2586 0 0
Компактное оборудование для эксплуатации в условиях небольшого предприятия
Эта статья адресована тем читателям, которым интересна идея собственного бизнеса. Приобретя станок для изготовления профиля для гипсокартона, и освоив технологию, можно зарабатывать приличные деньги. Ведь спрос на строительные конструкции из ГКЛ характеризуется стабильным ростом, и цена на комплектующие будет высокой еще долгое время.
Оставим в стороне финансовые вопросы, и поговорим о технической составляющей бизнес идеи. Слагаемые успеха – высокое качество продукции, которое достигается:
Металлический монтажный профиль изготавливается методом холодного проката из оцинкованной стали. Производственным материалом является лента малоуглеродистой нелегированной стали с толщиной до 0,5 мм. Для защиты изделия применяется слой оцинковки толщиной до 1,6 мкм.
На фото рулоны оцинкованной ленты перед загрузкой в станок
Оцинкованная сталь является нержавеющей до того момента, пока защитный слой остается целым. При повреждении слоя цинкового покрытия появляются очаги коррозии.
Инструкция работы с монтажными металлоконструкциями от таких производителей, как Lafarge и Knauf не допускает резки профиля болгаркой. Ограничения по применению режущих дисковых инструментов объясняется ослаблением защитных свойств оцинковки в результате повышения температуры металла.
С сенсорного пульта задаются все те параметры, которые будут определять характеристики готовой продукции
Технология промышленного изготовления металлического профиля состоит из следующих этапов:
Размотчик ленты в промышленном оборудовании
Оцинкованная лента проходит через пуансон, где металл должным образом перфорируется
Для формирования необходимого рельефа за один проход предусмотрено несколько вальцов с разными размерами и конфигурацией
Заготовка проходит через электромеханические ножницы
Готовый профиль в штабелях на складе
Так выглядит компактный станок для производства профиля для гипсокартона
Стандартная комплектация производственного оборудования включает такие элементы, как:
Учитывая небольшую производительность оборудования, применен ручной размотчик
Современное промышленное оборудование комплектуется системой торможения, которая препятствует разматыванию рулона при подаче в прокатный стан под действием инерции.
Пульт управления позволяет задать параметры готового изделия
Разновидности монтажного профиля и их типоразмеры
В этой таблице перечислены те модификации металлического профиля, которые можно изготовить на специализированных станках.
Разница типоразмеров, а, следовательно, и конфигурации металлических изделий объясняется условиями монтажа и последующей эксплуатации.
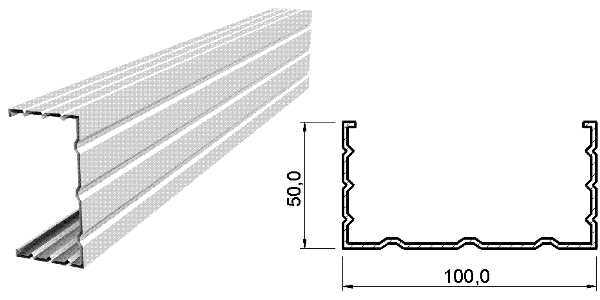
Поперечное сечение стоечного профиля
Стоечные профили имеют большие поперечные размеры, в сравнении с направляющими аналогами. Такая разница вызвана тем, что направляющие изделия используются при монтаже подвесных потолков, а в этом случае, собранные металлоконструкции должны отличаться малым весом.
Направляющий профиль легко узнать по небольшим размерам поперечного сечения
Стоечные изделия устанавливаются на стены, и поэтому к их весу не предъявляются серьезные требования, тогда как ширина делается большей для лучшего контакта плиты с монтажной поверхностью. Длина перечисленных в таблице изделий также различается. Это объясняется тем, что длина потолочных направляющих соответствует длине потолка, а длина стоек соответствует стандартной высоте жилых помещений.
С учетом большой длины профилей при малых размерах поперечного сечения на боковых полках, при производстве делается гофра. Гофра выполняет функцию рёбер жёсткости, не позволяя изделию прогибаться по середине.
obustroeno.com
Профилированный металлический лист — это рулонная сталь, поверхность которой в результате обработки на специальном оборудовании приобрела волнистую или гофрированную форму.
Цель этой операции состоит в том, чтобы увеличить продольную жесткость и несущую способность исходного материала. Это позволяет использовать холоднокатаную сталь сравнительно небольшой толщины для изготовления различных строительных конструкций, в том числе и тех, на которые воздействуют значительные статические и динамические нагрузки.
Современный профнастил выпускают из стали толщиной от 0,45 до 1,2 мм. В зависимости от назначения, металлический профилированный лист подразделяется на две основные группы – несущий и стеновой. Отличаются они формой профиля и толщиной металла. Профнастил имеет высокие эксплуатационные характеристики при сравнительно низкой себестоимости, что делает его производство достаточно привлекательным и выгодным вложением средств.
Оглавление статьи:
Технология производства профнастила достаточна проста. В ее основе лежит метод холодной прокатки тонколистового металла. С помощью специального оборудования, из рулона оцинкованной стали или стали с полимерным покрытием получают металлический профиль с заданной геометрией поверхности.
Существуют два метода профилирования металла: одновременный и последовательный (или комбинированный).
В первом случае технология изготовления профнастила предусматривает прокатку всех гофр профнастила одновременно, начиная с первой клети прокатного стана. При этом существенно экономятся производственные площади, поскольку станок для одновременной прокатки примерно в 1,5 раза меньше оборудования для последовательного или комбинированного способа получения профилированного листа. Кроме того, первый способ обработки металла более равномерно профилирует лист, исключая возможность брака на краях исходной заготовки.
В состав линии по производству профлиста входят:
Слаженность и непрерывность работы оборудования обеспечивается автоматизированной системой управления, которая и следит, чтобы технология производства профлиста не была нарушена. Такие линии предназначены для изготовления профнастила из оцинкованной стали по ГОСТ 14918 и из тонколистовой стали с полимерным покрытием по ГОСТ 30246-94, ГОСТ 9045, ГОСТ 1050.
С установленного на разматывателе рулона, тонколистовая сталь подается в формовочную машину, где и происходит профилирование поверхности металла. Затем готовый лист профнастила попадает на гидравлические ножницы, обрезающие изделие в соответствии с заданными размерами. Профиль профлиста завит от формы вальцев, установленных на прокатном стане.
Все этапы производственного процесса контролируются системой управления, что позволяет задавать скорость прокатки, а также длину и количество листов профнастила. После обрезки, готовые листы профнастила попадают в приемное устройство.
Таким образом, изготовление профнастила из листовой стали состоит из следующих этапов:
Готовую продукцию достают из приемного устройства маркируют и упаковывают для отправки потребителю.
Ниже я подробно остановлюсь на функциях каждого отдельного узла станка по производству профнастила.
Это устройство предназначено для подачи рулонной тонколистовой стали в формовочную машину. Как и всеми механизмами линии по производству профнастила, разматывателем управляет автоматизированная система управления. Кроме того, разматыватель имеет собственную систему автоматики, которая с помощью тормозного устройства синхронизирует скорость подачи металлической ленты со скоростью прокатки металла.
Оно устанавливается после разматывателя и служит для обрезки металла при необходимости заменить, например, рулон оцинкованной стали на сталь с полимерным покрытием для выполнения другого заказа.
Это — главный элемент любой производственной линии для изготовления пофилированного листа. Именно он является ключевым звеном в технологии изготовления профнастила и превращает гладкий металлический лист в гофрированный профиль. Профилирование поверхности осуществляется прокатыванием металла через вальцы специальной формы, выбор которых зависит от требуемой формы гофры профилируемого листа. Формирование гофр профнастила начинается с первой клети, а количество клетей зависит от сложности формы гофры профилированного листа.
По конструкции формовочные машины могут быть пневматическими или гидравлическими. В пневматическом прокатном стане металлический лист с помощью пуансона вдавливается в матрицу под действием сжатого воздуха. Пневматическая формовочная машина может изготавливать профилированный лист длиной до 2,5 м, с углом гиба гофры профиля до 90° из металла, толщиной до 1,5 мм.
Принцип действия гидравлической формовочной машины прокатного стана такой же, как и у пневматической. Но прокатные станы с гидравлическим приводом более мощные и могут изготавливать профилированные листы любой длины, которая ограничена только удобством транспортировки готовой продукции потребителю.
Программа, заданная системе управления как пневматических, так и гидравлических прокатных станов, позволяет автоматически менять пуансоны и матрицы, выбирая их конфигурации при просмотре графической модели профилированного листа, а также устанавливать любую рабочую скорость прокатки.
Они служат для обрезки готового профилированного листа согласно размерам, заданным автоматической системе управления. Резка осуществляется ножом, форма лезвия которого точно повторяет форму гофры профилированного листа.
Если обрезать готовый профлист плоскими ножницами, то это будет являться грубым нарушением технологии производства профнастила, поскольку приведет к образованию на краю среза заусенцев и деформаций.
В приемное устройство попадает готовый лист профнастила после гидравлических ножниц. Это устройство выполняет роль накопителя продукции для ее последующей упаковки и отправки на склад. Обычно приемное устройство дополнительно оборудуется автоматическим штабелером для выемки профилированного листа и укладки его транспортную тележку или упаковочный стол. Длина приемного устройства может достигать 14м.
Как уже говорилась выше, автоматизированная система управляет всеми механизмами, входящими в состав линии по производству профнастила. Это позволяет полностью исключить применение ручного труда. Встроенное программное обеспечение позволяет свести участие человека исключительно к наблюдению за процессом производства.
Оператор управляет прокатным станом только при работе линии в ручном режиме, который используется обычно при наладке оборудования, а также заправке стали в формовочную машину при замене рулона в разматывателе.
Коллектив oprofnastile.ru
Читайте по теме:
oprofnastile.ru
Современные ограждения должны отвечать требованиям по надежности и долговечности. Именно поэтому профиль металлический для забора в загородном доме – это «золотая середина». Профиль можно приобрети, а можно из металла изготовить самостоятельно, простая и не затратная процедура для изготовления вашего забора станет отличной основой ограждения вашего коттеджа.
Профиля имеют различную форму и толщину, поэтому идеально подходят для различных загородных домов. Тем более что профиль можно использовать на различной почве на территориях коттеджей. К выбору профиля, его изготовлению для забора в загородном доме стоит относиться внимательно. От этого шага будет зависеть не только стоимость, но и совместимость будущего забора с коттеджем.

Профиль из металла имеет вид листа разной толщины, высоты, а также ширины. Он является наиболее устойчивым к воздействию атмосферных явлений, так как покрывается специальной полимерной пленкой. Существуют варианты и без защитной пленки. Преимущества этого материала очевидны. Самое главное из них – это легкость монтажа. Построить забор из профиля сможет даже человек, который ничего не понимает в строительстве. Ограждение из металла прослужит долго и гарантируют дому защиту.
Металлопрофиль, как правило, изготавливают на специализированном оборудовании. Инструменты для изготовления металлического профиля создаются с учетом технологических особенностей. Производство осуществляется с помощью стальных профилированных листов, у которых есть специальная форма поперечного сечения. С помощью нее придается жесткость профилю из металла, она может быть волнистой или трацепивидной, для создания которой применяют специальный инструмент – станок.
Основной вид инструмента, с помощью которого изготавливают профиль – это линия для производства металлопрофиля. Только с помощью нее возможно изготовить различные виды продукции, известные профили типа Z и C, а также профили специального назначения (для труб, дверных рам, напольный настил и даже металлочерепицы).
Эта линия функционирует только в автоматическом режиме управления. При этом возле станка сидит контролер, который программирует и отслеживает процесс создания профиля.
В базовой системе на сегодняшний день существует несколько видов оборудования.
К ним стоит отнести:
Профиль можно изготовить при помощи других инструментов, к примеру, ручного станка. Это устройство работает с гладким металогическим листом, из которого и получаются профиля. Длина изделия может быть различная. При этом, в отличие от автоматизированном станка, ручной тип имеет небольшие габариты, он экономичен и стоит во много раз дешевле, чем автоматизированная линия.
Производительность у ручного станка приличная. За один рабочий день можно изготовить более чем 600 квадратных метров этого изделия. Если вы собираетесь начать свое небольшое производство, то для таких целей ручной станок – то, что потребуется.
Для того чтобы потренироваться вам рекомендуется запастись следующими материалами:
Как сделать правильный выбор материала для металлического профиля? Эта процедура важная и ответственная, именно от нее будет зависеть качество изготовленного профиля. В зависимости от вида материала, правила по его выбору будут отличаться, тем более что для профиля из металла вам понадобятся особенные материалы.
Первый материал – это лист из стали. Этот материал идеально подойдет для изготовления будущего профиля, он создан для создания небольших деталей различных конструкций. При выборе этого материала для начала стоит правильно рассчитать размеры. В основном это 2000 на 8000 мм. В строительном магазине вы увидите различную маркировку, она будет указывать марку стали, они нумеруются от 0 до 3. Стоит знать также, что оцинкованный лист отличатся от обычного своим размером. Характеристики его лучше всего уточнять у консультанта магазина.
Для возведения забора, конечно же, подойдет качественный надежный стальной лист. Вы можете выбрать как горячекатаный, так и холоднокатаный способ производства. Но стоит определить, что высокая отделка первой группы – это холоднокатаный способ производства. Поэтому для ограждения лучшего листа вам не найти.
Для выбора арматурной стали также стоит ориентироваться на маркировку. В нашем случае вам понадобится арматура гладкая. Она представляет собой круглые стержни. Но для изготовления профиля можно использовать и рифленое изделие – а500с. Арматура имеет круглый профиль с продольными или поперечными ребрами. Вам стоит обратить внимание на маркировку – С, это изделие идеально для сваривания. Но не стоит избегать маркировку с обозначением – К, такая арматура обладает наивысшим коэффициентом стойкости.
Другие аппараты, которые крайне необходимы для работы, можно приобрести в специализированных магазинах. Они имеют различные составляющие. К примеру, ручные или автоматизированные системы. Их выбор напрямую зависит от вашей потребности. Если вы хотите полноценно производить металлический профиль, тогда вам стоит обратить внимание на автоматизированные линии, они стоят дорого, но сокращают время и силы. Если вы не планируете осуществлять такие мероприятия, тогда ручной сварочный аппарат или токарный станок то, что вам необходимо.
Изготовление металлического профиля происходит при помощи автоматизированного или ручного станка. Мы рассмотрим процесс изготовления при помощи ручного станка, который доступен по цене и не занимает много места, а профиль из металла получается достаточно высокого качества.
Когда основные материалы закуплены, пора приступить к самому процессу. Для этого вам первоначально стоит купить станок. Станок работает по очень простому принципу. Он представляет собой небольшого размера алюминиевую конструкцию, которая имеет две рукоятки. Пользоваться таким станком нужно вдвоем, так как нажимать на станок нужно с обеих сторон. Станок имеет основное отверстие, в которое вставляет лист стали.
Первоначально вставляет лист, после чего с обеих сторон нажимают на рукоятки, несколько раз, и получается профиль. После того как с одной стороны лист полностью профилирован, продолжается тот же процесс, но только с другой стороны. После этого приступают к обработке листа с другой стороны, таким же способом, нажимая вдвоем на две рукоятки. Когда лист готов, приступают к его дальнейшей обработке.
Обработка листа заключается в его распиливании при помощи токарного станка. Обработка напрямую будет зависеть от необходимых размеров вашего будущего профиля для забора. В обязательном порядке его нарезают. Делают это ровно и аккуратно. После чего приступают к его обработке с помощью наждачного круга. Его полностью шлифуют, что повышает его защитные свойства.
В том случае, если вы купили неоцинкованный лист стали, стоит задуматься о его дальнейшей обработке при помощи специальных средств. Такие средства помогают защитить профиль как основу для забора от дальнейшего разрушения. Профиль будет устанавливаться в фундамент забора и служить опорой, поэтому он обязательно будет подвергаться различным воздействиям.
Обратите внимание и на тот факт, что нарезка профиля должна осуществляться с запасом. К примеру, вам понадобится определенная высота около 1800 мм, тогда вам стоит задуматься о том, чтобы добавить к этой величине еще 200 мм на тот случай, если опора осядет.
Предприятия, которые занимаются изготовлением металлического профиля, в обязательном порядке имеют специальное оборудование. С ним можно очень быстро произвести обработку готового изделия.www.vashcottage.ru
Изготовление надежного, небольшого по массе и недорогого профлиста, используемого в строительной сфере наших дней, осуществляется на специальном ручном и автоматическом оборудовании.
Профнастил – универсальный современный материал для постройки малоэтажных зданий, облицовки стен, покрытия кровли и выполнения других строительных задач, производится из стального оцинкованного холоднокатаного листа. Чтобы придать такому прокату требуемую форму используется всего два способа – горяче- и холоднокатаный. Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Горячекатаная технология из-за своих особенностей доступна исключительно на крупных металлургических комбинатах.

Рекомендуем ознакомиться
А вот холодная прокатка стальных заготовок с целью получения из них профилированных листов может выполняться в полупрофессиональных и даже любительских условиях. Здесь главное правильно выбрать требуемое оборудование и научиться грамотно пользоваться им.
Технология производства стенового и кровельного профлиста методом холодного проката состоит из двух процедур, следующих друг за другом. Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.

Простейший ручной станок для изготовления профилированного листа способен "выдать" нам изделия только одной формы. В тех же случаях, когда применяется автоматизированная линия по производству профлиста, она, как правило, позволяет получать продукцию разного сортамента и форм. Достигается подобное разнообразие за счет того, что автоматизированное оборудование дает возможность изменять настройки вальцов.
Изготовление возможно на установках трех основных типов:
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.

Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Полуавтоматическое оборудование по эффективности своей работы и качеству производимой профилированной продукции ничем не уступает полностью автоматизированным линиям. При этом оно является мобильным, что в ряде случаев имеет огромное значение.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:

Также в составе автоматизированных линий иногда имеется агрегат для выполнения погрузочных работ. Понятно, что такие комплексы имеют высокую стоимость. Но и производительность их в разы превосходит возможности ручных и полуавтоматических станков. Вкладывать финансовые средства в автоматическое оборудование имеет смысл тогда, когда вы планируете долго и плодотворно работать на поприще изготовления и продажи профилированных листов со всевозможными геометрическими параметрами.
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:

Линия по производству профнастила управляется специальной системой. Она может быть и относительно простой, и по-настоящему сложной. Простая управляющая система не обеспечивает высокого уровня автоматизации производственного процесса, но зато работать с ней могут люди с низкой квалификацией. А вот сложный комплекс управления оборудованием увеличивает эффективность применения линии. Правда, разобраться с такой системой сможет не каждый, для ее использования необходимо привлекать специалистов с большим багажом технических знаний.
Заготовка при производстве профилированных листовых изделий на автоматических линиях напрямую зависит от числа вальцов для прокатки. Они располагаются парами друг над другом. Между отдельными парами вальцов имеется небольшой зазор. Стальной лист, из которого делают профнастил, по своей толщине чуть меньше величины указанного зазора (а иногда эти показатели одинаковы).

Исходная заготовка пропускается через прокатные валы, причем подобная процедура осуществляется несколько раз подряд, так как за один проход добиться требуемой формы листа обычно не получается. За один заход заготовка сгибается между валками на определенную величину. При этом на нее оказывается минимальное давление, что обеспечивает идеальный результат конечной деформации.
Важно "не переусердствовать" с количеством пар прокатных валов. Если пропускать заготовку через слишком большое их число, есть вероятность того, что цинковое покрытие стального листа разрушится. Кроме того, на качество профлистов оказывает влияние качество стальных сплавов, из которых производятся прокатные валы и уровень чистоты их обработки.
Специалисты советуют приобретать оборудование зарубежных производителей (например, финских) либо линии отечественного изготовления, и никогда не обращать внимания на агрегаты для производства профилированных листов китайских компаний. И последнее. Если есть возможность, лучше покупать новые, а не бывшие в употреблении линии по выпуску профлиста, так как техические возможности последних обычно находятся на очень низком уровне ввиду их износа.
tutmet.ru
Профили «Кнауф» пользуются огромной популярностью у строителей. Это обусловлено несколькими факторами, например, их высокой прочностью, а также доступной ценой.
Тем не менее, открыть свой бизнес в данном направлении не так просто, ведь потребуется приобрести серьезное оборудование для производства профилей «Кнауф», которое необходимо правильно подобрать, о чем мы, собственно, и поговорим. Тут есть много интересных моментов, на которые нужно обратить внимание.

При производстве за основу берется тонколистовой металл, который предварительно проходит серьезную обработку. Это - оцинковка и проверка на прочность. Так как гнутые стальные профили используются для крепления гипсокартона к потолку и стенам, то они должны быть долговечными, для чего, собственно, и оцинковываются.
Предназначены они только для внутренних работ. Безусловно, оборудование для производства профилей «Кнауф» может изготовить весь ассортимент товара. А это профиль стоечный (ПС), используемый в качестве вертикальной стойки, также это направляющая для ПС, служащая перемычкой. Помимо этого, существуют и потолочные профили. Одни служат для формирования каркаса под гипсокартон, вторые - в качестве направляющих.

В технологическую линию входят шесть главных агрегатов, без которых наладить выпуск продукции будет просто невозможно. Во-первых, понадобится приобрести консольный разматыватель рулона. Как можно понять из названия, основная его задача – разматывать полосы стали, а также подавать их в стан.
Так как каждый профиль должен иметь круглые и цилиндрические отверстия, то нужно поставить специальный перфоратор. Формирование профиля осуществляется на профилирующем стане. Сразу за станом нужно установить летучие ножницы, они служат для резки профиля на мерные длины. Стоит также отметить, что автоматические линии для производства профилей «Кнауф» включают в себя и приемное устройство. Оно нужно для накопления готовой продукции и дальнейшей транспортировки.

Независимо от объемов производства, все агрегаты работают с рулонной оцинкованной сталью, она и является основным сырьем. Средняя толщина заготовки составляет 0,5 миллиметра, а ширина штрипса - не более 124 мм. Если установлена система управления, что, собственно, предпочтительно, то станки работают в автоматическом режиме. Это позволяет практически полностью исключить людской труд, понадобится лишь оператор на пульте управления.
Что касается производительности линии, то тут решать вам. Это может быть как 15 погонных метров в минуту в стационарном режиме, так и все 45. Обратите внимание, что процессом управляет оператор, он может изменять скорость прокатки, количество пауз, а также их длину и многое другое.
Хотелось бы отметить, что производственное помещение должно быть достаточно просторным. Обусловлено это тем, что длина линии существенная и составляет несколько десятков метров. В принципе, 100 квадратных метров должно быть вполне достаточно. Этого хватит и для организации складского помещения.
Чем больше ваша технологическая линия будет автоматизирована, тем проще изготовить качественный товар. Обусловлено это тем, что будет отсутствовать человеческий фактор. Еще один важный момент – это монтаж оборудования, который должен выполняться профессионалами. Если вы будете делать все сами, то есть вероятность того, что неверно будут установлены регулировки по высоте, а это повлияет на качество профиля.
В большинстве случаев одновременно на станках можно изготавливать только какой-то определенный профиль. По окончании цикла меняется программа, и вы сможете изготовить уже другой продукт. Благодаря уникальной технологии, вес профилей «Кнауф» относительно небольшой, а вот прочность - на достаточном уровне. Именно поэтому никогда не возникает вопроса в недостаточной надежности.

Как вы видите, для уверенного старта понадобится хорошая техника, но и это еще далеко не все, так как важно найти точку сбыта.
Но, как показывает практика, с этим проблем не возникает, так как сфера строительства постоянно развивается.
Вы можете продавать профиль специализированным магазинам, строительным компаниям, частным лицам и т. д. В принципе, от вас требуется лишь качественное изготовление. Хороший продукт в любом случае найдет своего покупателя.
В заключение необходимо сказать пару слов о сырье. Выше уже было отмечено, что в качестве сырья используется оцинкованная лента. В идеале это должна быть сталь шириной от 81 до 200 миллиметров. Ну вот, в принципе, и все, что касается профиля «Кнауф» и необходимого для его производства оборудования.
businessman.ru