Содержание
Карьера в Урало-Сибирской профильной компании (УСПК) и INICIAL Systems
Ваша карьера и открытые вакансии
в Урало-Сибирской профильной компании
Открытые вакансии
Вакансии для руководителей и специалистов
Смотреть *Есть доставка служебным транспортом из г.Реж, п.Лосиный, п.Монетный.
Вакансии для рабочих и производственных специалистов
Смотреть Работа вахтовым методом
Смотреть
Уважаемые соискатели!
Мы рады приветствовать вас на странице, посвященной развитию карьеры в Урало-Сибирской профильной компании (УСПК), которая разрабатывает и производит архитектурные алюминиевые системы INICIAL и промышленный алюминиевый профиль по чертежам заказчиков!
Здесь вы найдете полезную информацию о нашей компании, открытых вакансиях и условиях работы, сможете отправить свое резюме.
Мы предлагаем работу в стабильной и растущей компании федерального уровня, перспективы карьерного роста, оформление по ТК РФ, доставку корпоративным транспортом до близлежащих городов и прочие привлекательные условия.
Мы открыты к диалогу и сотрудничеству!
Руководители и специалисты
- Руководитель бизнес-направления Архитектурных алюминиевых систем INICIAL
- Коммерческий директор
- Директор по продукту (алюминиевые системы), Продакт-менеджер
- Региональный менеджер по продажам (алюминиевые светопрозрачные конструкции)
- Региональный менеджер по продажам (промышленные предприятия)
- Менеджер по персоналу и обучению
- Менеджер по работе с клиентами
Рабочие, производство
- Оператор производственной линии
- Укладчик-упаковщик
- Комплектовщик
- Стропальщик
- Слесарь механосборочных работ
Работа вахтовым методом
Вакансий на текущий момент нет.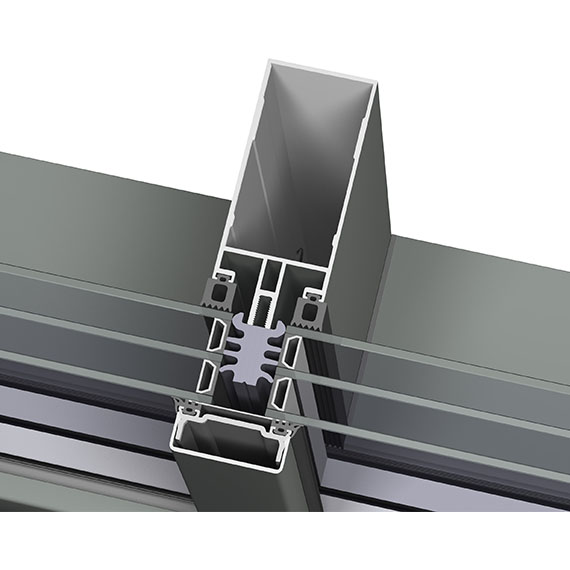
Заинтересовала вакансия?
Свяжитесь с нами наиболее удобным для вас способом:
- Приезжайте к нам, в отдел персонала, в рабочие дни с 8-00 до 16-00, по адресу: Свердловская область, г.Березовский, ул.Коммуны, д.86, Урало-Сибирская профильная компания.
- Напишите нам по эл.почте, указав интересующую вакансию, и отправьте файл с резюме — [email protected]
- Позвоните нам, в отдел персонала, в рабочие дни с 8-00 до 16-00 по тел. +79655468817
- Заполните краткую форму ниже, прикрепите файл с резюме, нажмите «Отправить» —
Форма для отправки отклика на вакансию
Заполните обязательные поля, приложите ваше резюме
ООО «УСПК» гарантирует, что Ваши персональные данные будут использованы только для предоставления ответа на ваш запрос и обратной связи с вами, а полученная от вас информация ни при каких условиях не будет предоставлена третьим лицам. Соглашение об обработке данных.
Соглашение об обработке данных.
*Поля, обязательные к заполнению
Коротко об УСПК
Урало-Сибирская профильная компания (УСПК) более 20 лет проектирует и производит инновационные архитектурные системы алюминиевых профилей INICIAL Systems (ИНИЦИАЛ), которые применяются в строительстве , а также — алюминиевые профили для всех отраслей промышленности (начиная от автомобилестроения и заканчивая космическими технологиями).
УСПК работает на федеральном уровне. Наши клиенты — крупные девелоперы и застройщики, промышленные предприятия России и стран ближнего зарубежья.
Основная производственная площадка и головной офис расположены рядом с Екатеринбургом, в г.Березовский. Активно работают наши представительства в Москве, Санкт-Петербурге, Ростове-на-Дону, Новосибирске, Челябинске, Нур-Султане (Казахстан) и др.
Производство оснащено импортным оборудованием, большое внимание уделяется правильной организации труда и технике безопасности.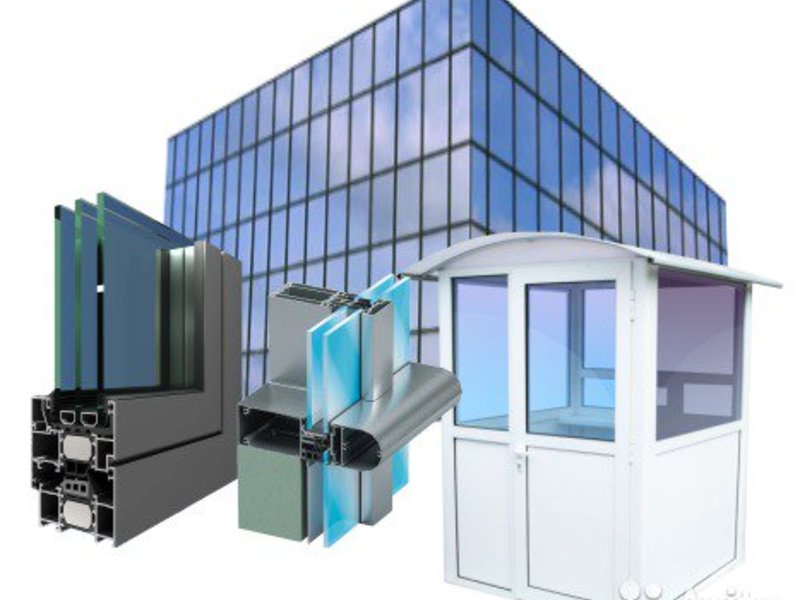 Урало-Сибирская профильная компания — участник национального проекта «Производительность труда и поддержка занятости».
Урало-Сибирская профильная компания — участник национального проекта «Производительность труда и поддержка занятости».
Наша компания активно развивается, внедряет современные технологии, ведет разработки новых продуктов. Компания является членом Алюминиевой ассоциации, Союза архитекторов России, Торгово-промышленной палаты РФ, Союза предприятий стройиндустрии.
Посмотреть данные о результатах специальной оценки условий труда. Публикуется в соответствии с требованиями законодательства (Федерального закона № 426 от 28.12.2013 «О специальной оценке условий труда»)
Свердловская область, г.Березовский, ул.Коммуны, 86
ООО «Урало-Сибирская профильная компания»
Служба персонала
Тел: +7 (965) 546-88-17
Email: [email protected]
На главную
Алюминиевый профиль Inicial, профильная система Inicial, цены, отзывы
Скрыть ↑
- Номенклатура профильных систем Inicial
- Стоечно-ригельные фасады:
- Ригель-ригельные фасады:
- Оконно-дверные системы Inicial:
- Система сбыта и продвигающий сайт
Алюминиевый профиль Inicial – детище Урало-Сибирской Профильной Компании. Предприятие на рынке с 2003 г. и считается одним из лидеров отрасли. Несомненным его достижением стала разработка совместно с германской компанией Technoform Bautec комплекса энергосберегающих элементов для алюминиевых профилей THERMO UNIT, позволивших повысить коэффициент сопротивления теплопередаче до 0,93 м² °С/Вт. Это выше, чем у большинства пластиковых профилей.
Предприятие на рынке с 2003 г. и считается одним из лидеров отрасли. Несомненным его достижением стала разработка совместно с германской компанией Technoform Bautec комплекса энергосберегающих элементов для алюминиевых профилей THERMO UNIT, позволивших повысить коэффициент сопротивления теплопередаче до 0,93 м² °С/Вт. Это выше, чем у большинства пластиковых профилей.
Комплекс включает совокупность термомостов и уплотнителей особой формы из вспененных изоляторов.
к содержанию ↑
Номенклатура профильных систем Inicial
На основе профилей Inicial выпускается широкий ряд изделий для строительной отрасли.
к содержанию ↑
Стоечно-ригельные фасады:
Алюминиевый профиль IF 50 SR
IF 50 SR – базовая конструкция с коэффициентом сопротивления теплопередаче R до 0,65 м² °С/Вт;
IF 50 SSG – теплый, с комплексом THERMO UNIT. Интересен использованием прижима с декоративным гребнем;
Интересен использованием прижима с декоративным гребнем;
ISG 50 – структурная фасадная система, создающая эффект сплошного остекления.
к содержанию ↑
Ригель-ригельные фасады:
Профиль IF 50 SSG
IF 50 RR – в системе стоек и ригелей применяются одни и те же профили. R до 0,65 м² °С/Вт;
IF 50 S2R – в качестве несущих элементов использованы стойки фасада. Применена технология THERMO UNIT. R превышает 0,65 м² °С/Вт.
IF 40 – ригель-ригельная система с видимой шириной поверхности профиля 40 мм, что создает зрительной эффект повышенной остекленности здания.
Так же в арсенале компании элементные фасады Elements, вентилируемые фасады Ivent, светопрозрачные кровли IF 50 Roof.
Система Тепло-Холод
Особый интерес заказчиков вызывает такой продукт с торговой маркой Inicial как Inicial Systems «Тепло-Холод».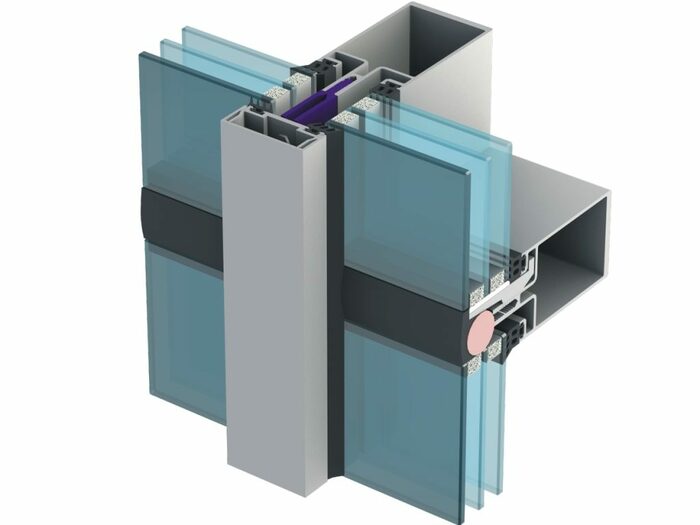 Это решение позволяет сочетать в одной «стеклянной стене» участки с теплым остеклением окон и холодным остеклением глухих частей стены. Причем визуально эти участки неразличимы: все здание словно покрыто однородной стеклянной броней.
Это решение позволяет сочетать в одной «стеклянной стене» участки с теплым остеклением окон и холодным остеклением глухих частей стены. Причем визуально эти участки неразличимы: все здание словно покрыто однородной стеклянной броней.
Теплосберегающий эффект системы «Тепло-Холод» достигается за счет нивелирования «мостиков холода» между «теплой» и «холодной» частями остекления.
Для остекления окон, дверей, балконных ограждений, офисных перегородок широко используется холодное рамное остекление Inicial IP 45 с глубиной профиля 45 мм. Допускает использование стеклопакетов толщиной до 24 мм и фурнитуры с открыванием относительно двух осей.
к содержанию ↑
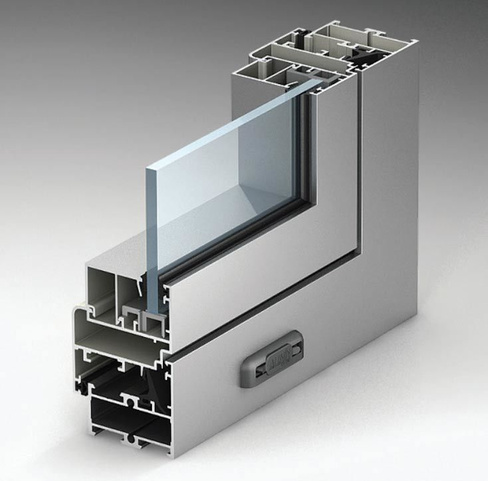
Оконно-дверные системы Inicial:
Профиль IW75
оконная IW 60 и оконно-дверная IW 63 с коэффициентом сопротивления теплопередаче R=0,44-0,55 м² °C/Вт;
оконно-дверная IW 70 с улучшенным утеплением (R свыше 0,65 м² °C/Вт;
сверхтёплую IW 75 с R= 0,73 м² °C/Вт.
Для создания легких внутриквартирных или офисных перегородок компания предлагает профиль IP 50, для раздвижных конструкций и балконных ограждений – профиль ISL.
к содержанию ↑
Система сбыта и продвигающий сайт
Стеклянная перегородка на профилях Inicial
Официальный сайт компании inicial.ru рекомендует 13 сертифицированных дилеров, которые осуществляют сбыт продукции бренда Inicial по России.
Сайт компании обладает всеми достоинствами, кроме одного: чтобы узнать цены на продукцию (хотя бы оптовые!) надо пройти регистрацию в качестве дилера.
В завершение – несколько напутственных слов тем, кто чрезмерно уверен в своих способностях извлекать полезную информацию из всех закоулков Интернета.
Элементный фасад
Дело в том, что слово «начальный» на наиболее употребительных в Сети английском и французском языках пишется как «initial», а не как «inicial». И если кто-нибудь из отечественных пользователей интернета наберет в поисковой строке слово «инициал» кириллицей, то, скорее всего, получит в поисковой строке браузера кучу ссылок на японское гоночное аниме «Initial D» (буквосочетание «inicial d» вообще не выловит в Сети никакой информации).
И разбираться в этих ссылках придётся долго – аниме-то популярное!
Профиль Inicial IP 45
Но использованное уральской компанией написание данного слова принято в испанском и португальском языках! И при правильном наборе пользователь почти наверняка выйдет на учебник по испанскому языку для начинающих. Если будет набрано «nuevo ele inicial» или «nuevo ele inicial 1», то будет учить язык Сервантеса и Лорки по «новому учебнику» для I курса.
Коварство интернета на этом не исчерпывается. Если пользователь введёт в поисковую строку просто «iniсial», то, скорее всего, будет разгребать кучу сайтов поклонников бразильской рок-группы «Capital Inicial».
Не рискуйте понапрасну! Заходите на сайт алюминиевых профильных систем Inicial по гиперссылке с нашего сайта!
Поделиться с друзьями в социальных сетях:
История экструзии алюминия
Алюминиевые профили используются во многих аспектах нашей повседневной жизни. От наших автомобилей до зданий, в которых мы работаем, все они содержат экструдированный алюминий. Но откуда оно взялось? Когда начался процесс экструзии? Как это повлияло на нашу повседневную жизнь? Читайте дальше, чтобы найти ответы на эти и другие вопросы.
От наших автомобилей до зданий, в которых мы работаем, все они содержат экструдированный алюминий. Но откуда оно взялось? Когда начался процесс экструзии? Как это повлияло на нашу повседневную жизнь? Читайте дальше, чтобы найти ответы на эти и другие вопросы.
Истоки процесса экструзии
Процесс экструзии, впервые запатентованный Джозефом Брамой в 1797 году, предназначался для производства свинцовых труб. Брама разработал процесс, включающий предварительный нагрев металла и продавливание его через пресс-форму вручную с помощью плунжера с ручным приводом. Во время его создания процесс на самом деле назывался «впрыскиванием» и выполнялся вручную, пока Томас Берр не завершил строительство первого гидравлического пресса. К концу 1800-х годов процесс экструзии использовался также с латунными и медными сплавами. Этот процесс не применялся к алюминию до 20 века.
Происхождение алюминия
Алюминий был впервые обнаружен в 1807 году, но успешно не очищался до 1825 года.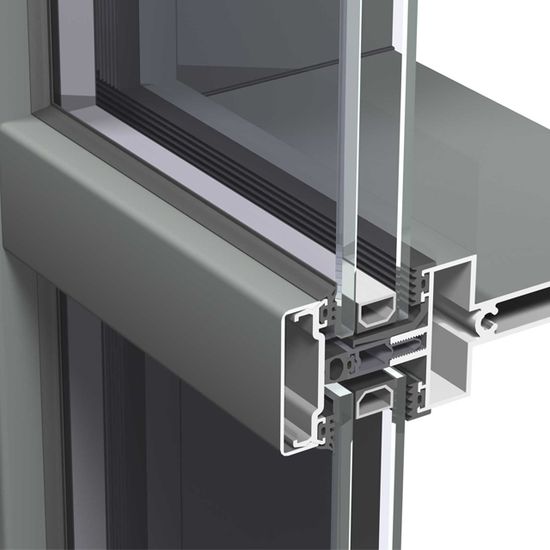 Когда он был впервые обнаружен и очищен, он считался драгоценным металлом и в то время был даже более ценным, чем золото. Только в конце 19 века Чарльз Мартин Холл и Поль Эру изобрели процесс плавки, и на его основе было разработано коммерческое производство.
Когда он был впервые обнаружен и очищен, он считался драгоценным металлом и в то время был даже более ценным, чем золото. Только в конце 19 века Чарльз Мартин Холл и Поль Эру изобрели процесс плавки, и на его основе было разработано коммерческое производство.
Экструдированный алюминий становится реальностью
Однако алюминий не будет использоваться для экструзии до тех пор, пока в 189 году не будет изобретен процесс горячей экструзии.4 Александра Дика. Процесс горячей экструзии позволял использовать в процессе экструзии даже цветные (или не содержащие железо) сплавы. Первый пресс для экструзии алюминия был создан в Пенсильвании в 1904 году, что привело к быстрому увеличению применения алюминия как в автомобильной, так и в строительной промышленности.
Этот постоянно растущий спрос на экструдированный алюминий достиг своего пика во время двух мировых войн. Для использования в производстве самолетов наряду с другими военными приложениями. Использование экструдированного алюминия продолжало расширяться после Второй мировой войны и начало выходить за рамки только промышленных и автомобильных применений.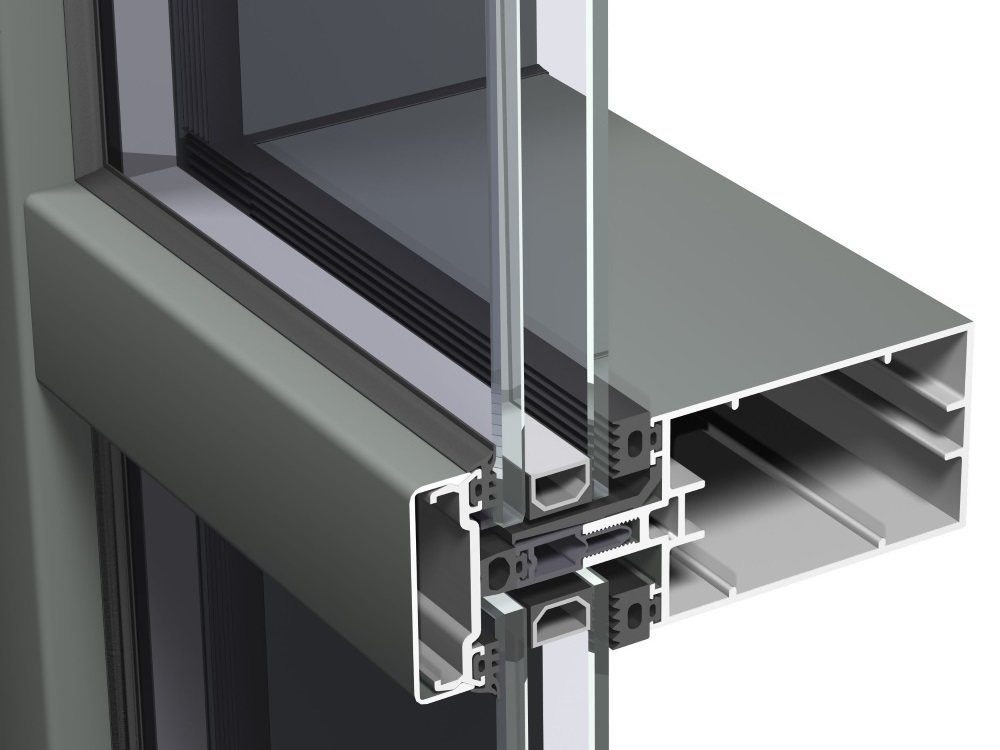 Он был быстро введен на ныне растущий рынок жилого жилья из-за увеличения благосостояния после Второй мировой войны.
Он был быстро введен на ныне растущий рынок жилого жилья из-за увеличения благосостояния после Второй мировой войны.
С тех пор использование экструдированного алюминия продолжает расширяться, и его можно найти в большинстве аспектов нашей повседневной жизни. От вагонов метро, в которых мы едем, до автомобилей, на которых мы ездим, экструдированный алюминий повсюду. Даже скобы, которые вы используете для скрепления нескольких страниц отчета, изготовлены из экструдированного алюминия.
За то короткое время, что алюминий использовался в процессе экструзии, этот металл претерпел экспоненциальный рост в своем развитии и продолжает революционизировать наш образ жизни. По мере того, как мы продолжаем находить новые цели для экструдированного алюминия в наших программах по исследованию космоса и продолжаем находить ему все больше применений здесь, дома, экструзия алюминия будет продолжать играть важную роль в нашей жизни сейчас и в будущем.
Что такое алюминий с Т-образным пазом
Почему алюминий с Т-образным пазом или алюминий с Т-образным пазом? Стали?
Как крепеж работает с алюминием с Т-образными пазами
Повседневное использование экструдированного алюминия
Процесс и методы экструзии алюминия, экструдированный алюминиевый сплав
Процесс экструзии алюминия превращает алюминиевый сплав в изделия поперечного сечения. Этот процесс имеет невероятно широкий спектр различных применений. Алюминий особенно хорошо подходит для экструзии, поскольку он обладает уникальной пластичностью и стабильностью.
Этот процесс имеет невероятно широкий спектр различных применений. Алюминий особенно хорошо подходит для экструзии, поскольку он обладает уникальной пластичностью и стабильностью.
Дизайн алюминиевого профиля
Приступая к проектированию алюминиевого профиля, необходимо учитывать множество факторов. Одной из первых и наиболее важных переменных является размер круга — очень важно найти производителя, который работает с нужным размером круга, поскольку не каждый производитель предлагает полный набор опций. Кроме того, перед началом процесса проектирования необходимо учитывать вес на фут. Эти измерения могут повлиять на работу пресса и определить необходимый размер пресса.
Чтобы получить наилучший продукт, дизайнеры также должны учитывать ограничения формы. Чтобы процесс экструзии работал оптимально, лучше избегать высоких коэффициентов гребней.
Лучшие практики
Существует ряд методов проектирования, которые могут помочь обеспечить лучший конечный продукт. К ним относятся:
К ним относятся:
- Использование ребер, канавок и ребер
- Широкие конусы
- Сбалансированные стены
- Предотвращение или ограничение пустот
- Минимизация отношения периметра к поперечному сечению
- Практика симметрии и ограничение асимметричных деталей
Существует два процесса экструзии: прямой и непрямой. При прямом слиток перемещается относительно стенки контейнера; с непрямым ходом кости. Под давлением слиток или заготовка, заключенные в контейнер, проталкиваются через отверстие матрицы, образуя удлиненную форму или трубу. Для изготовления труб или полых профилей оправка создает внутренний контур. Оправки могут быть как отдельными инструментами, так и неотъемлемой частью специализированных штампов.
Существует три типа экструзионных головок — конструкции с иллюминатором и мостом для полых форм и обработанные заготовки для сплошных форм. Плашки обычно изготавливаются из стали А13 твердостью от 47 до 51 по Роквеллу B.
Многократно доказано, что дизайнеры, хорошо разбирающиеся в технологиях, создают самые удачные проекты. В случае проектирования экструдированных алюминиевых деталей практикующие специалисты должны хорошо знать свойства сплавов, относительную стоимость материалов и инструментов, а также новейшие технологии производства.
Некоторые алюминиевые сплавы хорошо поддаются процессу экструзии. Экструзия — это экономичный способ для дизайнеров создавать детали индивидуальной формы. Эта универсальность позволяет дизайнерам размещать металл только там, где это необходимо с точки зрения конструкции, или делать полые детали для большей полезности и экономии.
При использовании алюминиевых профилей нет необходимости ограничивать конструктивные формы «стандартными» профилями, как это часто требуется для стали и других материалов. Возможность адаптировать формы для каждого приложения также помогает консолидировать детали и исключить вторичные процессы соединения, характерные для конструкций, изготовленных из листового материала..jpg)
Для большинства проектировщиков крайне важно иметь четкое представление о сплавах серии 6000 (Al-Mg-Si), в основном 6061 и 6063. Сплав 6061 часто называют «простой углеродистой алюминиевой сталью» — рабочим стандартом для конструкционных части. И хотя другие сплавы подходят для особых нужд, 6061 является одним из самых экономичных. Он значительно прочнее обычных алюминиевых сплавов типа 5052х42. Он имеет предел текучести 35 000 фунтов на квадратный дюйм по сравнению с 23 000 фунтов на квадратный дюйм для 5052 ч42.
Однако одна из самых больших ошибок конструкторов при выборе сплава связана с опасениями по поводу прочности. Высокопрочные сплавы, указанные в стандартах на алюминий, на первый взгляд могут показаться подходящими для новой конструкции. Но могут быть скрытые недостатки, связанные с этими специализированными сплавами, которые препятствуют общему использованию, поскольку высокая стоимость является лишь одним из них.
Например, алюминий 7075-T6 имеет минимальный предел текучести 70 000 фунтов на квадратный дюйм. Но из этого сплава невозможно получить сложные формы, он не поддается сварке и подвержен коррозии. Для лонжерона крыла самолета это может быть отличным выбором, но для рамы грузовика он, скорее всего, будет стоить слишком дорого и не будет работать хорошо.
Также важно отметить, что более высокая прочность материала не обязательно повышает жесткость детали. Более прочный алюминиевый сплав поможет только в том случае, если пиковые или циклические нагрузки делают обязательным использование более прочного материала.
Если усталость при длительном цикле или пиковые нагрузки при коротком цикле в детали не превышают возможности сплава с более низкой прочностью, то сплав с более высокой прочностью не увеличивает жесткость. Как правило, увеличение толщины на 50% сделает алюминиевую деталь такой же жесткой, как сталь, но в два раза легче.
Выбор экструдированного алюминиевого сплава
Наиболее распространенными алюминиевыми сплавами для экструзии являются:
1100 — Он мягкий и практически не содержит добавок. Хотя он не подвергается термической обработке, его можно экструдировать в сложные формы, которые имеют хорошую яркую поверхность. Этот сплав находит применение в элементах внешнего вида и теплообменных трубах.
Хотя он не подвергается термической обработке, его можно экструдировать в сложные формы, которые имеют хорошую яркую поверхность. Этот сплав находит применение в элементах внешнего вида и теплообменных трубах.
3003 — Сплавы серии 3000 обычно экструдируются только для труб теплообменника.
6063 — Хорошо подходит для декоративных целей с хорошей обработкой поверхности или для трудновыдавливаемых элементов, таких как тонкие стенки или мелкие детали. Он выдавливается довольно легко и доступен в нескольких вариантах. Сплав также имеет минимальный предел текучести 25 000 фунтов на квадратный дюйм и минимальную предельную прочность 30 000 фунтов на квадратный дюйм при отпуске T6. Он устойчив к коррозии, но имеет низкую прочность сварного шва, хотя легко сваривается.
6061 — Более прочный, чем 6063, этот сплав является конструкционным продуктом в транспортной промышленности и производстве деталей для механической обработки. Он имеет проверенный послужной список и обширную базу данных свойств, включая минимальный предел текучести и предел прочности при растяжении 35 000 и 38 000 фунтов на квадратный дюйм соответственно. Сплав легко выдавливается и сваривается. Эти свойства в сочетании с высокой вязкостью разрушения и хорошей усталостной прочностью сделали его идеальным выбором для сварных элементов конструкций, включая рамы автомобилей, грузовиков и прицепов, железнодорожных вагонов и трубопроводов.
Он имеет проверенный послужной список и обширную базу данных свойств, включая минимальный предел текучести и предел прочности при растяжении 35 000 и 38 000 фунтов на квадратный дюйм соответственно. Сплав легко выдавливается и сваривается. Эти свойства в сочетании с высокой вязкостью разрушения и хорошей усталостной прочностью сделали его идеальным выбором для сварных элементов конструкций, включая рамы автомобилей, грузовиков и прицепов, железнодорожных вагонов и трубопроводов.
7004 — Один в семействе сплавов серии 7000 (Al-Zn) «низкого класса», которые поддаются термообработке прессованием, достаточно экструдируемы и стоят немного больше, чем 6061. Высокая прочность сварного шва, более 30 000 фунтов на квадратный дюйм по сравнению с 20 000 psi для 6061, это большой плюс. Серия 7000 исторически широко применялась в производстве спортивных товаров, велосипедов и мотоциклов. Сплав 7004 имеет предел текучести и предел прочности при растяжении выше 40 000 и 50 000 фунтов на квадратный дюйм соответственно.
Учет стоимости при проектировании алюминиевого профиля
При сравнении форм и сплавов алюминиевых изделий говорят, что экструзия стоит примерно столько же, сколько рулонный лист — шириной 48 дюймов или около того. Разрезание листа на узкую ширину, обрезка и последовательная формовка увеличивает стоимость детали. В конце последовательности деталь имеет свойства, присущие выдавливанию. Разница в том, что экструзия обладает всеми этими свойствами в линейной линейной цене без надстроек. Экструдированные детали также обычно прочнее и легче, чем их аналоги из штампованного листа.
По сравнению с отливками наибольшая экономия достигается за счет оснастки. Нередки случаи, когда полупостоянные пресс-формы, из которых производятся мелкие детали, стоят более 30 000 долларов. Инструменты для крупных деталей могут стоить более 100 000 долларов. Для экструзии многие небольшие нестандартные штампы стоят менее 1000 долларов и редко превышают 5000 долларов даже для больших и сложных полостей..jpg)
Литейная промышленность также обычно взимает плату с клиентов за сменные инструменты, когда оригинальные изнашиваются. Поставщики экструзионных систем по соглашению обычно платят за сменные матрицы.
Кроме того, нередко тратится 1000 долларов и более на изготовление деталей-прототипов из твердой заготовки. Что касается экструзии, дизайнеры тратят примерно столько же на штампы для первых изделий, которые также используются в производстве, когда они проверены. Другим фактором является время, часто месяцы, которое требуется для изготовления и проверки литейных инструментов. С другой стороны, экструзионные матрицы часто изготавливаются и проходят проверку всего за несколько недель.
Проблемы проектирования алюминиевых профилей
Чем более несимметрична или несбалансирована форма, тем меньше вероятность того, что она останется прямой или сохранит изгибы и общие размеры. Большие различия в толщине стенок также вызывают проблемы. Как правило, минимальная толщина стенки должна быть не менее половины самой толстой в профиле. В противном случае искажение может быть проблемой. Стенки разной толщины также охлаждаются с разной скоростью во время термической закалки, а также добавляют деформации.
В противном случае искажение может быть проблемой. Стенки разной толщины также охлаждаются с разной скоростью во время термической закалки, а также добавляют деформации.
Неопытные проектировщики часто задают слишком тонкие стенки. Минимальная толщина стенки увеличивается по мере увеличения формы экструзии. В большинстве сплавов, например, 0,062-дюйм. стена возможна в форме шириной 3 дюйма, но не возможна для одной 10-дюймовой. широкий.
Узкие формы с глубокими зазорами могут вызвать проблемы. Примером может служить отверстие размером 0,25 дюйма. шириной, но глубиной больше сантиметра. Здесь штампованная сталь, образующая отверстие, трудно поддерживать и может сломаться. Отношение глубины к раскрытию должно быть ниже 4:1.
Точно так же некоторые формы, которые на самом деле не полые, должны быть изготовлены на штампе полого типа. В противном случае область языка матрицы не выдержит силы давления экструзии и сломается.
Терминология экструзии алюминия
В экструзионной промышленности имеется собственный набор специальных терминов, относящихся к прессованию и штамповке.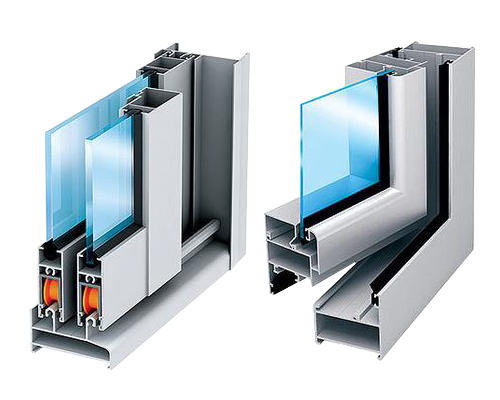
Размер круга : Наименьший круг, который полностью охватывает профиль детали. Это важный показатель продуктивности. Это помогает определить размер пресса, необходимого для изготовления формы. Некоторые формы будут размером всего 1 дюйм. размер круга. До 12 дюймов. размеры круга обычные. Размеры круга от 19до 30 дюймов существуют, но являются узкоспециализированными, а их формы, как правило, довольно дорогими.
Тоннаж пресса : Экструзионные прессы обозначаются тоннажем — величиной силы, прикладываемой к ползунку для продавливания заготовки через матрицу. Менее 1000 тонн считается довольно небольшим, а от 1100 до 5000 тонн — обычным. Прессы усилием до 12 000 тонн являются узкоспециализированными.
Фактор : Показатель сложности выдавливания профиля. Фактор – это отношение размера круга к периметру поверхности. Например, круглый твердый стержень будет иметь низкий коэффициент, возможно, восемь. Круглая форма с множеством шлицов по периферии может иметь коэффициент 50.
Коэффициент экструзии : Аналогичен фактору в том смысле, что он является индикатором сложности. Это отношение площадей поперечного сечения формы отверстия матрицы к площади поперечного сечения контейнера, через который проталкивается заготовка. Заготовка большого диаметра, проталкиваемая через очень маленькое отверстие матрицы, имеет высокий коэффициент обжатия. Выдавить такую деталь может быть невозможно. Соотношение 75: 1 распространено, хотя и сложно.
Решением, однако, для формы со сложным соотношением является изготовление детали на прессе с контейнером меньшего размера. Другой вариант — использовать матрицу с несколькими отверстиями, позволяющую одновременно экструдировать несколько профилей. Матрицы с несколькими отверстиями также удобны для небольших форм, которые слишком длинны, чтобы обрабатывать практически даже самые короткие заготовки, которые может выдавливать пресс.
Существует три типа полых профилей: штамп с иллюминатором, мостовидный штамп и бесшовная труба.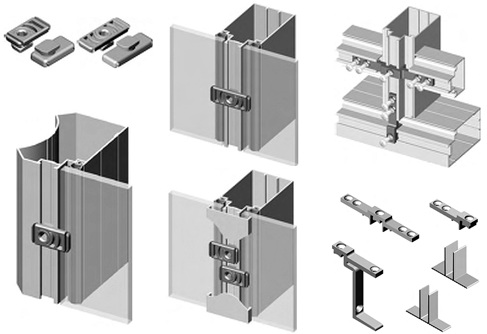
Полые штампы с иллюминатором : Наиболее распространенный и экономичный способ изготовления формы с отверстием внутри. Формы оцениваются в порядке сложности как класс I, II или III. Узел матрицы, состоящий из двух частей, разделяет экструдируемый слиток, затем «сваривает» металл обратно вместе, когда он проходит через внутренние каналы матрицы и отверстие, образованное отверстием матрицы и оправкой. Материал, произведенный таким образом, представляет собой гибридный продукт с незаметными металлургическими швами. Полые детали иллюминатора обычно не используются для приложений высокого давления.
Полости штампов для мостов : То же, что и иллюминатор, за исключением того, что дизайн штампа отличается. Мостовая матрица подвешивает оправку, которая образует внутреннюю пустоту, за корпусом основной матрицы. В конце каждой экструдированной заготовки головка очищается. В головке иллюминатора оправка является внутренней, и последующие заготовки «прикрепляются», эффективно создавая непрерывную экструзию для направления из пресса.