Экструзионный пресс является самым важным — и дорогим — из всего оборудования для производства алюминиевых профилей.
Новый экструзионный пресс для алюминия может прослужить 50 и более лет. Поэтому его выбор – это очень ответственное решение. В своей статье в материалах Aluminium Extrusion Seminar 2008 известный американский специалист Al Kennedy подробно расписал процесс принятия такого решения и разбил его на семь последовательных шагов.
Это первый шаг в выборе пресса. Решение по нему принимают на основе рыночной ситуации и намерениях занять на рынке определенную нишу. Большинство новых прессов имеют прямое прессование без прошивки и без оправки.
При обратном прессовании матрица размещается на переднем конце полого пресс-штемпеля, который перемещается относительно контейнера, но относительное перемещение между заготовкой и контейнером отсутствует. Поскольку в этом случае нет трения между поверхностью заготовки и контейнером, то усилие прессования на 20-30 % ниже. Это пониженное усилие дает возможность прессовать более мелкие профили, а также снизить температуру заготовки и, следовательно, повысить скорость прессования. Температура профиля более однородная на протяжении цикла прессования. Загрязнения с поверхности заготовки не идут внутрь профиля, однако необходимо «скальпировать» заготовки – механически обрабатывать их поверхность, чтобы поверхностные дефекты заготовки не создавали поверхностные дефекты профиля. Существенным недостатком обратных прессов является ограничение размеров профиля размерами полости пресс-штемпеля.
Изготовление действительно бесшовных труб требует или прошивной оправки для выполнения отверстия в сплошной заготовке, или полой заготовки и оправки. В обоих вариантах бесшовный полый профиль будет иметь более качественную микроструктуру структуру и более однородные механические свойства, чем аналогичный профиль, которые получен на обычном прессе. Инвестиции в такой пресс являются очень высокими, а производительность его ниже, чем у обычных прессов. Более высокое качество продукции могут оценить и, что важно, заплатить за него, только весьма ограниченное количество заказчиков, производящих очень ответственные изделия.
Поэтому для большинства производителей прессованного алюминия однозначным выбором является обычный пресс с прямым течением металла.
Первый и самый трудный вопрос. Какова максимальная описанная окружность и погонная масса профилей, которые будут прессоваться на этом прессе? Можно бы учесть историю заказов профилей, но надо понимать, что в будущем рынок может пойти совсем по-другому. Вообще, прессы, которые ставят в последние годы, имеют тенденцию к увеличению диаметра контейнера.
Диаметр заготовки обычно выбирают, по крайней мере, на 25 мм больше, чем диаметр самого большого профиля или группы профилей. Конечно, всегда есть возможность прессовать профили даже большие чем диаметр заготовки с применением специальных матриц с расширителем. Однако эта технология более сложная, требует более дорогих матриц и есть ограничения для ее применения.
После того, как определились с диаметром заготовки, надо выбрать удельное давление в интервале от 60 до 80 кГ/мм2. Удельное давление вычисляется путем деления усилия пресса на площадь полости контейнера (обычно больше диаметра заготовки на 3 %). Много прессов в США работают при удельных давлениях от 50 до 60 кГ/мм2, в основном с более простыми сечениями профилей. Однако в этом случае есть риск потери в производительности из-за более медленной осадки заготовки и начального заполнения матрицы металлом.
Максимальная длина заготовки диаметром 152 мм для пресса с усилием от 1200 до 1600 тонн составляет от 750 до 850 мм, а заготовки диаметром 178 мм для прессов с усилиями от 1600 до 2000 тонн – от 850 до 1000 мм.
От длины (толщины) матричного комплекта зависит прогиб матрицы под нагрузкой и, следовательно, возможность контролировать размеры профиля и отклонения от них. Прогибы матрицы снижаются пропорционально третьей степени длины матричного комплекта. С другой стороны, чем больше матричный комплект, тем больше он стоит. Надо плотно обсудить этот вопрос со специалистами по прессовому инструменту и поставщиками прессов, чтобы определить комплект прессового инструмента, который бы совмещал достаточную жесткость с приемлемой ценой.
По мнению экспертов для пресса усилием 1600 тонн типичная толщина матричного комплекта составляет 400 мм, а для пресса 2000 тонн – 450 мм.
См. Выбор экструзионного пресса — продолжение
Источник: Al Kennedy, ET 2008
aluminium-guide.ru
Практически каждая новая экструзионная матрица для прессования алюминия требует корректировки:
Корректировка матрицы заключается в ускорении или замедлении истечения металла на тех или иных участках ее рабочего пояска.
Причин для корректировки может быть несколько, в том числе:
Ключевая фигура каждого производства алюминиевых профилей – опытный корректировщик матриц. Когда он планирует корректировку очередной матрицы, то прокручивает в голове, как минимум, следующие параметры экструзионного пресса, с которым он работает:
У хорошего корректировщика матриц всегда есть больше чем один способ решения конкретной проблемы с матрицей. Поэтому некоторые считают, что корректировка матриц находится ближе к искусству и интуиции, чем к науке и технике.
Тем не менее, с годами в производстве алюминиевых профилей сложились некоторые типичные – и совершенно технические – методы корректировки матриц. По-крайней мере, более простых, сплошных матриц.
При корректировке сплошных матриц обычно применяются следующие методы:
Для ускорения течения металла на некотором участке профиля в соответствующем месте рабочего пояска матрицы выполняют расширение на выходе из пояска. Для этого напильником или бормашиной спиливают под некоторым углом край плоскости пояска с обоих сторон канала. У новых матриц все исходные пояски обычно горизонтальные и параллельные. Русский термин для такой операции – выполнение растормаживающего угла на рабочем пояске.
На рисунке 1 показано как корректировщик сбалансировал течение металла путем выполнения на пояске растормаживающего угла.
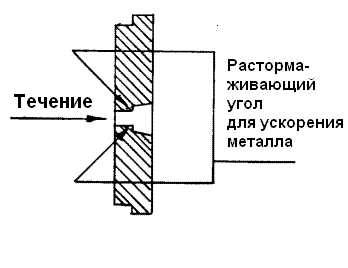 Рисунок 1 – Растормаживающий угол на рабочем пояске матрицы
Рисунок 1 – Растормаживающий угол на рабочем пояске матрицы
Английский термин для растормаживающего угла – relief. Это слово имеет много значений, среди которых есть даже слово «рельеф», но главное его значение – «облегчение». В приложении к экструзии алюминия – это означает облегчение течения металла, то есть его ускорение.
Для замедления течения металла на некотором участке профиля в соответствующем месте пояска матрицы спиливают угол пояска, но не выходе, а на входе (рисунок 2). Этот угол называют углом торможения.
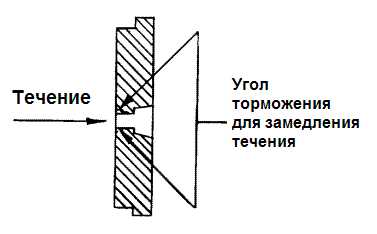 Рисунок 2 – Угол торможения на рабочем пояске матрицы
Рисунок 2 – Угол торможения на рабочем пояске матрицы
Английский термин для угла торможения – choke. Это слово также имеет много значений, а основными являются существительное «дроссель» и глагол «душить». В приложении к экструзии алюминия – это означает торможение или затруднение течения металла, то есть его замедление.
При прессовании профиля типа швеллера или аналогичного элемента более сложного профиля часто возникает следующая проблема: металл в полках течет слишком быстро по сравнению со стенкой. Это проявляется в волнистости полок (рисунок 3).
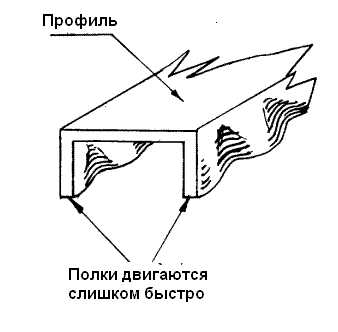 Рисунок 3 – Волнистость полок швеллера
Рисунок 3 – Волнистость полок швеллера
Чтобы скорректировать это неравномерное течение металла, необходимо ускорить течение металла в стенке. Для этого в пояске стенки выполняют растормаживающий угол, как это показано на рисунке 4.
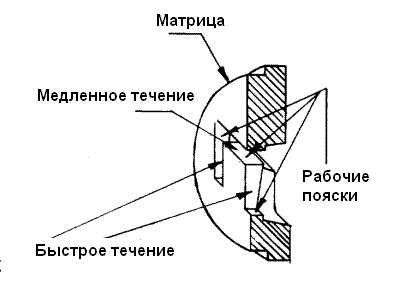 Рисунок 4 – Растормаживающий угол для ускорения стенки швеллера
Рисунок 4 – Растормаживающий угол для ускорения стенки швеллера
Другой типичный случай: полки швеллера «заваливаются» — внутрь или наружу (рисунок 5). В зависимости от того, заваливается полка внутрь или наружу, корректировщик матриц будет выполнять на пояске напильником или бормашиной сразу и угол торможения, и растормаживающий угол, чтобы заставить полку двигаться в нужном направлении
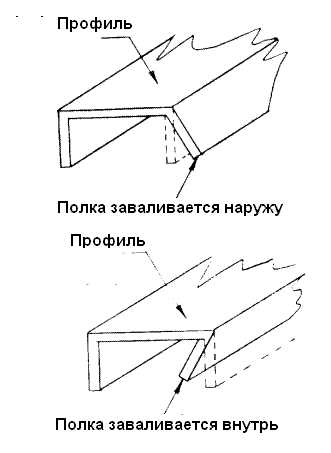
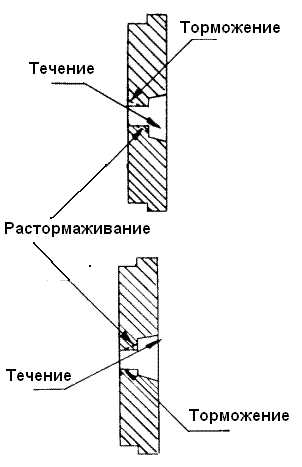 Рисунок 5 – Корректировка заваливания полок швеллера
Рисунок 5 – Корректировка заваливания полок швеллера
На рисунке 6 показано, как корректировщик выполнил на правой полке растормаживающий угол на внутреннем пояске и угол торможения – на наружном пояске. После таких операций полка будет двигаться внутрь швеллера.
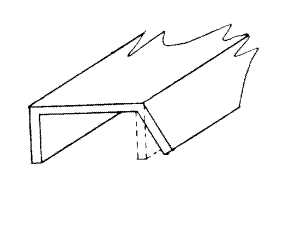
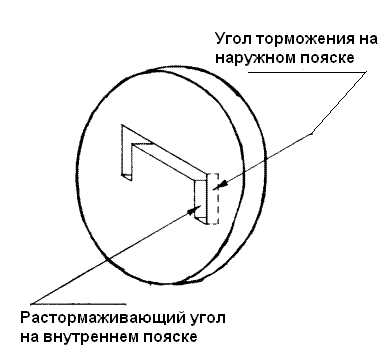 Рисунок 6 – Корректировка рабочего пояска швеллерапри заваливании правой полки наружу
Рисунок 6 – Корректировка рабочего пояска швеллерапри заваливании правой полки наружу
На рисунке 7 показано, как выполняют на правой полке растормаживающий угол на внутреннем пояске и угол торможения – на наружном пояске. После таких операций полка будет двигаться внутрь швеллера.
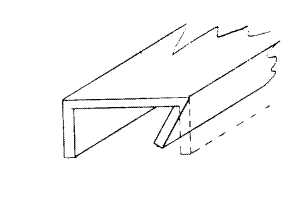
 Рисунок 7 – Корректировка рабочего пояска швеллерапри заваливании правой полки внутрь
Рисунок 7 – Корректировка рабочего пояска швеллерапри заваливании правой полки внутрь
На рисунке 8 показано как выполняют корректировку путем перераспределения потоков металла через матрицу. Рабочие пояски при этом все время находится под углом 90º к зеркалу матрицы. В данном случае корректировщик ускоряет течение путем спиливания металла на зеркале матрицы вокруг тех участков, которые требуют ускорения. Такой же результат дает срезание части чрезмерно длинного пояска с задней стороны матрицы. Оба метода широко применяются и оба дают хорошие результаты.
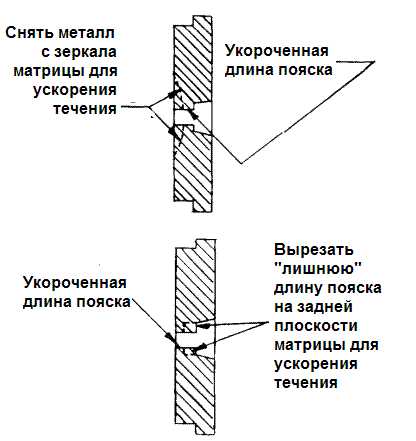 Рисунок 8 – Ускорение течения металла путем уменьшения длины рабочего пояска
Рисунок 8 – Ускорение течения металла путем уменьшения длины рабочего пояска
Источник: Luis Bello, Die Corrections for Changing Flow Characteristics, Aluminum Extrusion Technology Seminar, Chicago, 1977
aluminium-guide.ru
Краткое описание Линия для производства брускового алюминия и алюминиевого профиля состоит из оборудования для плавки, литья и непрерывной экструзии, позволяя выпускать различные виды длинномерных фасонных изделий из алюминия. Линия способна производить широкий спектр продукции, включая алюминиевые стержни, трубы, профили и многое другое.

Характеристики 1. Плавильная печь Ёмкость ванны: 3-50 т Форма печи: прямоугольная / круглая Тип печи: наклонная или стационарная Топливо: природный газ, сжиженный нефтяной газ, легкое дизельное топливо, тяжёлое дизельное топливо

2. Литейная машина Способ литья: полунепрерывное литьё Объём: 3~30 т
3. Экструдер
 Технические параметры
Технические параметры | Модель | FJT-550 | FJT-630 | FJT-850 | FJT-1250 |
| Усилие экструзии (кН) | 5500 | 6300 | 8500 | 12500 |
| Возвратное усилие (UST) | 550 | 700 | 880 | 1350 |
| Рабочее давление (MПa) | 21 | 21 | 21 | 21 |
| Усилие смыкания прессформы (кН) | 484 | 633 | 633 | 800 |
| Усилие прокола (кН) | 659 | 1030 | 1030 | 1293 |
| Макс. скорость экструзии (мм/с) | 45 | 42 | 40 | 40 |
| Мощность предварительного нагрева (кВт) | 12 | 14 | 18 | 20 |
| Мощность основного двигателя (кВт) | 100 | 155 | 155 | 210 |
| Диаметр экструзионного цилиндра в свету (мм) | φ75-φ115×400 | φ95-φ125×500 | φ100-φ150×550 | φ130-φ170×650 |
| Высота центров (мм) | 700 | 800 | 1000 | 1200 |
Другие продукты
Обратная связь
shcablemachinery.ru
Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:Алюминиевые двери и оконная машина, алюминиевая дверная машина, алюминиевые оконные и дверные штамповочные машины, алюминиевые оконные и дверные режущие машины, одноголовная резная пила из алюминиевой оконной машины
Страна/Регион: Китай Тип деятельности:Торговая компания
Подтверждение квалификации: Продукт/Услуга:Пластиковые машины (WPC машина, пластиковые доски машина, лист пластика, машины, пластиковые трубы машина, пластиковый профиль машина, пластиковые стрейч пленка)
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:ПВХ Панели и Плинтус Экструзионные Машины, Экструдер для ПВХ-Листа, PS Вспененный Профиль Производственной Линии, Пластиковые Стиральная Линия, пластиковые Гранулирования Линии
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:пластиковые Машины
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:пластиковые гранулирования линии, стиральная линия пластиковые, Пластиковые Измельчители, Шредер, пластиковые трубы экструзионные линии
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:Пластиковый экструдер, машина для переработки пластика
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:Пластиковые машины
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:Extruder machine, PVC экструзионная линия для труб, ПЭ/PPR труб линии, Профильные/WPC линии, Вспомогательные машина
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:алюминиевый профиль экструзионная линия, тепловой машины сборки перерыва, PA66 GF25 % полосы экструдер машина, передача деревянное зерно машина для алюминия, Полиамидные полосы для тепловой барьер профиль
Страна/Регион: Китай Тип деятельности:Производитель
Подтверждение квалификации: Продукт/Услуга:Инженерный пластик, PA66 GF25 гранулы, термальная полоса, экструзионная машина, гранулятор
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:пластиковые машины( пвх профиля производственной линии, пвх стеновых панелей производства линии, пвх экструдер, пвх смеситель, пвх пульверизатор, производственная линия трубы)
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:Пластиковые экструдер, экструдер, экструзионные машины, лист, кино машина
Страна/Регион: Китай Тип деятельности:Торговая компания
Подтверждение квалификации: Продукт/Услуга:Пластик экструзионные линии, пластиковые вспомогательные машины (экспорт)
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:Пластиковые трубы, pp/pet ремни, древесина и изделия из пластика, переработки пластиковых отходов очистки грануляции, лист пластика
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:Конические Двухшнековый пластиковые экструдер, один пластиковые-винта, пластичная машина экструдер, ПВХ трубы машина, трубы ХПВХ машины
Страна/Регион: Китай Тип деятельности:Производитель
Подтверждение квалификации: Продукт/Услуга:HDPE двустенных гофрированных труб macine, PE Производственная Линия Трубы, ПВХ Трубы Производственной Линии, Пластиковые профили решений машина, Экструдер
Страна/Регион: Китай Тип деятельности:Производитель
Подтверждение квалификации: Продукт/Услуга:Wpc экструзионная линия машины, пластиковые профиля линия машины, пластиковые трубы экструзионные машины линии, смеситель и Бет, пластиковые конвейера и система кормления
Страна/Регион: Китай Тип деятельности:Производитель
Подтверждение квалификации: Продукт/Услуга:Машина для лепки домашних животных, машина для формования инжектора, машина для формования, трубы экструзии труб, доска и лист экструзионной линии, пластиковый профиль экструзионной линии, пластиковая Грануляция, воздушный компрессор
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Продукт/Услуга:UPVC оборудование для изготовления окон, оборудование для производства алюминиевых окон, алюминиевый станок для резки, алюминиевый профиль для резки, фрезерный станок с ЧПУ
Страна/Регион: Китай Тип деятельности:Производитель, Торговая компания
Подтверждение квалификации: Результат поиска информации об этих продуктах и поставщиках уже переведен языковыми средствами для Вашего удобства. Если у Вас есть любое предложение по этой странице, пожалуйста, помогите нам улучшить его.All product and supplier information in the language(s) other than English displaying on this page are information of www.alibaba.com translated by the language-translation tool automatically. If you have any query or suggestion about the quality of the auto-translation, please email us at (email address). Alibaba.com and its affiliates hereby expressly disclaim any warranty, express or implied, and liability whatsoever for any loss howsoever arising from or in reliance upon any auto-translated information or caused by any technical error of the language-translation tool.russian.alibaba.com








