливает заготовку, делая ее податливой для операции. Это гарантирует, что он не расплавится.
Этап 3: Поместите заготовку в экструзионный пресс
Переместите заготовку в пресс механическим способом после ее предварительного нагрева. Однако перед заливкой заготовки в пресс добавьте в нее смазку. Кроме того, убедитесь, что на поршень экструдера нанесен разделительный состав. Следовательно, это помогает предотвратить соединение заготовки и ползуна.
К этому моменту ковкая заготовка готова для экструзионного пресса. Здесь гидроцилиндр может оказывать давление ровно 15 000 тонн. Это давление вдавливает ковкую заготовку в контейнер. Алюминиевый материал растягивается, пока не заполнит стенки контейнера.
Этап 4: Прижатие экструдированного материала к матрице
Алюминиевый материал, заполняющий стенки контейнера, прижимается к матрице экструзии. Вам нужно постоянно оказывать давление на материал. Следовательно, экструдированный материал выходит через отверстие матрицы полностью сформированным.
Шаг 5: Закалка экструзии
Съемник захватывает экструзию, удерживая ее на месте после выхода из пресса. Он защищает экструзию на выходе из пресса, в то время как сплав подвергается процессу «закалки» по мере движения по столу. Профиль равномерно охлаждается при помощи полной водяной бани или вентилятора.
Шаг 6: Обрежьте профиль по длине стола
После того, как алюминиевый профиль составит всю длину стола, используйте горячую пилу, чтобы срезать его. Однако обратите внимание, что температура важна на каждом этапе метода экструзии. Несмотря на процесс закалки, пресс-форма еще не полностью остыла.
Шаг 7: Охладите экструзию до комнатной температуры
После завершения процесса резки переместите экструзии на охлаждающую поверхность со стола для выгонки. Профили остаются там до тех пор, пока не достигнут комнатной температуры. Как только они достигают комнатной температуры, начинается вытяжка.
Шаг 8: Перенесите экструзии на носилки и растяните их для выравнивания
На этом этапе вы обнаружите определенные перекосы в форме экструдированного алюминия, которые необходимо исправить. Было бы лучше, если бы у вас были носилки для ремонта этих поворотов. Удерживая каждый профиль вручную за разные концы, потяните их, пока они не станут полностью прямыми. Эта процедура помогает отрегулировать экструзию до желаемой спецификации.
Было бы лучше, если бы у вас были носилки для ремонта этих поворотов. Удерживая каждый профиль вручную за разные концы, потяните их, пока они не станут полностью прямыми. Эта процедура помогает отрегулировать экструзию до желаемой спецификации.
Шаг 9: Перенесите профиль на финишную пилу и обрежьте его по длине
На этом этапе, когда профиль полностью выпрямлен и закален, вы можете переместить его на стол пилы. Следующее, что вам нужно сделать, это нарезать выступы на желаемую длину. Эти длины обычно составляют от 8 до 21 фута. Переместите эти профили в печь для старения до надлежащего состояния (T6 или T5) после завершения процесса распиловки.
Этап 10. Выполнение вторичных операций (термическая обработка, изготовление и отделка поверхности)
По завершении процесса экструзии вы можете улучшить свойства этих профилей, обработав их нагреванием. После термической обработки рассмотрите возможность изготовления профилей, если есть размеры, требующие коррекции. Кроме того, добавление отделки поверхности помогает улучшить эстетический вид и коррозионную стойкость экструдированного алюминия.
Кроме того, добавление отделки поверхности помогает улучшить эстетический вид и коррозионную стойкость экструдированного алюминия.
Какие факторы влияют на экструдированный алюминий?
Хотя описанные выше этапы экструзии алюминия могут показаться простыми и автоматизированными, эти этапы могут быть очень сложными. Процесс экструзии довольно сложен и зависит от соотношения между многочисленными параметрами, которыми необходимо управлять. Среди них:
1. Скорость экструзии
Как правило, скорость экструзии прямо пропорциональна температуре внутри контейнера и давлению металла. Чтобы поддерживать стабильный процесс и обеспечить постоянный экструдированный сегмент, скорость, температура и давление должны быть соответствующим образом соотнесены.
2. Коэффициент экструзии
Коэффициент экструзии любой формы является показателем объема механической работы, которая будет выполняться в процессе экструзии. Когда коэффициент экструзии сечения относительно низок, будет минимальная механическая работа на участках формы с наибольшей массой металла. С другой стороны, когда степень экструзии высока, требуется большее давление. Давление заключается в том, чтобы протолкнуть металл через небольшие отверстия.
С другой стороны, когда степень экструзии высока, требуется большее давление. Давление заключается в том, чтобы протолкнуть металл через небольшие отверстия.
3. Температура заготовки
Идеальная температура заготовки обеспечивает подходящие условия поверхности и приемлемые допуски. Кроме того, он обеспечивает максимально короткое время цикла. Всегда предпочтительнее иметь как можно более низкую температуру для экструзии заготовки. Слишком высокие температуры заставят металл течь более свободно. Металл может сопротивляться проникновению в замкнутые пространства. Таким образом, размеры формы могут выходить за указанные допуски. Точно так же высокие температуры могут привести к разрыву металла на тонких кромках и острых углах.
4. Экструзионный пресс
Вес на фут становится важным при экструзии алюминия из-за различных экструзионных прессов. Для экструзии более легких порций, как и ожидалось, требуются прессы меньшего размера. Однако есть и другие проблемы, которые могут потребовать более производительных прессов.
Типичным примером является большая тонкостенная полая экструзионная форма. Несмотря на небольшой вес на фут, требуемый тоннаж экструзионного пресса может быть больше. Эффект аналогичен эффекту коэффициента экструзии. Более высокий коэффициент затрудняет выдавливание детали. В результате это оказывает влияние на производство прессы.
5. Формы выдавливания
Форма определяет сложность и стоимость выдавливания компонента. Процесс экструзии алюминия может создавать самые разные формы, но он имеет некоторые ограничения. Простые сплошные формы, например, будет значительно легче, быстрее и дешевле выдавливать, чем полуполые формы. Чем сложнее форма, тем сложнее и дороже ее выдавливать.
После успешного завершения процессов экструзии и закалки также необходимо внимательно и внимательно следить за такими параметрами:
- Размеры и допуски продукта
- Макроструктура стержней/труб/профилей
- Поверхностная обработка
- Механические свойства
- Другие особые требования к качеству Варианты последующей обработки экструдированных профилей помогают улучшить их свойства. Вот некоторые из этих вариантов:
Процессы термической обработки металлов
Для улучшения их предела прочности при растяжении и предела текучести можно подвергать термической обработке алюминиевые сплавы серий 5000, 6000 и 7000. Для этого необходимо поместить эти профили в печи, где они быстро состариваются.
Механическая обработка
Механическая обработка прессованного алюминия не является единым процессом; он включает в себя набор методов, которые помогают улучшить поверхность алюминиевого профиля. К ним относятся резка, полировка, шлифовка и шлифовка. В отличие от химических применений, вы должны использовать абразивные материалы, чтобы приложить механическую силу к поверхности алюминия, чтобы сгладить ее. Это помогает улучшить его поверхность при подготовке к другой отделочной операции.
Обработка поверхности
Алюминиевые стержни могут подвергаться различной финишной обработке. Это помогает улучшить внешний вид этих экструдированных профилей и их коррозионные свойства.
● Анодирование
Анодирование — это процесс, который помогает укрепить естественный оксидный слой алюминия. Это достигается за счет улучшения свойств коррозионной стойкости. Кроме того, анодирование алюминия делает металл более устойчивым к износу, повышая излучательную способность поверхности и создавая пористую поверхность, которая может принимать различные цветные красители.
●Окрашивание
Производители часто окрашивают профиль из эстетических соображений. Тем не менее, это также помогает увеличить его долговечность и снизить затраты на техническое обслуживание. Вы также можете окрашивать экструдированные алюминиевые профили в разные цвета, чтобы защитить их от коррозии.
● Пескоструйная обработка
Пескоструйная обработка помогает удалить остатки и окалину, присутствующие на обрабатываемом компоненте после термической обработки. Эта процедура помогает придать текстуру поверхности, одновременно удаляя другие загрязнения, которые могут остаться после термической обработки.
Пескоструйная обработка помогает упростить дальнейшие операции, такие как механическая обработка и покраска, придавая вашим экструдированным алюминиевым профилям эстетичный матовый вид.Преимущества и недостатки алюминиевых профилей
Большинство производителей предпочитают процесс алюминиевого профиля другим производственным процессам из-за их исключительного сочетания прочности и легкости. Однако экструзия алюминия имеет больше преимуществ с точки зрения отрасли. Вот некоторые из этих преимуществ:
- Экструдированный алюминий обычно жесткий и прочный.
- Низкие производственные затраты.
- Высокая гибкость эксплуатации.
- Обычно они являются экономичным и конкурентоспособным производственным вариантом для работы со сложными поперечными сечениями.
- Экструдированные изделия имеют идеальное качество поверхности и прочнее изделий, изготовленных из литого алюминия.
Однако важно отметить, что алюминиевый профиль имеет некоторые недостатки, несмотря на его огромные преимущества.
- Алюминиевые профили обычно ограничены вместимостью стального контейнера на экструзионном прессе.
- Экструзионная головка часто подвергается суровым условиям работы, таким как высокая температура и трение, что приводит к ее быстрому износу. Обычно это влияет на прочность и срок службы формы.
Применение экструдированных алюминиевых деталей
Качество материала делает экструзию алюминия эффективным производственным процессом во многих отраслях промышленности. Прочность материала на растяжение и отношение прочности к весу делают его идеальным для экструзии корпусов трансмиссии, шасси автомобилей, блоков цилиндров и многих других важных деталей.
Экструзия алюминия играет жизненно важную роль в производстве ядерных реакторов, охлаждающих устройств в электронике, кондиционерах и трубках конденсаторов. Экструдированный алюминий обладает немагнитными свойствами, что делает его пригодным для изготовления домашних проводов, коаксиальных кабелей и алюминиевых корпусов.
Кроме того, коррозионная стойкость и устойчивость к ржавчине этого алюминиевого материала делают его идеальным для наружного применения. Важно отметить, что алюминиевые профили обладают высокими отражающими свойствами. В результате они отлично защищают продукты от инфракрасного излучения, света и радиоволн.
Мелкие экструдированные алюминиевые детали на заказ в WayKen
Если вам нужен надежный производитель, который поможет вам в изготовлении мелкосерийных экструдированных алюминиевых деталей, WayKen — это правильный выбор. Мы предлагаем изготовление высококачественных алюминиевых профилей для качественных компонентов с превосходными свойствами коррозионной стойкости и износостойкости.
Наша команда профессиональных инженеров и передовых технологий позволяет нам предоставлять индивидуальные услуги по экструзии алюминия и другие услуги по механической обработке алюминия. Кроме того, мы предлагаем различные варианты обработки поверхности ваших конечных продуктов.
Просто свяжитесь с нами сегодня, и пусть WayKen удовлетворит все ваши потребности в обработке.Заключение
Экструзия алюминия – это экономичный производственный процесс, позволяющий изготавливать различные изделия различной формы. Этот процесс помогает производить различные простые или сложные формы с превосходными свойствами продукта. Вы можете создавать профили длиной от 8 до 24 футов, которые могут быть изготовлены, термообработаны и иметь варианты отделки, которые наилучшим образом соответствуют спецификации вашего продукта. Тем не менее, вы должны тщательно следовать шагам экструзии и советам по дизайну, чтобы получить наилучшие результаты.
Какие алюминиевые сплавы подходят для экструзии?
Алюминий 6063 идеально подходит для процесса экструзии. Однако 6061 обычно прочнее. Таким образом, если прочность является основным требованием для приложения, 6061 является подходящим выбором между ними.
Какие факторы влияют на затраты на экструзию алюминия?
Критическими факторами, влияющими на затраты на экструзию алюминия, являются затраты на штампы и инструменты, текущие затраты на алюминий, затраты на рабочую силу и производство, отделку поверхности и вторичные операции, а также объем производства.
 Вот некоторые из этих вариантов:
Вот некоторые из этих вариантов:
 Пескоструйная обработка помогает упростить дальнейшие операции, такие как механическая обработка и покраска, придавая вашим экструдированным алюминиевым профилям эстетичный матовый вид.
Пескоструйная обработка помогает упростить дальнейшие операции, такие как механическая обработка и покраска, придавая вашим экструдированным алюминиевым профилям эстетичный матовый вид.

 Просто свяжитесь с нами сегодня, и пусть WayKen удовлетворит все ваши потребности в обработке.
Просто свяжитесь с нами сегодня, и пусть WayKen удовлетворит все ваши потребности в обработке.