Содержание
Профиль по чертежам заказчика — НОВОЕ ВРЕМЯ
«Новое Время», используя мощности ведущих производителей алюминиевого профиля, предлагает разработку и производство алюминиевого профиля по чертежам заказчика любых форм и конфигураций. Профили изготавливаются из высококачественных сплавов если под покраску и анодировку, то из сплава 6060 (EN AW-6060). Если нет особых требований, то 6063 (аналог АД31 или EN AW-6063) в соответствии с ГОСТ 8617-81 и ГОСТ 22233-2001.
ОСНОВНЫЕ ЭТАПЫ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ ПО ЧЕРТЕЖАМ ЗАКАЗЧИКА
- СОСТАВЛЕНИЕ ТЕХНИЧЕСКОГО ЗАДАНИЯ И ОПТИМИЗАЦИЯ.
- Этот этап включает в себя разработку чертежей с одновременной оптимизацией основных параметров профиля.
- При составлении технического задания наш конструктор подготовит всю техническую документацию и сделает необходимые расчеты, оптимизировав конфигурацию профиля по параметрам цены и качества.

- После утверждения чертежа со стороны заказчика и согласования цены за профиль — заказчик оплачивает матричный инструмент (Фильера).
- Стоимость матрицы для экструзии профиля зависит от конфигурации и находится в диапазоне от 1000 €. Срок её изготовления в среднем составляет 30-40 дней.
- При единовременном заказе 10,0 тонн на данный профиль, матричный инструмент изготавливается бесплатно.
- После изготовления матрицы мы приступаем к изготовлению опытных образцов, которые заказчик может протестировать на соответствие своим требованиям.
- Срок производства опытных образцов составляет 10-15 дней после изготовления матрицы.
- Стоимость производства опытных образцов включена в стоимость изготовления и настройки матричного инструмента.
- После утверждения заказчиком опытных образцов изготавливается основная партия алюминиевого профиля.

- Этот процесс (экструзия) занимает 14 дней. В работу принимаются заказы от 500 кг каждой позиции.
- В процессе производства профиль подвергается термической обработке, повышающей его прочностные характеристики (закалка, искусственное старение).

- Порошковая окраска, анодирование от 14 дней.
Так же предлагаем Вашему вниманию каталоги «Алюминиевые профили» разделенные по направлениям применения в отраслевых хозяйствах. Все найденные Вами профили можно приобрести в нашей компании. Минимальный объем продажи составляет 500 кг на 1 артикул изделия.
Каталоги
Профили для торгово-выставочного оборудования
Профили для строительства и металлоконструкций
Профили для систем вентиляции и кондиционирования
Профили для радиаторов и спецоборудования
Профили для офисных перегородок и интерьеров
Профили для наружной рекламы
Профили для машиностроения
Профили для изготовления карнизов и рольставень
Профили для жд и автотранспорта
От чертежа заказчика до алюминиевого профиля
Не все можно отпрессовать
Каждый, кто занимается проектированием алюминиевых профилей – заказчики профиля или его изготовители, рано или поздно сталкивается с ограничениями, которые накладываются самой технологией прессования алюминия.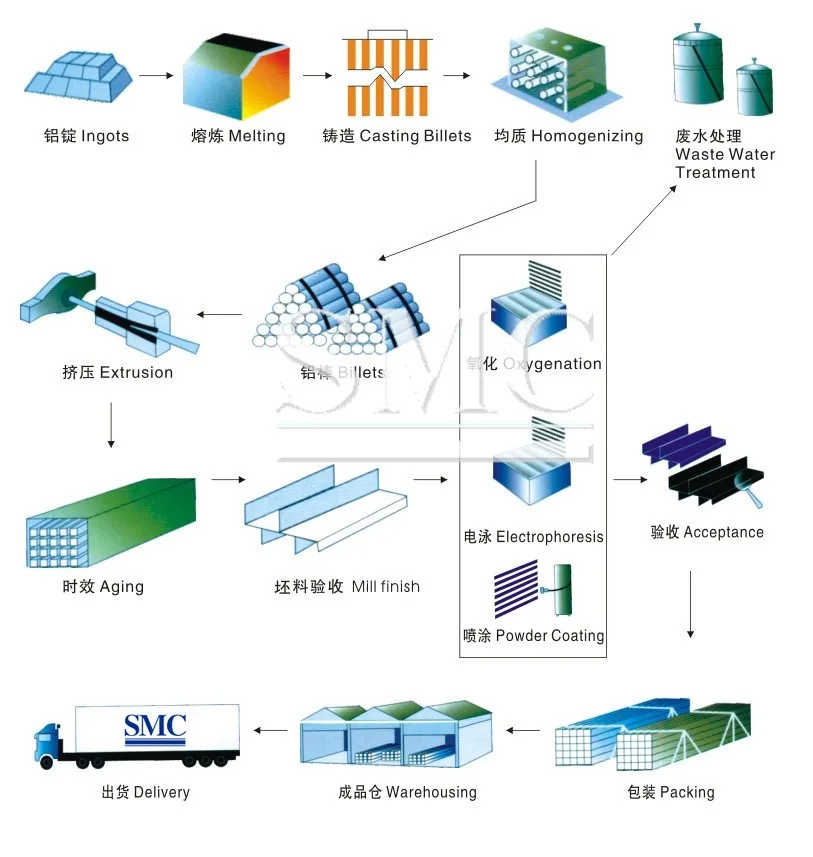 Конечно, эти ограничения зависят также и от конкретного прессового оборудования и опыта работы на нем, и от правильного выбора алюминиевого сплава.
Конечно, эти ограничения зависят также и от конкретного прессового оборудования и опыта работы на нем, и от правильного выбора алюминиевого сплава.
Рисунок – Трудные для прессования детали алюминиевого профиля, которых нужно избегать на чертежах и эскизах заказчика
Эскиз заказчика и возможности технологии
Если технологический процесс производства алюминиевых профилей – и не только собственно прессование – недостаточно контролируется, а конструкция профиля и алюминиевый сплав не учитывают особенностей производственного процесса, то результатом неизбежно будет низкое качество продукции и большое количество брака.
Поэтому производители алюминиевых профилей установили общие правила их проектирования. Эти правила должны соблюдаться при разработке чертежей профилей, как у заказчика, так и у изготовителя. Эти правила призваны обеспечивать гармонию формы и размеров поперечного сечения алюминиевого профиля с возможностями процесса прессования алюминия и его сплавов. Некоторые из этих правил носят общий характер, тогда как другие касаются конкретных размеров и формы и зависят от применяемого прессового оборудования, а также алюминиевого сплава.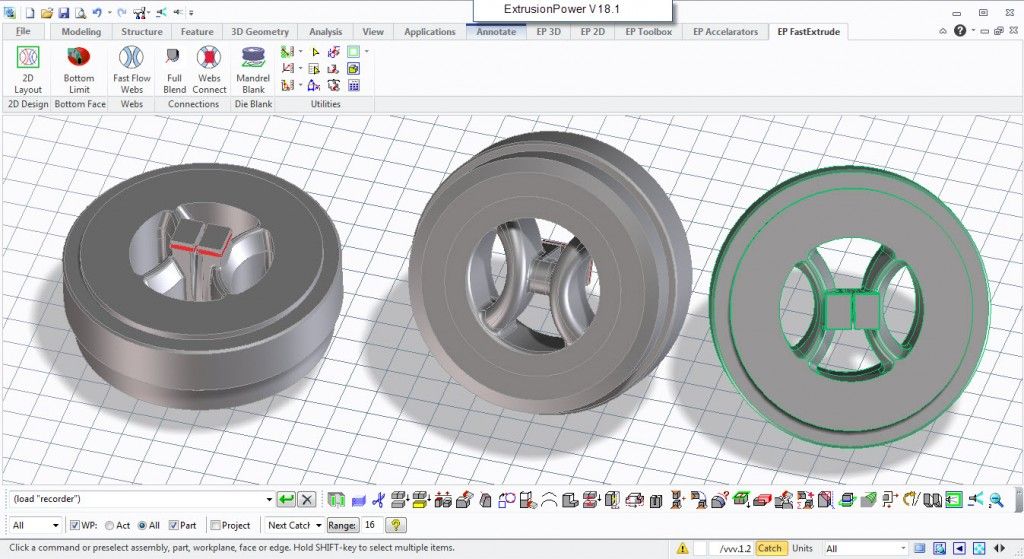
Профиль по чертежу или эскизу заказчика
Конструктор изделия или детали машины из прессованного алюминиевого профиля стремится сделать его максимально функциональным и полет его фантазии ничто не ограничивает. Так рождается то, что часто называют «профиль по чертежу заказчика» или “профиль по эскизу заказчика”. Иногда он может быть очень трудным для прессования.
Вообще существует очень мало профилей, которые было бы нельзя в принципе отпрессовать на экструзионном прессе. Однако может быть так, из-за большой доли брака качество или цена трудного для прессования профиля будет неприемлемой для заказчика.
Чтобы разработать качественное изделие – алюминиевый профиль – конструктор, заводской или заказчика, должен пытаться достигать в своем чертеже такого сечения профиля, которое было бы «дружественным» к технологии производства. Причем это должно касаться не только собственно процесса прессования, но и всех последующих технологических операций от выхода профиля из матрицы и до его упаковки.
Асимметричные профили
Ключевым словом процесса экструзии металлов (прессования металлов), в том числе, алюминия и его сплавов, является слово «симметрия». Для асимметричных профилей характерно неоднородное и неравномерное течение металла, что требует сложных конструкций экструзионных матриц. Скорость течения металла через поперечное сечение должна быть максимально выровнена, а, чтобы добиться этого часто приходится прессовать на очень низких скоростях. Кроме того, при асимметричном сечении профиля матрица испытывает неоднородную нагрузку, что чревато повышением опасности ее разрушения, особенно при прессовании высокопрочных алюминиевых сплавов.
Асимметричные профили могут также быть причиной возникновения температурных градиентов, как в матрице, так и самом профиле в ходе его охлаждения. Более того, различные части профиля будут иметь различную термомеханическую обработку и, как следствие, иметь различную микроструктуру и механические свойства.
Примеры отклонений алюминиевых профилей от симметрии показаны на рисунке. Распределение массы по поперечному сечению профиля не должно быть слишком неравномерным. Профили с большим отношением максимальных и минимальных толщин очень трудны для передачи по линии экструзионного пресса, а большие эксцентричные полости могут давать плохо управляемые потоки металла.
Распределение массы по поперечному сечению профиля не должно быть слишком неравномерным. Профили с большим отношением максимальных и минимальных толщин очень трудны для передачи по линии экструзионного пресса, а большие эксцентричные полости могут давать плохо управляемые потоки металла.
Слишком большие профили
Существуют естественные ограничения в отношении максимальных размеров профилей. Если профиль имеет очень большой диаметр описанной окружности – минимальная окружность, в которую он может быть вписан – то могут возникать проблемы с попаданием в профиль материала заготовки из ее поверхностных, загрязненных, слоев.
Сплошные матрицы для профилей больших размеров обычно трудно надежно поддерживать подкладками и больстерами. В полых матрицах для больших профилей оправки испытывают повышенные нагрузки. В результате для профилей больших размеров характерны большие размерные отклонения и более низкое качество поверхности. Это пониженное качество поверхности профиля чаще всего выражается в большом количестве рисок (следов матрицы), а также неоднородности внешнего вида из-за полос на профиле, которые по разному отражают падающий на них свет.
Слишком малые профили
С другой стороны, профили со слишком малыми размерами дают слишком большой коэффициент вытяжки (отношение прессования). В этом случае пресс может быть не в состоянии обеспечить необходимое усилие, чтобы прессовать профиль. В этом случае для повышения производительности прессуют несколько нитей профиля одновременно.
Простота алюминиевого профиля
Простота – это другое ключевое слово почти для всех производств. Это особенно касается процесса прессования алюминиевых профилей, хотя его основная заслуга заключается именно в способности производить сложные профили.
Полые профили и профили с длинными «языками» значительно усложняют производство профилей и их нужно избегать насколько это возможно. Экструзионные матрицы для этих профилей являются более сложными и поэтому более дорогими. Однако самой большой проблемой этих матриц является то, что в них возникают значительно бОльшие усилия из-за тех препятствий, которые они накладывают на течение металла. С другой стороны, их более сложная конструкция делает их более слабыми, что ограничивает усилия, которым их можно подвергать. С этим связана их склонность к отклонениям размеров и низкому качеству поверхности.
С другой стороны, их более сложная конструкция делает их более слабыми, что ограничивает усилия, которым их можно подвергать. С этим связана их склонность к отклонениям размеров и низкому качеству поверхности.
Поэтому часто стараются делать «языки» с небольшим отношением длины к ширине, а полые профили нередко делают в виде двух сплошных профилей, которые потом соединяются вместе и образуют полость.
Функциональные элементы профиля
Специальные алюминиевые профили обычно включают много различных специальных элементов. Собственно, эти элементы и делают профиль специальным, и они часто очень важны для заказчика. Однако добавление даже небольшой детали в чертеж профиля может привести к большим изменениям как в производительности, так в качестве изделия. Поэтому всегда нужно взвешивать, так ли уж необходима та или иная функциональная деталь профиля и нельзя ли сделать ее форму более удобной для процесса прессования.
Острые углы профиля
Чрезмерно острые углы алюминиевого профиля могут приводить к недостаточному заполнению матрицы металлом, а в других случаях – к возникновению на этих острых углах нарушений сплошности в виде разрывов (см.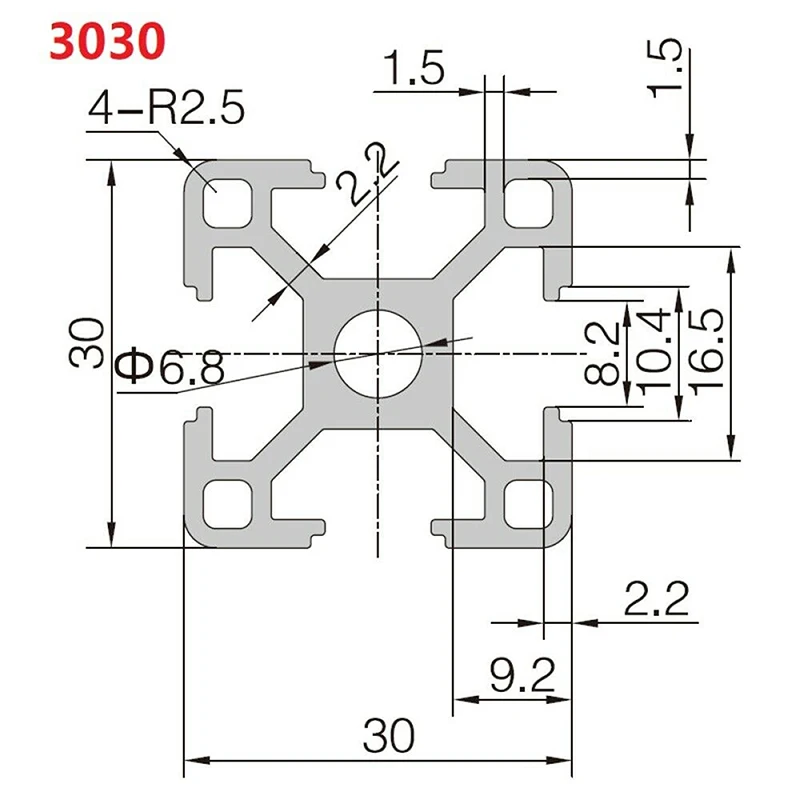 рисунок). Кроме того, зарождение трещин и их рост чаще всего происходят именно в тех частях матрицы, которые формируют острые углы. Поэтому все углы – внутренние и наружные – должны быть должным образом скруглены. Минимальные радиусы скругления углов профиля на чертеже должны быть от 0,4 до 1.0 мм. Только в отдельных случаях – если это действительно нужно заказчику – на чертежах ставят радиус скругления 0,2 мм.
рисунок). Кроме того, зарождение трещин и их рост чаще всего происходят именно в тех частях матрицы, которые формируют острые углы. Поэтому все углы – внутренние и наружные – должны быть должным образом скруглены. Минимальные радиусы скругления углов профиля на чертеже должны быть от 0,4 до 1.0 мм. Только в отдельных случаях – если это действительно нужно заказчику – на чертежах ставят радиус скругления 0,2 мм.
Резкие изменения толщины профиля
Резких изменений толщины стенки алюминиевого профиля, а, следовательно, резкого изменения длины рабочих поясков матрицы нужно избегать (см. рисунок). Такие резкие изменения приводят к двум типам проблем с течением металла. С одной стороны, нужно обеспечивать полное заполнение металлом вокруг этих острых углов путем хитроумного изменения длины рабочих поясков. С другой стороны, при таких резких переходах меняются условия пластической деформации, что приводит к различиям микроструктуры в соседних участках профиля. В результате возникает визуальных дефект алюминиевых профилей в виде полос с различным отражением света. «В народе» этот дефект по понятным причинам называют «лыжи».
«В народе» этот дефект по понятным причинам называют «лыжи».
Решением этой проблемы является по возможности плавный переход от толстых элементов профиля к тонким. Если это по каким-то причинам невозможно, то часто на границе толстой и тонкой стенок по согласованию с заказчиком выполняют специальную декоративную риску.
Тонкостенные профили
В определенном смысле, прессование тонкостенных элементов профилей всегда представляет собой проблему. В таких участках матрицы характерны высокие силы трения, а скорость течения металла трудно контролировать. В результате в этих участках матрицы может быть неполное заполнение металлов некоторых элементов поперечного сечения. Кроме того, матрицы с такими участками требуют более высоких усилий прессования.
Если тонкая стенка находится внутри профиля (см. рисунок), то проблема с наполнением ее металлом еще более серьезна. При этом давление в сварочной камере может быть недостаточным для формирования хорошего сварного шва. Слабый сварной шов или его полное отсутствие являются катастрофой для качества профиля, а обнаружить этот дефект очень трудно. Поэтому внутренних тонких стенок нужно всячески избегать и убеждать в этом заказчика.
Поэтому внутренних тонких стенок нужно всячески избегать и убеждать в этом заказчика.
Иногда бывает лучше применить более толстую внутреннюю стенку, чтобы обеспечить ее надежное наполнение металлам и качественный сварной шов, не смотря на то, что стоимость профиля при этом возрастает.
Еще ограничения для профиля
Кроме ограничений для конструкции профиля, которые связаны с особенностями процесса прессования, существуют и другие ограничения. Такие ограничения могут быть связаны, например, с применением изделия в эксплуатации. Одним из таких ограничений, является, например, предотвращение коррозии изделия за счет того, что конструкция профиля не содержит элементов, которые бы собирали воду от дождя или снега. Подобные особенности эксплуатации алюминиевого профиля должны обсуждаться с заказчиком еще на стадии разработки чертежа профиля.
Источник: Handbook of Metallurgical Process Design / ed. George E. Totten, Kiyoshi Funatani, Lin Xie / Marcel Dekker Inc, 2004
Профили алюминиевых профилей по чертежам заказчика
Дом
Каталог продукции
Строительство и отделка
Фасонный строительный материал
Алюминиевый профиль
Описание продукта
Информация о компании
Вопросы и ответы клиентов
(0)
Адрес:
№ 277, Changshou Road, город Цзянинь, провинция Цзянсу, Уси, Цзянсу, Китай
Тип бизнеса:
Производитель/фабрика, торговая компания
Диапазон бизнеса:
Строительство и отделка, Бытовая электроника, Электрика и электроника, Мебель, Промышленное оборудование и компоненты, Легкая промышленность и повседневное использование, Производство и обрабатывающее оборудование, Металлургия, Минеральные ресурсы и энергетика, Транспорт
Сертификация системы управления:
ISO 9001, ISO 14001, ISO 20000
Основная продукция:
Алюминиевый профиль, алюминиевый профиль, оконный профиль, алюминиевый профиль, солнечная рама, светодиодная рама, промышленный материал, радиатор, алюминиевое окно, солнечный зажим
Введение компании:
У нас 3 завода общей площадью 800 000 кв. м.
м.
24-летний опыт Более 5 000 сотрудников До 20 000 метрических тонн в месяц
Принимаем любые объемные заказы
Завод алюминиевых профилей Jiangyin Longding (Longding) — это крупномасштабное комплексное предприятие, объединяющее исследования и разработки, производство и продажу материалов из алюминиевого сплава, алюминиевых окон, дверей и штор, а также алюминиевых профилей для промышленное использование. С нашей рабочей силой в 3000 человек мы можем легко выполнить любой объем заказов.
Использование современных мощностей для производства больших объемов продукции
За более чем 24 года развития мы превратились в одно из 10 крупнейших предприятий по производству алюминиевых профилей в Китае. Общая площадь наших трех заводов составляет 25 миллионов квадратных метров, 10 плавильных печей, 15 комплектов экструдеров, три линии анодирования, три линии порошкового покрытия, одна импортированная из Японии производственная линия для окраски PVDF, одна европейская линия по производству вставных стержней и одна американская линия. линия наполнения-разборки. Среди них 10 плавильных печей могут производить 120 000 тонн алюминиевых заготовок. Также у нас есть собственный цех по вырубке. Именно по этим причинам мы можем подготовить ваши заказы в короткие сроки.
линия наполнения-разборки. Среди них 10 плавильных печей могут производить 120 000 тонн алюминиевых заготовок. Также у нас есть собственный цех по вырубке. Именно по этим причинам мы можем подготовить ваши заказы в короткие сроки.
Высокое качество обеспечивается 100 сотрудниками отдела контроля качества
Чтобы превзойти ваши ожидания в отношении качества, наши 50 сотрудников отдела контроля качества строго проверяют каждую часть нашей продукции. С момента основания в 1993 году мы уделяем большое внимание качеству продукции. Это помогает нам расширять наши рынки в Северной и Южной Америке, Восточной Европе, Юго-Восточной Азии и Африке.
Свяжитесь с нами сегодня для получения дополнительной информации.
Как только вы получите свой вопрос, поставщик ответит вам как можно скорее.
Отправить сообщение этому поставщику
Горячие поиски
- Китай Алюминий
- Продукт из алюминиевого сплава
- Алюминиевый профиль
- Алюминиевая рама
- Алюминиевый экструдированный алюминиевый профиль
- Промышленный алюминиевый профиль
- Алюминиевый профиль для промышленности
- Алюминиевый профиль промышленности
- Дверь из алюминиевого профиля
Подробнее
Зачем нужны чертежи для обработки алюминиевых профилей?
Зачем нужны чертежи для обработки алюминиевого профиля?
Зачем нужны чертежи для обработки алюминиевого профиля? Когда дело доходит до обработки алюминиевого профиля, необходимо упомянуть чертежи обработки, которые показывают важность чертежей для обработки алюминиевого профиля.
Чертежи алюминиевых профилей делятся на два типа: чертежи механической обработки и трехмерные чертежи.
Чертежи обработки в основном отражают содержание операций обработки, трехмерные чертежи в основном показывают конкретную структуру рамы, оба не противоречат друг другу.
В мастерской нет чертежа и нет возможности его обработать; у заказчика нет чертежа и нет возможности его собрать.
Поэтому чертежи очень важны для обработки алюминиевых профилей.
Чертежи обработки алюминиевого профиля
На чертежах обработки мы можем четко знать детали алюминиевого профиля, такие как спецификации, сплав и закалка, длина резки, расположение отверстия, тип отверстия. , размер отверстия, нарезание резьбы на торце, размер метчика, фрезерование, ЧПУ и тд.
Когда такие чертежи обработки отправляются в производственный цех, технические специалисты могут понять и получить общее представление.
Алюминиевые профили будут изготовлены в соответствии с чертежами механической обработки, чтобы их можно было использовать для создания различных каркасных конструкций.
Типы отверстий, просверленных или пробитых в алюминиевых профилях, представляют собой отверстия с потайной головкой, анкерные отверстия и сквозные отверстия.
Размер и глубина отверстий обычно обрабатываются в соответствии с требованиями.
Нарезание резьбы обычно выполняется в конце профиля. Если на конце профиля есть центральное отверстие, можно выполнить нарезку резьбы. Обычно используемые размеры резьбы — M6 и M8.
Нарезание резьбы и пробивка отверстий, как правило, оплачиваются отдельно, а конкретная стоимость может быть определена после обсуждения с поставщиком механической обработки.
Основной функцией сверления и нарезания резьбы в алюминиевом профиле является облегчение установки различных аксессуаров, в том числе болтов и гаек, ножек, эластичных креплений, анкерных соединительных штифтов, встроенных соединителей, роликов, конических соединителей и т. д.
Если мы не хотите производить обработку алюминиевого профиля, мы обычно можем собрать его с помощью уголка или соединительного элемента, что более удобно.
Что делать, если у заказчика нет чертежа?
Для чертежа механической обработки рамы клиенты могут предоставить простые эскизы, а производители алюминиевых профилей могут бесплатно предоставить заказчику специальные трехмерные чертежи.
Для чертежей обработки алюминиевого профиля об этом не нужно беспокоиться.
После того, как трехмерные чертежи рамы будут подтверждены и утверждены, технические специалисты разработают чертежи механической обработки и представят их обрабатывающему персоналу в мастерской для изготовления.
Honstar Aluminium Products Co., Ltd уже более 12 лет является лидером алюминиевой промышленности в производстве прецизионных алюминиевых деталей, алюминиевых профилей на заказ и стандартных алюминиевых профилей.
Мы специализируемся исключительно на производстве самых маленьких, самых сложных, прецизионных алюминиевых деталей, алюминиевых профилей на заказ, стандартных алюминиевых профилей и промышленных алюминиевых профилей.