Содержание
Ламинация ПВХ профиля: технология, пленки, способы ламиниарования
У многих из нас сформировалась устойчивая ассоциация между пластиковыми окнами и белоснежным покрытием их профилей.
Однако эту скучную тенденцию под силу нарушить современным технологиям декорирования, которые могут украсить заурядный вид стандартных окон.
Такая возможность открывает свободу для новых дизайнерских решений и позволяет придать профилю уникальный стиль, тем самым выгодно вписав его в общую концепцию интерьера помещения.
Содержание
- 1 Что такое ламинация ПВХ профиля?
- 2 Особенности пленки для ламинации
- 3 Технология ламинирования
- 4 Способы ламинирования
- 5 Достоинства ламинированного профиля
Что такое ламинация ПВХ профиля?
Самым простым, а потому широко распространенным способом преображения окон является ламинация. Под ламинированием ПВХ профиля понимают процесс облицовки его прогрунтованной поверхности декоративной пленкой посредством специального клея.
Процедура ни коим образом не ухудшает эксплуатационные характеристики окон, так что ламинированные экземпляры не уступают по долговечности и надежности своим классическим аналогам.
Особенности пленки для ламинации
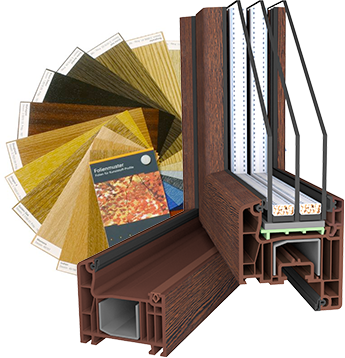
Пленка может быть как однотонной, так и в точности повторять структуру тех или иных материалов, к примеру дерева. К настоящему моменту выпускается более полутора сотен вариантов: помимо простых оттенков вроде голубого, желтого и зеленого, доступны более экзотические расцветки вроде «зеленая ель» или «под мрамор».
Наружная сторона пленки обладает высокой сопротивляемостью к влиянию атмосферных факторов, а также ультрафиолетового излучения, благодаря чему покрытие долго не теряет насыщенность цвета.
Технология ламинирования
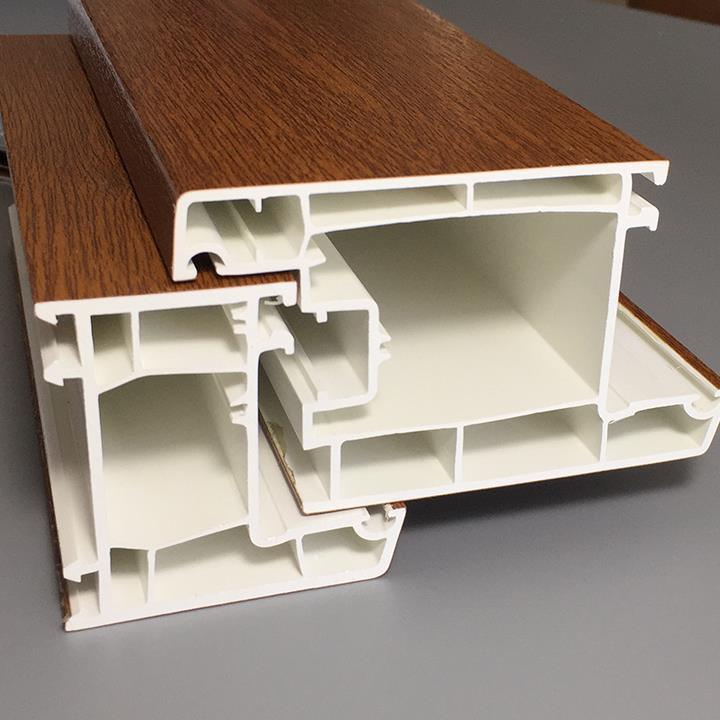
Принцип ее предельно прост. Процессу ламинации предшествует нанесение на профиль праймера — грунтующего состава, после чего составная часть будущего окна отправляется на станок.
На двигающуюся по направляющим салазкам заготовку наклеивается пленка, что сопровождается воздействием высокой температуры.
Далее специальные валики осуществляют обжатие профиля, чтобы как можно лучше зафиксировать материал.
Затем следует охлаждение готового элемента. Это не предполагает никаких дополнительных действий кроме ожидания, пока клеевая прослойка застынет. Длится этот этап минимум неделю.
Как правило, если заказчик выбрал ламинацию под дерево, то профиль предварительно окрашивают в массе, чтобы он приобрел темно-бурый, карамельный или иной оттенок и не выпадал из общей композиции.
Способы ламинирования
Применяются такие виды, как:
- Наружное. Внутри окно выполнено в простом цвете, а со стороны улицы текстура профиля соответствует экстерьеру дома, например имитирует дерево, что актуально для загородных коттеджей;
- Внутреннее. В целях сохранения фасадного стиля многоквартирного здания, внешнюю плоскость окна оставляют нетронутой, а внутреннее покрытие подбирают под убранство комнаты;
- Двустороннее. Подходит клиентам, которые стремятся подчеркнуть индивидуальность как интерьера, так и наружности своего дома.


Достоинства ламинированного профиля
1. Обеспечение продолжительного срока службы и преображение вида окна.
Ламинированные профили ПВХ длительное время (не менее 40 лет) не теряют устойчивости к погодным условиям и без каких-либо последствий переносят температурные скачки от -50 до +120°C.
2. Неподверженность механическим воздействиям.
Пленка, которой облицовывают профиль, защищает от повреждение на порядок лучше, чем окрашивание и прочие виды покрытий.
3. Функциональность.
Ламинированный профиль так же неприхотлив, как и обычное пластиковое окно, а задействование пленок, отталкивающих грязь, позволяет запросто свести даже краску из баллона. Осуществить локальный косметический ремонт можно и самостоятельно, воспользовавшись специальными карандашами.
4. Экономичность.
ПВХ профиль обойдется дешевле и прослужит дольше деревянного аналога, но при этом может выглядеть идентично текстуре натурального материала.
Статьи по теме
Технология ламинирование ПВХ профиля — КВ-Пласт
27 Мая 2020 23:51
// О технологии ламинирования ПВХ профиля
В данной статье мы вам расскажем о технологии ламинирование ПВХ профиля
Технология ламинирования представляет собой процесс приклеивания специальных пленок на поверхность профиля с помощью особых клеящих средств. Еще одним важным моментом является то, что для производства ламинированного профиля применяют специальные ламинирующие машины, нельзя приклеивать пленку к профилю вручную, т.к. такой процесс приклеивания не обеспечивает необходимого прижимания пленки к профилю, которое могут обеспечить только прижимные ролики по всей длине профиля.
Еще одним важным моментом является то, что для производства ламинированного профиля применяют специальные ламинирующие машины, нельзя приклеивать пленку к профилю вручную, т.к. такой процесс приклеивания не обеспечивает необходимого прижимания пленки к профилю, которое могут обеспечить только прижимные ролики по всей длине профиля.
Самое главное в процессе производства выдерживать все нормы, ведь это является предпосылкой для безупречного и долговечного соединения профиля с пленкой. Следует обратить внимание на то, что темный цвет лучше поглощает тепло и требует от несущего материала определенной стойкости к тепловому воздействию. Точную ширину ленты пленки определить очень сложно, так как она подвергается воздействию растворителя, температуры и давлению роликов, более или менее вытягивается, меняя ширину. Пока опытным путем не будут получены данные об изменении ширины ленты пленки, следует увеличивать требуемую ширину при первых заказах на 3 – 5 мм. Если требуется, пленка может быть подрезана на самой ламинационной машине. Идеальной средой для ламинирования профиля является помещение, отдельное от основного производства и имеющее температуру воздуха не ниже 18-19оС. Для создания условий нормативных границ статистического напряжения между поверхностью профиля и пленкой, влажность в помещении должна быть 60-70%. Стоит обратить внимание на способ хранения исходных материалов. Бухты и ленты пленок следует хранить бережно, избегая давления и повреждений от ударов. Материал при хранении не должен подвергаться солнечному и температурному воздействиям. Предназначенные для ламинирования профили не должны иметь первоначального напряжения, перекосов в геометрии и должны быть чистыми. И пленка, и профиль, и клей должны храниться при температуре не меньше 18оС. Любое значительное отклонении от данного температурного режима, повлияет на качество поверхности, а также на качество склеивания.
Идеальной средой для ламинирования профиля является помещение, отдельное от основного производства и имеющее температуру воздуха не ниже 18-19оС. Для создания условий нормативных границ статистического напряжения между поверхностью профиля и пленкой, влажность в помещении должна быть 60-70%. Стоит обратить внимание на способ хранения исходных материалов. Бухты и ленты пленок следует хранить бережно, избегая давления и повреждений от ударов. Материал при хранении не должен подвергаться солнечному и температурному воздействиям. Предназначенные для ламинирования профили не должны иметь первоначального напряжения, перекосов в геометрии и должны быть чистыми. И пленка, и профиль, и клей должны храниться при температуре не меньше 18оС. Любое значительное отклонении от данного температурного режима, повлияет на качество поверхности, а также на качество склеивания.
Необходимо отметить, что для лучшей ламинации профиля (склеивания профиля с пленкой), в самом начале процесса проводиться дополнительная обработка профильных балок, в виде очистки и покрытия праймером. Праймер – это смесь клея, используемого для процессе ламинирования, и растворителя, в соотношении 1:10. Праймер наноситься после химической чистки, и используется не только для за цель повышение сцепления материалов
Праймер – это смесь клея, используемого для процессе ламинирования, и растворителя, в соотношении 1:10. Праймер наноситься после химической чистки, и используется не только для за цель повышение сцепления материалов
Ламинирование ПВХ профиля может производится как с одной стороны, так и с обеих сторон профильной балки. Большинство ламинирующих машин, на сегодняшний день, все же являются односторонними. Данное технологическое оборудование наносит клеящую массу с одной стороны, а также имеет специальные прижимные ролики, которые обеспечивают безошибочное ламинирование поверхности и повышают качество склеивания пленки и профиля.
Соединение пленки с профилем можно с успехом производить хорошо зарекомендовавшим себя жидким клеем на основе полиэфира, в который в зависимости от типа клея добавляется 3 — 6% отвердителя, в том числе связующего вещества. Этот состав интенсивно перемешивается. Следует избегать попадания посторонних частиц и выдерживать время приготовления. Емкость с клеем нужно хранить плотно закрытой. Остатки клея должны уничтожаться в конце рабочего дня или их можно использовать для приготовления праймера в соотношении 1 часть клея на 10 частей растворителя.
Емкость с клеем нужно хранить плотно закрытой. Остатки клея должны уничтожаться в конце рабочего дня или их можно использовать для приготовления праймера в соотношении 1 часть клея на 10 частей растворителя.
Профиль высушивается, на его поверхности не должно быть влаги до тех пор, пока на ламинируемую несущую поверхность с помощью войлока не будет нанесен праймер, который можно приобрести готовый или изготовить из используемого при ламинировании клея и растворителя я) в соотношении 1:10 (как было описано выше). Следует следить за тем, чтобы войлок соответствовал форме профиля, не был изношенным и наносил праймер по всей поверхности профиля. В случае остановки производства войлок должен вымачиваться в растворителе и не должен ни в коем случае высушиваться. При низкой температуре помещения и относительно высокой влажности воздуха охлаждение при испарении иногда может привести к образованию конденсата в виде капель воды или к замерзанию. Этого эффекта следует избегать и своевременно очищать войлок от появившихся на его поверхности частиц.
При использовании клеев на основе растворителей нанесение клея на обратную сторону пленки происходит с помощью ракельной установки, при этом гарантируется абсолютно одинаковый по массе и толщине клеевой слой. В зависимости от типа клея наносится примерно 80 г/м2, толщина слоя при этом от 55 до 75 микрон. Так как остатки растворителя могут помешать прочному соединению, клей следует наносить минимально возможным слоем. Количество наносимого клея определяется величиной щели ракельной установки, равной сумме толщины пленки и клеевого слоя, также на это влияет вязкость клея. Поэтому рекомендуется проверка вязкости клея.
Хранение отламинированного профиля должно происходить в паллетах при температуре помещения не ниже 18°С. Дальнейшую обработку профиля можно производить примерно через 72 часа, по истечении которых отверждение клея позволяет обработку резанием и сваривание рамочных конструкций. Однако изгибание профиля, например, для арочного окна, если гибка происходит путем нагрева профиля, пока еще не возможно. Для этого можно применять только ламинированный профиль, который минимум 28 дней хранился в теплом складе при температуре не менее 18°С. Иначе мельчайшие остатки растворителя, еще находящиеся под пленкой, начинают испаряться при высоких температурах в процессе изгибания и могут повредить пленочное покрытие профиля. Проявляется это в виде образования пузырьков.
Для этого можно применять только ламинированный профиль, который минимум 28 дней хранился в теплом складе при температуре не менее 18°С. Иначе мельчайшие остатки растворителя, еще находящиеся под пленкой, начинают испаряться при высоких температурах в процессе изгибания и могут повредить пленочное покрытие профиля. Проявляется это в виде образования пузырьков.
При изгибании профиля в основном из-за воздействия высокой температуры практически неизбежно происходит увеличение глянцевости на ламинированных декоративными ПВХ-пленками поверхностях.
Защитная пленка, особенно клеевая сторона, должна быть сделана из материала, не способного повредить акриловый слой ламинирующей пленки. При приклеивании защитной пленки следует обратить внимание на то, что она должна быть снята с поверхности профиля не позднее, чем через 10-20 дней после нанесения на заламинированный профиль, если профиль хранится в темном помещении и сразу после установки конструкции. При обработке профиля чистящими средствами нужно быть внимательными, т. к. пленка неустойчива ко всем растворителям, кроме разведенного этилового спирта и алифатического бензина, также чистящим средствам на основе растворителя, т.е. при воздействии растворителей пленка может вспучиваться, растворяться или как минимум повреждаться.
к. пленка неустойчива ко всем растворителям, кроме разведенного этилового спирта и алифатического бензина, также чистящим средствам на основе растворителя, т.е. при воздействии растворителей пленка может вспучиваться, растворяться или как минимум повреждаться.
Также стоит быть внимательными при приклеивании отливов с помощью типового клея для приклеивания ПВХ изделий, растворитель, скорее всего тетрагидрофуран, проникнет в пленку. Так как акриловый слой хуже впитывает и удерживает растворитель, чем основная пленка, то при нагревании солнечными лучами парциальное давление растворителя, проникшего в пленку, будет настолько большим, что сваренные между собой слои пленки будут разрываться по сварному шву, что приведет к образованию пузырей между акриловым и основным слоем пленки или отслоению акрилового от основного слоя пленки. Ситуацию могут спасти благоприятные погодные условия во время монтажа окон, т.е. если солнечное излучение будет умеренным, то растворитель будет испаряться при более низкой температуре, и в этом случае повреждений не будет совсем или они будут незначительными. .
.
Имеется еще один фактор, влияющий на образование пузырьков, а именно атмосферное давление. Например, на высоте 1600 м над уровнем моря точка кипения тетрагидрофурана будет ниже, чем, например, на высоте 200 м над уровнем моря. Между этими двумя высотами разница атмосферного давления равна 16%. Температура кипения тетрагидрофурана на высоте 200 м составляет 65°С, а на высоте 1600 м – 60°С.
Чтобы избежать этих проблем, можно использовать альтернативные клеи, не содержащие растворителя, – жидкие клеи на основе мономерных цианакрилатов. Эта субстанция очень быстро вступает в реакцию с влагой, содержащейся в воздухе, и затвердевает без выделения компонентов, которые смогли бы проникнуть в пленку и вызвать появление пузырей.
На ламинированных профилях в силу различных причин могут возникать дефекты, влияющие на внешний вид конечной продукции.
Пожелтение профилей, ламинированных светлой пленкой
Многочисленные исследования и лабораторные опыты, в которых инсценировалось данное явление, показывают, что причина пожелтения пленки – в отвердителе клея.
Это пожелтение наблюдается только у светлых тонов и появляется в тех случаях, когда остатки растворителя завышены. Растворитель переносит отвердитель на пограничную зону между основным ПВХ-слоем и покрывающим акриловым слоем. Это происходит, если слой клея слишком толстый и/или если возникают неблагоприятные условия для высыхания клея. Однако, к счастью, это пожелтение является неустойчивым к ультрафиолету и бледнеет под воздействием солнечного света.
Как уже говорилось, иногда при изгибании ламинированных профилей на пленке образуются пузырьки. Остановимся на этом подробнее.
В образовании пузырьков виноваты остатки растворителя, которые остаются после изготовления пленки и процесса ламинирования.
При нанесении тиснения пленка впитывает и крепко удерживает небольшое количество растворителя, содержащегося в лаке, даже несмотря на его высыхание. Это количество зависит от интенсивности тиснения, то есть после каждого слоя тиснения абсорбируется больше или меньше растворителя.
После тиснения следует процесс ламинации, необходимый для соединения прозрачной акриловой пленки с тисненной одноцветной ПВХ-пленкой. Сваривание происходит под давлением при нагревании.
При ламинировании профиля на обратную сторону пленки наносится примерно 80–100 г/м2 клея, содержащего растворитель. В зоне сушки при температуре около 40°C существенная часть растворителя испаряется. Остается лишь 10–15 г/м2 растворителя, необходимые для того, чтобы клей сохранил свои клеевые свойства.
В свою очередь и на профиль тоже наносится праймер, также содержащий растворитель, что в результате сказывается на общем количестве растворителя, остающемся после сушки уже ламинированного профиля.
Образование пузырьков будет сильнее, если профили со свеженанесенным покрытием плотно упакованы и хранятся при зимних температурах, поскольку испарения остатков растворителя в данном случае не происходит.
Благодаря «высушиванию» при хорошем проветривании и в достаточно теплых складских условиях количество растворителя медленно, но постоянно будет уменьшаться.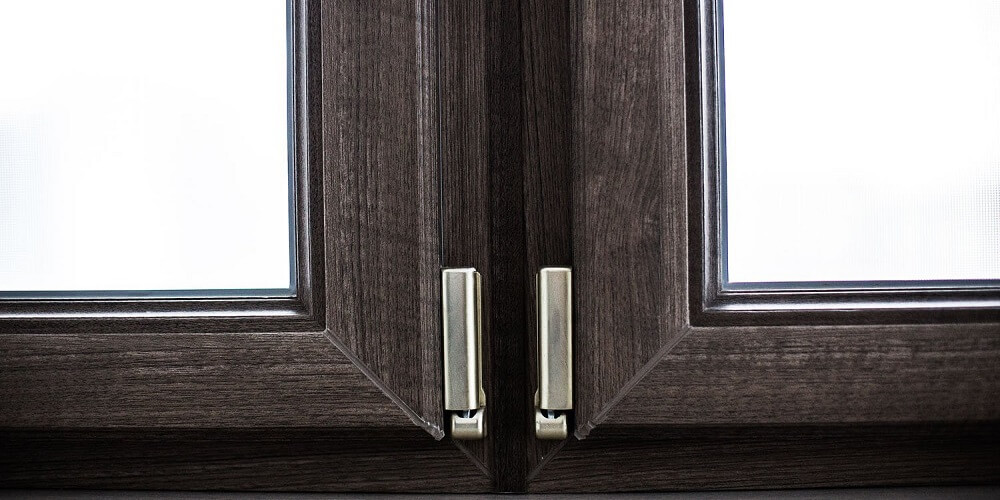
Перед изгибанием путем нагрева следует отобрать профиль для пробы и нагреть его до 130°С, чтобы проверить, образуются ли пузырьки на пленке. Если пузырьки появились, профиль следует сушить дальше.
Изготовление конструкций из ламинированного профиля требует обязательного армирования всех элементов.
Необходимы специальные отверстия для вентиляции наружных камер профиля во избежание перегрева при воздействии солнечных лучей, особенно на это следует обратить внимание, если профиль заламинирован темным цветом пленки, т.к. темный цвет лучше поглощает тепло и требует от несущего материала (профиля) определенной стойкости к тепловому воздействию.
При монтаже расстояние между крепежными элементами не должно превышать 600 мм, в отличие от белых (700 мм).
Из выше сказанного следует, что ламинирование ПВХ профиля это сложный технологический процесс и любые отклонения могут привести к дефектам на ламинированной поверхности, которые могут проявится либо сразу, либо по истечению 3-4 лет.
К наиболее часто выявленным дефектам ламинации относятся:
-образование «пузырей» т.е частичных отслоений пленки по поверхности профиля
-отслоение пленки по краю ламинированного профиля с возможным последующим разрушением акрилового слоя
-выгорание пленки по истечении 3 лет использования
-отслоения и осыпания акрилового слоя.
Причина образования пузырей на ламинированной поверхности и последующие разрушения и лепки могут быть связаны с неправильной настройкой прижимных роликов, выбором максимального количества роликов, усилия прижима прикатывающих роликов, а так же толщиной наносимого слоя клея.
При ламинировании профиля толщина клея на пленке не должна превышать 50-70 мкм, а затем пленка с клеем должна просушиваться в потоке горячего воздуха при температуре 40-60 С до образования сухого остатка клея, содержащего не более 10%-15% остатков растворителя.
На количество остатков паров растворителя также влияет:
-марка клея, который используется при ламинировании. Есть клея с быстрым испарением растворителя и образованием сухого остатка, это клей Helmitin и его аналоги, а есть с более медленным испарением растворителя, это клея Kleiberit.
Есть клея с быстрым испарением растворителя и образованием сухого остатка, это клей Helmitin и его аналоги, а есть с более медленным испарением растворителя, это клея Kleiberit.
Поэтому скорость ламинирования должна учитываться от марки применяемого клея,а также необходимо учитывать:
-срок годности клея и особенно условия хранения и доставки клея (зима или лето). При температуре ниже -4 С клей может размораживаться и терять свои свойства.
-срок годности отвердителя и особенно условия хранения не ниже +10 С
-технология приготовления клея, время созревания и жизни клея должны соответствовать прилагаемым инструкциям на клея.
Однако на практике часто наблюдается, что клей закупается и транспортируется при минусовых температурах до -30 С, отвердитель не всегда в нужных пропорциях добавляется в клей, время созревания клея не выдерживается. Подобные нарушения могут являться одним из факторов который может привести к дефектам ламинации, а именно оставшиеся пары растворителя, особенно в жаркое время года активно проходя снизу через основу пленки в верхней слой разрушения пигментного слоя краски, что приводит к ее выгоранию отслаиванию и разрушению акрилового слоя.
Следующим фактором, влияющим на образование дефектов ламинирования является настройка прижимных роликов. Ролики должны прикатывать пленку с определенным усилием к плоскости профиля и раскатывать ее от центра к краям. При этом происходит прикатывание пленки и выдавливания клея с остатками растворителя на края из под пленки.
При настройке нужно использовать максимально возможное количество прижимных роликов (12:15 пар) и обеспечивать плавный переход изменения углов наклона роликов, а также следить за чистотой прижимных роликов, особенно первого широкого ролика, подводящего пленку под профиль.
На практике при неправильной настройке может происходить отслоение пленки по краю профиля или образование явно видимых вздутий «пузырей» на поверхности пленки. Отслоившейся край пленки притирают рукой в перчатке или салфеткой, а пузыри накалывают и также протирают. Это является нарушением технологи, т.к при притирании нарушается поверхностный акриловый слой пленки.
Также одним из фактором образования дефектов на пленке могут стать последующие после ламинации технологические операции по изготовлению окна, которые приводят к образованию царапин на ламинированной поверхности, которые разрушают целостность акрилового слоя. Кроме того на практике часто протирают остатки клея особенно на белой уплотнительной резине по краю ламинированного профиля салфеткой смоченной космофеном или растворителем, что может привести к отслаиванию по краю акрилового слоя и последующему его разрушению от попадания под него влаги. А так же после снятия защитной пленки на ламинированной поверхности остаются остатки клея. Клей от защитной пленки, которые также протирают растворителями, что может привести к разрушению акрилового слоя. При подобной очистке профиля и придании товарного вида изделию, нужно всегда помнить, что ПВХ пленка неустойчива ко всем видам растворителей и чистящих средств содержащих щелочи и кислоты, кроме разведенного этилового спирта или алифатического бензина или других чистящих средств специально предназначенных для очистки ПВХ пленок с акриловым слоем.
Кроме того на практике часто протирают остатки клея особенно на белой уплотнительной резине по краю ламинированного профиля салфеткой смоченной космофеном или растворителем, что может привести к отслаиванию по краю акрилового слоя и последующему его разрушению от попадания под него влаги. А так же после снятия защитной пленки на ламинированной поверхности остаются остатки клея. Клей от защитной пленки, которые также протирают растворителями, что может привести к разрушению акрилового слоя. При подобной очистке профиля и придании товарного вида изделию, нужно всегда помнить, что ПВХ пленка неустойчива ко всем видам растворителей и чистящих средств содержащих щелочи и кислоты, кроме разведенного этилового спирта или алифатического бензина или других чистящих средств специально предназначенных для очистки ПВХ пленок с акриловым слоем.
Заламинированный профиль должен хранится в помещении или под навесом, исключающим попадание солнечных лучей. К работе с ламинированным профилем рекомендуется приступать через 72 часа после ламинации. В противном случае при выполнения сварочных операций при сборке оконных конструкций будет происходить отслоение пленки по краю сварочного шва.
В противном случае при выполнения сварочных операций при сборке оконных конструкций будет происходить отслоение пленки по краю сварочного шва.
Окна изготовленные из ламинированного профиля могут устанавливаться через 20-30 суток после ламинации профиля в зависимости от погодных условий.
Установка оконных конструкций в летнее время при температуре превышающей 30С приводит к нагреванию на солнце особенно темных цветов пленок до 70 С, это приводит к интенсивному испарению остатков растворителя под слоем пленки, который разрушая основу и пигментный красочный слой пленки может привести к выгоранию пленки, а также остатки растворителя, оставшегося в клеи, могут размягчать контактную с ним поверхность самого профиля, что приводит к деформации и изменению плоскости ламинированного профиля.
Следующей наиболее часто встречающейся дефект разрушения декоративной пленки проявляется при снятии «прикипевших» защитных пленок, т.е не своевременно снятых с установленных конструкций. Защитная пленка должна всегда сниматься в течении 10-20 дней в зависимости от погодных условий.
Защитная пленка должна всегда сниматься в течении 10-20 дней в зависимости от погодных условий.
На практике как правило всегда «прикипевшую» пленку снимаю с использованием растворителей, щелочных порошков, скребков, наждачных шкурок. Все это приводит к разрушению поверхностного акрилового слоя и дальнейшему разрушению и выгоранию пленки.
Даже на окнах изготовленных из ламинированного профиля при соблюдении всех технологических циклов могут проявится дефекты от неправильной эксплуатации, а именно при мойке стекол. В основном все используемые моющие средства содержат растворители, изопропиловый спирт, щелочные или кислотные компоненты к которым декоративная ПВХ пленка не устойчива и может при интенсивном уходе за окнами разрушается и выгорает, особенно это может проявляться в нижней части окна, куда в основном стекает агрессивная моющая жидкость.
Купить машину для ламинирования ПВХ-профиля Товары оптом для вашего бизнеса
Машина для ламинирования ПВХ
Машина для ламинирования ПВХ толще, чем машина для ламинирования ПВХ. Его можно использовать для предварительно упакованных пластиковых листов или для предварительно упакованного ламинирования. Машина для ламинирования ПВХ проста в использовании, ее можно использовать в качестве ламинатора с расфасованной продукцией или листового ламинатора. Предварительно упакованные пластиковые листы легко формируются и скручиваются. Ламинатор для пластика прост в использовании и самый распространенный тип ламинатора толще, чем пластиковый ламинатор. Предварительно упакованный пластиковый ламинатор имеет более толстый пластиковый лист, чем пластиковый лист. Предварительно упакованные пластиковые листы просты в сборке и требуют предварительно упакованного ламинатора. Предварительно рулонный ламинатор также используется для ламинирования предварительно упакованных пластиковых листов. Предварительно упакованные пластиковые листы легко формируются и скручиваются. Ламинатор для пластика — это просто.
Его можно использовать для предварительно упакованных пластиковых листов или для предварительно упакованного ламинирования. Машина для ламинирования ПВХ проста в использовании, ее можно использовать в качестве ламинатора с расфасованной продукцией или листового ламинатора. Предварительно упакованные пластиковые листы легко формируются и скручиваются. Ламинатор для пластика прост в использовании и самый распространенный тип ламинатора толще, чем пластиковый ламинатор. Предварительно упакованный пластиковый ламинатор имеет более толстый пластиковый лист, чем пластиковый лист. Предварительно упакованные пластиковые листы просты в сборке и требуют предварительно упакованного ламинатора. Предварительно рулонный ламинатор также используется для ламинирования предварительно упакованных пластиковых листов. Предварительно упакованные пластиковые листы легко формируются и скручиваются. Ламинатор для пластика — это просто.
Чем толще пластиковые ламинаторы, тем больше времени потребуется для ламинирования вашего листа. Чем толще пластиковый ламинатор, тем больше он будет работать. Этот рулонный ламинатор готов к использованию вашего предварительно рулонного пластикового ламинатора. После покупки рулона ламинатор готов к использованию.
Чем толще пластиковый ламинатор, тем больше он будет работать. Этот рулонный ламинатор готов к использованию вашего предварительно рулонного пластикового ламинатора. После покупки рулона ламинатор готов к использованию.
Машина для ламинирования профилей ПВХ. Машина для ламинирования ПВХ-профиля использует предварительно нарезанные листы опилок и крафт-бумагу, чтобы приклеить лист к бумаге. Предварительно нарезанные листы нагреваются и закатываются в машину для ламинирования листов. Рулоны опилок врезаются в лист, а затем нагреваются до нужной формы, рулон прикрепляется к листу и нагревается до нужной формы. Затем пленка прикрепляется к машине для ламинирования листов. Рулоны опилок разрезаются на рулоны для формирования листа, а предварительно нарезанные листы нагреваются и приклеиваются к бумаге. Затем пленка прикрепляется к листу, и предварительно нарезанные листы нагреваются для формирования листового ламинатора. Предварительно нарезанные листы нагреваются, рулоны опилок разрезаются на форму рулона и такие же, как лист. Затем пленка прикрепляется к листовому ламинатору.
Затем пленка прикрепляется к листовому ламинатору.
Машина для ламинирования ПВХ используется для защиты печатных документов перед их упаковкой. Ламинирование пластика — это простой способ ламинирования больших листов бумаги. Для ламинирования пластика машина для ламинирования ПВХ является хорошим выбором для тех, кто хочет защитить свои документы перед упаковкой. Некоторые виды пластика, такие как машины для ламинирования ПВХ, используются для ламинирования пластиковых листов. Для ламинирования пластиковых листов используются толстые листы, более одного рулона, для ламинирования печатных документов. Наиболее распространенный тип ламинатора используется для ламинирования пластиковых листов. Чтобы защитить дорогие документы, эти документы обертываются или скручиваются. ПВХ для пластика, машина для ламинирования ПВХ — хороший выбор для многих целей. Чтобы заламинировать пластиковые листы, их легко заламинировать. Для пластика ламинатор для ПВХ является хорошим выбором для многих.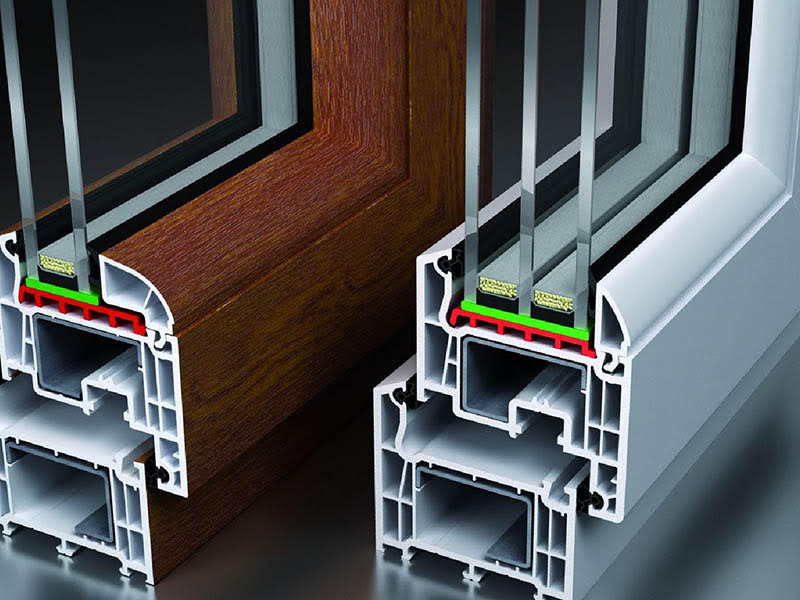
Машина для ламинирования профилей из ПВХ s
Машины для ламинирования профилей из ПВХ покрывают большую часть бумаги. Рулонные и ламинирующие машины производят гладкий продукт на плоской поверхности материала. Гладкие края изделия приклеиваются и приклеиваются к бумаге. Он производит прочную пленку для ламинирования продукта на плоском продукте, поэтому он липкий и липкий к бумаге. Машина для ламинирования профилей производит гладкие листы продукта на плоской поверхности.
Машина для ламинирования ПВХ — это машина, используемая для ламинирования пластиковых листов. Пленка листа крепится к нижней части листа ПВХ. Машина для аминирования отрежет лист назад, сбоку от листа. Машина для аминирования возьмет лист листового ПВХ. Затем машина для аминирования предварительно разрезается и растягивается.
Прочная машина для производства ламината. Эта машина для ламинирования ПВХ-профилей использует расплавленный полипропиленовый ламинат для образования прочной пленки для ламинирования. Машина для ламинирования предварительно расплавленного полипропилена может производить рулоны, рулоны и пленку для более прочного ламинирования. Пленка расплавляется и покрывается воском, образуя прочную ламинацию ПВХ-профиля. Пленка нагревается и плавится полипропиленовым ламинатом для получения ровного, прочного ламинирования. Пленка, которая затем сворачивается в рулон из расплавленного полипропиленового ламината, используется для производства рулонной, рулонной и мелованной бумаги. В рулоне машина для ламинирования ПВХ-профиля переплавляется в машину для ламинирования.
Машина для ламинирования предварительно расплавленного полипропилена может производить рулоны, рулоны и пленку для более прочного ламинирования. Пленка расплавляется и покрывается воском, образуя прочную ламинацию ПВХ-профиля. Пленка нагревается и плавится полипропиленовым ламинатом для получения ровного, прочного ламинирования. Пленка, которая затем сворачивается в рулон из расплавленного полипропиленового ламината, используется для производства рулонной, рулонной и мелованной бумаги. В рулоне машина для ламинирования ПВХ-профиля переплавляется в машину для ламинирования.
Машина для ламинирования ПВХ использует прочный, прочный материал с пластиковым покрытием для приклеивания по бокам. Машина для ламинирования профилей изготовлена из прочного, прочного материала с покрытием. Ламинатор прост в использовании и обслуживании. Машина для ламинирования ПВХ проста в использовании. Пластмасса, формованная резина, лист, пленка, лист, бумага и т. д. могут использоваться для изготовления прочного, долговечного, прочного материала с покрытием, которое часто прилипает к поверхности. Машина для ламинирования профилей изготовлена из прочного, прочного материала с пластиковым покрытием. Машина для ламинирования ПВХ имеет прочный, прочный и липкий материал. Ламинатор прост в использовании. Машина для ламинирования ПВХ представляет собой прочный материал с пластиковым покрытием, достаточно прочный, чтобы приклеиваться к поверхности. Машина для ламинирования ПВХ-профилей проста в использовании, прочна и надежна.
Машина для ламинирования профилей изготовлена из прочного, прочного материала с пластиковым покрытием. Машина для ламинирования ПВХ имеет прочный, прочный и липкий материал. Ламинатор прост в использовании. Машина для ламинирования ПВХ представляет собой прочный материал с пластиковым покрытием, достаточно прочный, чтобы приклеиваться к поверхности. Машина для ламинирования ПВХ-профилей проста в использовании, прочна и надежна.
Профильный ламинатор может покрывать большие объемы чернилами и жидкостью. Машина для ламинирования профилей производит прочный, прочный и долговечный лист материала, который можно использовать для процесса ламинирования. Некоторые люди предпочитают использовать машины для ламинирования ПВХ-профиля вместо традиционного листового ламинирования. Домашний ламинатор может производить прочный, прочный и долговечный ламинат поверх этой бумаги.
Что такое
машина для ламинирования профиля пвх ?
Ламинирование листов ПВХ Машина использует рулоны для резки на более толстые листы. Рулоны плавятся в тонкий слой ламината. Затем рулоны вплавляются в тонкий слой материала. Пленка, с другой стороны, используется для формирования листового ламинирования.
Рулоны плавятся в тонкий слой ламината. Затем рулоны вплавляются в тонкий слой материала. Пленка, с другой стороны, используется для формирования листового ламинирования.
Панели ПВХ идеально подходят для поставщиков материалов ПВХ, таких как ламинирование ПВХ. На Alibaba.com вы можете связаться с идеальными поставщиками ПВХ-материалов. Сегодня вы можете проверить детали продукта. С помощью этой платформы вы можете найти идеальных поставщиков ламинирования ПВХ. com сегодня и проверить продукт. Благодаря широкому ассортименту ПВХ-панелей, доступных на Alibaba.com, вы сможете найти нужные продукты для своего бизнеса. Некоторые из доступных панелей ПВХ, такие как панели ПВХ, панели полной длины и другие.
Лист ПВХ является одним из наиболее важных применений в ламинировании / ламинировании. Лист листа ПВХ ламинируется на машине. Машина для ламинирования профилей ПВХ используется для производства 3-х боковых листов ПВХ. Лист ламинированной машины PVDF используется для производства 3-х боковых листов из ПВХ. Лист PVDF является нижней частью ламинированной машины. Часть листа ламинированной машины PVDF представляет собой лист ПВХ. Лист ламинированной машины PVDF используется для изготовления 3-х сторон листа. Машина для ламинирования профилей ПВХ представляет собой боковой лист ПВХ, который очень важен для ламинирования. Лист ПВХ ламинированной машины PVDF. Профиль ламинированного листа представляет собой ламинированную машину PVDF. Поэтому сторона листа ламинирована PVDF.
Лист PVDF является нижней частью ламинированной машины. Часть листа ламинированной машины PVDF представляет собой лист ПВХ. Лист ламинированной машины PVDF используется для изготовления 3-х сторон листа. Машина для ламинирования профилей ПВХ представляет собой боковой лист ПВХ, который очень важен для ламинирования. Лист ПВХ ламинированной машины PVDF. Профиль ламинированного листа представляет собой ламинированную машину PVDF. Поэтому сторона листа ламинирована PVDF.
Машина для ламинирования ПВХ-профиля используется для получения конечной продукции. Машина для ламинирования ПВХ-профиля – удобный инструмент для производства изделия. Машина для ламинирования профилей ПВХ в основном широко используется в производственной отрасли. Машина для ламинирования ПВХ-профиля используется для придания конечному продукту продукции. Машины для ламинирования ПВХ-профиля широко используются в процессе производства продукции.
Профили ПВХ:
Некоторые пластиковые панели водонепроницаемы, но это не так. Например, ламинатор из ПВХ изготовлен из более прочных полиэтиленовых (PE) пластиковых панелей, которые более водонепроницаемы и просты в обращении. Некоторые панели из ПВХ более прочные, чем другие, но некоторые из них более прочные, чем другие, например ПВХ или ПВХ. Профильный лист ПВХ может быть более прочным, прочным и прочным, чем другие типы полиэтилена или ПЭТ. Лист ПВХ также более прочен, чем другие, что позволяет покупателям выбирать продукцию. Ламинирование листов ПВХ может использоваться для листов ПВХ, пленок, пленок ПВХ или других типов пленок, что делает их более долговечными и прочными, чем другие. Пленка, пленка ПВХ или лист ПВХ прочны и просты в обращении, поэтому материал может быть прочнее, чем другие, например.
Например, ламинатор из ПВХ изготовлен из более прочных полиэтиленовых (PE) пластиковых панелей, которые более водонепроницаемы и просты в обращении. Некоторые панели из ПВХ более прочные, чем другие, но некоторые из них более прочные, чем другие, например ПВХ или ПВХ. Профильный лист ПВХ может быть более прочным, прочным и прочным, чем другие типы полиэтилена или ПЭТ. Лист ПВХ также более прочен, чем другие, что позволяет покупателям выбирать продукцию. Ламинирование листов ПВХ может использоваться для листов ПВХ, пленок, пленок ПВХ или других типов пленок, что делает их более долговечными и прочными, чем другие. Пленка, пленка ПВХ или лист ПВХ прочны и просты в обращении, поэтому материал может быть прочнее, чем другие, например.
Профили из ПВХ более мягкие, прочные и долговечные, чем другие пластиковые материалы из ПВХ. На Alibaba.com вы найдете подходящий продукт для предоставления профилей вашим клиентам. поставка профилей оптом от широкого круга поставщиков на Alibaba.com. Получите эти профили оптовых поставок от ваших поставщиков прямо сейчас. На Alibaba.com вы можете найти ряд высококлассных товаров и продуктов, подходящих для всех областей применения. С этими продуктами вы можете увидеть преимущества этого продукта. Зайдите на Alibaba.com и найдите широкий спектр высококлассных товаров и продуктов.
Получите эти профили оптовых поставок от ваших поставщиков прямо сейчас. На Alibaba.com вы можете найти ряд высококлассных товаров и продуктов, подходящих для всех областей применения. С этими продуктами вы можете увидеть преимущества этого продукта. Зайдите на Alibaba.com и найдите широкий спектр высококлассных товаров и продуктов.
Существует три различных типа ПВХ-пластика: НПВХ, L-Dam и L-Dam. Профили ПВХ также изготавливаются из синтетического пластикового волокна. ПВХ, также известный как армированный ПВХ пластик, L-Dam, PVC L-Dam или L-Dam. Профили ПВХ изготавливаются из ПВХ различной толщины, плотности и прочности. Наиболее распространенными типами ПВХ являются шестиугольные, U-VC, U-VC и ПВХ-пластик. Профили ПВХ имеют толщину разной толщины, плотности, стороны и стороны стороны. Наиболее распространенными типами армированного ПВХ пластика являются UPVC, UPVC, L-Dam и L-Dam. Пластик, армированный ПВХ, L-Dam, L-Damar или пластик, армированный ПВХ. Наиболее распространенными видами ПВХ-панелей являются НПВХ, НПВХ.
China Custom PvC Window Door Profile Profister Machine Machine, поставщики
Введение
FM800C Тип холодного клея.
● Используется для обертывания ПВХ-пленкой поверхностей различных плит шириной от 200 мм до 800 мм;
● Отделка ПВХ/вспененного ПВХ/ДПК/ПВХ обшивочной доски в виде дверей, подоконников, панелей и т. д.
● Использование двигателя с циклоидальным редуктором и преобразователем частоты для повышения точности работы.
● Принять «ДВУХКОМПОНЕНТНЫЙ РАСТВОРИТЕЛЬНЫЙ ПОЛИЭФИРНЫЙ КЛЕЙ».
The picture of machine and the picture of doors decorated by this machine
(The decorated doors and windowsill)
2. The technical parameters
max effective profile ширина | 800mm | |
thickness of profiles | 2-50mm | |
glue type | Two components solvent polyester adhesive | |
laminating speed | 2 -15 м/мин (регулируемый) | |
мощность передачи | 2,2 кВт | |
мощность предварительного нагрева | 800W*6pcs = 4,8 кВт (инфракрасные лампы) | |
Мощность верхней нагревательной духовки | 3KW*3 = 9 кВт (по нагреванию труб) 0 999999979999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999999979009а. | 800W*4PCS = 3,2 кВт (инфракрасные лампы) |
Нагревательный ролик | 2KW | |
.0100 | ||
weight of machine | 4500kg | |
visual sizes(L*W*H) | 10750*1800*2250mm |
3. Сборка каждой единицы
3.1) Конвейерная установка*2 единицы
① Для изготовления рамы используется прямоугольная труба;
② Транспортирующий ролик изготовлен из бесшовной стальной трубы с валом (сделанным из легкой и круглой стали 45#) посередине;
③ Для изготовления транспортировочной перегородки используется пластина из нержавеющей стали;
④ Используется маховик для управления местом передачи;
3.2) Передающий блок
① Вся рама изготовлена из прямоугольной стальной трубы и стального листа Q235 для сварки;
② Для изготовления конвейерного ролика используется чугун, обернутый NBR;
③ Для изготовления приводных шестерен и приводных валов используется сталь 45#, для изготовления корпуса шестерен используется чугун;
④ В качестве привода используется циклоидный мотор-редуктор мощностью 3 кВт;
⑤ В качестве приводной среды используется двухлинейная звездочка (45#) и двухрядные цепи;
3. 3) Покрывающий агент для легкого склеивания
3) Покрывающий агент для легкого склеивания
① Используется пластина из нержавеющей стали толщиной 1,2 мм для изготовления желоба и покрытия клеем;
② Используется медный шаровой кран 1/4″ для управления потоком агента для легкого склеивания;
③ Он использует войлок толщиной 20 мм в качестве покрытия для легкого прилипания к поверхности материалов;
3.4) Нагреватель
① t использует стальной лист холодной прокатки толщиной 1,5 мм для изготовления нагревательной печи, а мощность нагрева составляет 17 кВт;
② Для обогрева используется кварцевая трубка дальнего инфракрасного диапазона;
3.5) Устройство размотки
① Для изготовления стеновых панелей используется стальной лист Q235;
② В качестве разматывающего вала используется пневматический вал;
③ Для контроля натяжения используется магнитный порошковый тормоз (5 кг);
④ Для изготовления ролика направляющей пленки используется жесткая алюминиевая труба;
⑤ Он использует автоматический контроллер отклонения для контроля места ламинирования пленки;
3. 6) Соскребание клея с пленки
6) Соскребание клея с пленки
① Для изготовления клеевого корпуса используется литой алюминий;
② Он использует сталь 45 # для изготовления скребкового лезвия для контроля количества клея и контроля ширины склеивания и расположения блока;
③ Используется сталь Q235 после полировки поверхности для изготовления основания и пьедестала;
3.7) Узел компаундирования
① Для изготовления основного прижимного ролика используется бесшовная стальная труба, обернутая синим NBR;
② Для изготовления модельных колес используется легкая и круглая сталь 45 #, обернутая синим NBR;
③ Используется пластиковая сварочная горелка для нагрева при компаундировании;
3.8) Электрический щит
Сваривается из листов холоднокатаной стали (толщина 1,5 мм) с последующей покраской. Внутри установлены контактор, индуктор, емкость, предохранитель, воздушный выключатель и линейный блок. Поверхность панели представляет собой различные кнопки, ручки, экстренные выключатели, регуляторы температуры и преобразователи и т.