Содержание
Профиль Z — дверной створки 53/67мм ALUMARK 6.5 м RAL9016
Артикул: ALM240280-5.07/6.5
0 отзывов
| Характеристики | Описание | Отзывы о товаре | Документация (PDF) | Доставка |
Акция «Горячая неделя ТБМ» Самые выгодные предложения на популярные артикулы. Внимание! Цвет и конфигурация товара на изображениях могут незначительно отличаться от оригинала | Характеристики:
| Узнать оптовую цену Под заказ, срок поставки от 89 дней |
 514 кг
514 кгХарактеристики
| Торговая марка: | ALUMARK |
|---|---|
| Цвет: | RAL9016 |
| Тип изделия: | Алюминиевый профиль |
| Материал: | Алюминий |
| Страна производства: | Россия |
| Вес: | 5.514 кг |
Описание
Профиль Z-дверной створки 53/67мм ALUMARK 6.5м RAL9016 изготовлен из алюминиевого сплава, методом прессования, в соответствии с ГОСТ 22233-2001.
Профиль является комбинированным, состоит из двух алюминиевых чаш и двух полиамидных термоизоляторов собранных в единый профиль.
Предназначен для серии Alumark (из которой изготавливается двери, окна, витражи не большой площади), используется при производстве окон и дверей.
Профиль устанавливается с помощью системных соединителей. Использование данного профиля, подробно показано в каталоге на серию профилей S40 Alumark.
Показать все
Свернуть
Средний рейтинг товара
0
(0 отзывов)
Отзывы
Написать отзыв
Пожалуйста, представьтесь*
Ваш email (не будет опубликован)*
| Введите код с картинки* |
* — обязательное для заполнения поле
Отзывы о товаре (0)
Документация (PDF)
Доставка
Наш транспорт
Мы перевозим товар любых габаритов (в т.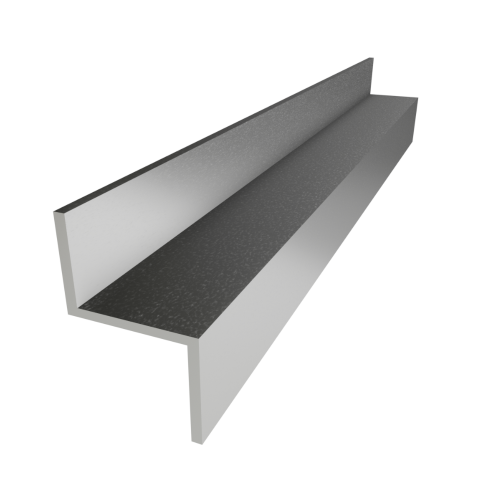 ч. длинномер) в любую точку России и стран СНГ. Наш транспорт оборудован всеми необходимыми средствами разгрузки (гидроборт, гидравлическая тележка), которые помогут Вам быстро и безопасно принять товар в любых условиях!
ч. длинномер) в любую точку России и стран СНГ. Наш транспорт оборудован всеми необходимыми средствами разгрузки (гидроборт, гидравлическая тележка), которые помогут Вам быстро и безопасно принять товар в любых условиях!
Наши водители
Наши водители всегда доброжелательны и готовы оказать необходимое содействие при разгрузке и приемке товара, а также обеспечат Вас всеми необходимыми товарно-сопроводительными документами.
Наши менеджеры
Наши сотрудники учтут все Ваши пожелания по срокам и условиям доставки. Окажут консультативную помощь по любым вопросам, связанным с доставкой и обеспечат полный контроль поставки товара.
Ваши заказы
Все ваши заказы будут доставлены в целости, сохранности и своевременно.
Более подробно с правилами и условиями доставки можно ознакомиться в Положении по доставке по Вашему региону. Их соблюдение поможет сделать процесс покупки еще более удобным, быстрым и выгодным.
Их соблюдение поможет сделать процесс покупки еще более удобным, быстрым и выгодным.
С этим товаром также покупают
()
Акция «Горячая неделя ТБМ»
Самые выгодные предложения на популярные артикулы.
Рама дверная 39/67 ALUMARK 6.5 м RAL9016
Рама дверная 39/67 ALUMARK 6.5 м RAL9016
Арт. ALM240180-5.07/6.5
Уточните цену
Оптовая цена доступна после авторизации
()
Акция «Горячая неделя ТБМ»
Самые выгодные предложения на популярные артикулы.
Профиль цоколя 28 мм ALUMARK 6м белый RAL9016
Профиль цоколя 28 мм ALUMARK 6м белый RAL9016
Арт.
 ALM240813-5.07
ALM240813-5.07Уточните цену
Оптовая цена доступна после авторизации
()
Акция «Горячая неделя ТБМ»
Самые выгодные предложения на популярные артикулы.
Штапик под заполнение 24мм S40 ALUMARK 6м RAL9016 (400-38)
Штапик под заполнение 24мм S40 ALUMARK 6м RAL9016 (400-38)
Арт. ALM240005-5.07
Уточните цену
Оптовая цена доступна после авторизации
()
Акция «Горячая неделя ТБМ»
Самые выгодные предложения на популярные артикулы.
Соединитель рам ALUMARK S40 400-08 40х40, 6м Белый RAL9016
Соединитель рам ALUMARK S40 400-08 40х40, 6м Белый RAL9016
Арт. ALM240440-1.07
Уточните цену
Оптовая цена доступна после авторизации
()
Акция «Горячая неделя ТБМ»
Самые выгодные предложения на популярные артикулы.
Профиль порога 26/12 ALUMARK 6м RAL9016
Профиль порога 26/12 ALUMARK 6м RAL9016
Арт. ALM240391-5.07
Уточните цену
Оптовая цена доступна после авторизации
()
Акция «Горячая неделя ТБМ»
Самые выгодные предложения на популярные артикулы.
Адаптер щеточного уплотнителя ALUMARK. 6м RAL9016
Адаптер щеточного уплотнителя ALUMARK. 6м RAL9016
Арт. ALM240801-5.07
Уточните цену
Оптовая цена доступна после авторизации
()
Акция «Горячая неделя ТБМ»
Самые выгодные предложения на популярные артикулы.
Профиль Штульпа 19/51 ALUMARK 6м RAL9016
Профиль Штульпа 19/51 ALUMARK 6м RAL9016
Арт. ALM240285-5.
07Уточните цену
Оптовая цена доступна после авторизации
- Стать Клиентом ТБМ
- Отзывы о работе
- Обратная связь
- Правила по рекламациям
- Правила возврата товара
 ALM240813-5.07
ALM240813-5.07
 07
07Москва
141006, Московская область, г.Мытищи, Волковское шоссе, вл15с1
Контакты
+7 (495) 995-39-32
Где купить окна
Все сайты компании
Сайт компании ТБМ
Представительский сайт компании ТБМ
www.tbm.ru
Сайт ТБМ Online
Каталог для оптовых покупателей
www. tbm.ru/tbm-online/
tbm.ru/tbm-online/
Сайт ТБМ Маркет
Каталог для розничных покупателей
www.tbmmarket.ru
Сайт компании ДОК ТБМ
Производство деревянных конструкций по современным технологиям
www.doktbm.ru
© Компания «ТБМ»
Разработка сайта —Redsoft
Материал шкива клинового ремня алюминиевый профиль XPZ, SPZ и Z (10) 3 канавки номинальный диаметр 140 мм Артикул: 15031400
Перейти к содержимому
Maedler North America
0,00 $ Корзина
Поиск товаров
Описание
Дополнительная информация
| Артикул | 15031400 |
| Номинальный Ø D1 [мм] | 140 |
Направляющее отверстие d прибл.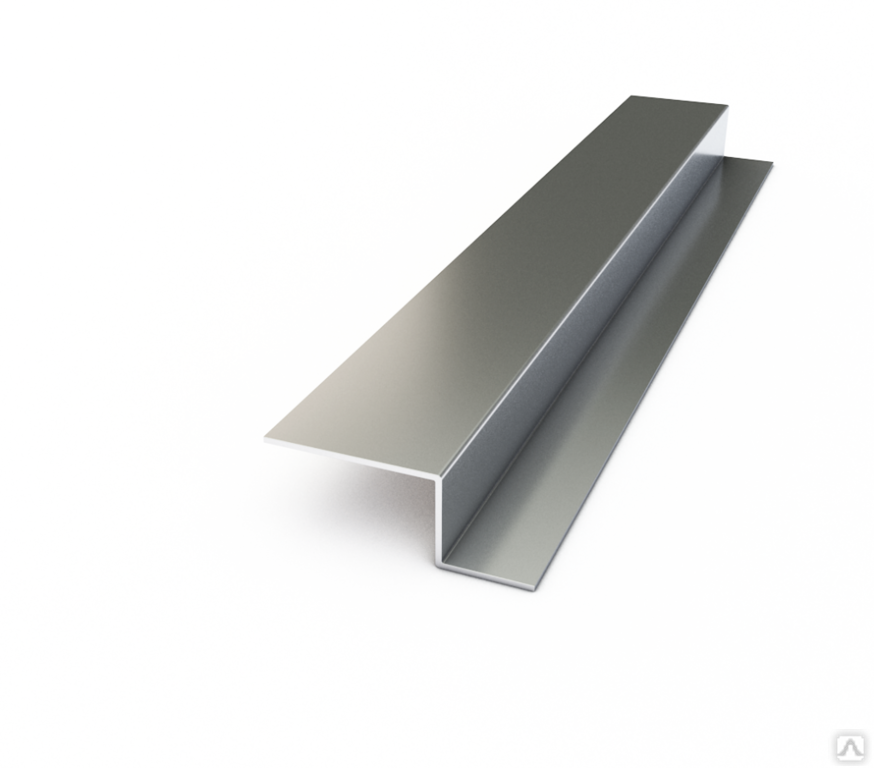 [мм] [мм] | 12 |
| Макс. Отверстие [мм] | 40 |
| Ширина обода h [мм] | 40 |
| Ступица Ø N прибл. [мм] | 65 |
| Длина ступицы L прибл. [мм] | 40 |
| Вес прибл. [кг] | 1,5 |
КАТАЛОГ СТРАНИЦА ПРОДУКТА
CAD-ФАЙЛЫ (нажмите, чтобы загрузить)
Если вам нужна доработка или изготовление продукта на заказ, пожалуйста, свяжитесь с нами напрямую с вашим запросом.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: Специальный легкий сплав с чугунным сердечником.
Шкивы клиноременных номинальным диаметром, включая 250 мм
поставляются в виде сплошного шкива, от Ø 280 мм в виде шкива со спицами.
* без чугунного усиления ступицы.
82,07 $
Доставка в течение 1-2 недель
Материал шкива клинового ремня алюминиевый профиль XPZ, SPZ и Z (10) 3 канавки номинальный диаметр 140 мм Артикул: 15031400 количество
| Количество | Цена |
|---|---|
| 1 — 9 | 82,07 $ |
| 10 — 24 | 79,95 $ |
| 25 — 49 | 77,31 $ |
| 50+ | 75,45 $ |
 95″ data-price-rules-price-exclude-taxes=»
79.95″ data-price-rules-row=»»>
95″ data-price-rules-price-exclude-taxes=»
79.95″ data-price-rules-row=»»>Артикул
15031400_318
Категории Клиновые шкивы, 3 канавки, профиль XPZ, SPZ и Z (10), клиноременные шкивы, легкий сплав, 3 канавки, клиновые ремни, шкивы, аксессуары
Теги Длина ступицы L прибл. [мм]40, ступица Ø N прибл. [мм] 65, дюймы/метрическиеметрические, макс. Отверстие [мм]40, номинальный Ø D1 [мм]140, направляющее отверстие d прибл. [мм] 12, ширина обода h [мм] 40, вес прибл. [кг]1,5
[мм]40, ступица Ø N прибл. [мм] 65, дюймы/метрическиеметрические, макс. Отверстие [мм]40, номинальный Ø D1 [мм]140, направляющее отверстие d прибл. [мм] 12, ширина обода h [мм] 40, вес прибл. [кг]1,5
Maedler North America — ваш идеальный партнер во всем, что связано с технологиями трансмиссии. Имея в наличии более 30 000 деталей, мы уверены, что вы найдете то, что ищете.
Мы здесь, чтобы помочь вам
Имя
Ваш адрес электронной почты
Твое сообщение
Copyright © MaedlerNorthAmerica 2021 | При поддержке MaedlerNorthAmerica.com
Демистификация гибки алюминиевого профиля
Рынок производства требует более низких затрат и меньшего веса, и алюминиевые профили, которые часто необходимо изогнуть, удовлетворяют эту потребность. Хорошо спроектированная экструзия, которая эффективно изогнута, может создать бесшовную связь в конструкции и, в конечном итоге, привести к меньшему количеству проблем для субподрядчика по гибке, производителя и конечного потребителя.
С технической точки зрения можно сгибать профили всех размеров, но небольшие гибочные цеха часто изготавливают до максимума профили высотой 10 дюймов или шириной 6 дюймов. Когда производитель ищет субподрядчика по гибке, он должен изучить опыт компании по гибке аналогичных профилей. Один специалист по гибке может сказать, что определенные качества работы приемлемы, а другой может сказать, что это не так.
Это восходит к конкретному опыту компании в области экструзионной гибки и, что не менее важно, к технологии, которой располагает цех гибки. Например, если в цехе говорят, что могут формовать большие конструкционные профили, ему нужен гибочный станок с широкими центрами валов.
Думая о привлечении субподрядчиков или выполнении работ собственными силами, производитель должен начать с двух основных вопросов: Какие конструктивные особенности позволяют легко сгибать профиль? и если все проектные приспособления не могут быть реализованы, какие есть варианты? Ответив на эти два вопроса заблаговременно — до начала проекта по гибке алюминиевого профиля — можно помочь производителю избежать огромного количества головной боли в будущем.
Прежде всего, обратите внимание на конструкцию
Когда дело доходит до формовки алюминиевых профилей, инженеру-конструктору приходится многое учитывать. Это выходит за рамки типичных факторов стоимости, включая вес и сплав, используемый при экструзии, которые являются естественными соображениями для любого крупномасштабного проекта.
Инженер-конструктор должен иметь общее представление о том, что делает профиль гибким. Толщина различных областей экструзии будет влиять на изгибаемость секции. То же самое касается симметрии. Довольно часто потребность в экономии денег делает экструзию негнущейся.
Сплав, который выберет дизайнер, будет определять не только прочность, коррозионную стойкость, вес и долговечность профиля, но и его гибкость. Как и в любой ситуации формовки, некоторые марки экструдированного алюминия более гибкие, чем другие.
В большинстве случаев экструзионная гибка алюминия включает сплавы серии 6000, поскольку эти алюминиевые сплавы обладают хорошей прочностью и формуемостью. Идеальный характер зависит от области применения. Т6 обладает наибольшей прочностью, но его труднее всего сформировать (см. 9).0070 Рисунок 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Идеальный характер зависит от области применения. Т6 обладает наибольшей прочностью, но его труднее всего сформировать (см. 9).0070 Рисунок 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Обработка поверхности и требования к отделке также должны быть включены в уравнение. Например, рассмотрим анодированный профиль, распространенный способ защиты алюминия в неблагоприятных условиях. Изгиб секции по маленькому радиусу приведет к «трещинам» на поверхности, поскольку микротрещины распространяются по анодированному слою, которому не хватает пластичности. Растрескивание происходит в области нароста анодированного покрытия, а не в подложке. Чтобы избежать этого, операцию анодирования следует выполнять после гибки.
Чтобы избежать этого, операцию анодирования следует выполнять после гибки.
Окрашивание или порошковое покрытие, однако, не всегда должны выполняться после гибки ( Рисунок 2 ). Хорошо подготовленный участок, окрашенный или окрашенный порошковой краской, может быть сформирован без маркировки, если радиус не настолько мал, чтобы приближаться к пределу профиля, а участок относительно симметричен.
Рисунок 1
Способность к формованию экструдированных алюминиевых профилей серии 6000 зависит от состояния. 9 на 2,5 дюйма. заготовка со стенкой толщиной 1/16 дюйма слева выполнена из материала Т6, и даже малейший изгиб профиля образовывал рябь. Справа та же заготовка, хотя и в гибком состоянии, сформирована чисто до 34 дюймов. радиус. Этот профиль был успешно сформирован на станке с 44-дюймовым профилем. центры.
Также играет роль сложность выдавленной формы. Создание более сложной формы может снизить некоторые затраты, например, связанные со сборкой, но в то же время может увеличить другие затраты, включая затраты на гибку. Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным.
Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным.
Дизайнер также должен подумать о том, как будет использоваться экструзия. Если определенные поверхности экструдированных секций видны и имеют косметическое значение, проектировщик должен убедиться, что эти поверхности могут быть сформированы без маркировки.
Конструкция для гибкости
Довольно часто небольшое изменение конструкции секции может сделать ее сгибаемой или, по крайней мере, сгибаемой до необходимого радиуса. При создании профиля дизайнеры должны стараться сохранить как можно больше симметрии в соответствии с осью изгиба.
Когда сечение несимметрично, скручивающая (крутящая) сила реагирует на изгибающую силу. Чем меньше симметрия в сечении, тем больше становится скручивающая сила при изгибе. Это создает проблемы при изгибе, так как это часто менее предсказуемая сила. Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
На рис. 3 слева показаны исходные выдавленные секции из конструктора, а справа те же конструкции, модифицированные для гибки по меньшему радиусу. Обратите внимание, что ключевую роль играют симметрия и внутренняя опора, а также форма (например, достаточно глубокий фланец), которую инструмент для гибки может постоянно захватывать. Конечно, не всегда возможно внести такие изменения в выдавленную форму. В таких случаях лучше обратиться к опытному специалисту.
Полые профили
Квадратные полые профили могут вызывать проблемы при изгибе по двум основным причинам. Во-первых, конструкторы часто создают эти секции с прямыми внутренними углами, что может привести к растрескиванию и даже разрушению твердого материала. Добавляя очень небольшие затраты, дизайнер может просто скруглить углы и устранить эту точку напряжения.
Во-вторых, полый профиль может стать вогнутым с внутренней стороны, если толщина стенки недостаточна.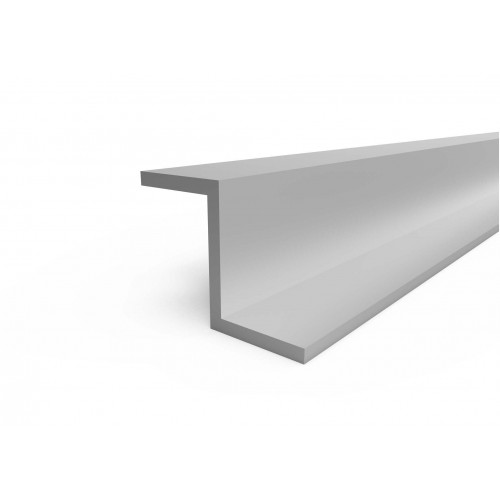 Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения.
Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения.
Чтобы противодействовать этому, у дизайнеров есть несколько вариантов. Они могут увеличить толщину стенки, но часто это невозможно из-за слишком высокой стоимости. В качестве альтернативы они могут добавить элемент жесткости или ребро в плоскости изгиба, добавить радиус к внутренним углам или сделать и то, и другое (см. Рисунок 4 ). Добавление ребер жесткости и внутренних радиусов, естественно, увеличивает вес профиля, но это может быть приемлемо для улучшения качества.
Швеллерные секции
Асимметрия — враг легкого изгиба, поэтому швеллерные секции бывает так трудно сформировать (см. Рисунок 5 ). Их резко асимметричная форма подвергается большой скручивающей силе при сгибании, а ноги пытаются двигаться к центральной оси. Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание.
Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание.
Секции канала часто служат определенной цели, например, являются частью пути или транспортной системы. Большинство специалистов по гибке должны уметь их правильно формовать, если допуски указаны в нескольких ключевых областях. Если производитель отдает работу на субподряд, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все подходит как надо.
Рисунок 2
Этот предварительно окрашенный алюминиевый профиль был согнут без маркировки
В любом заказе для специалиста по формовке алюминия должны быть указаны требования, которые позволили бы секции вписаться в сборку или свободно перемещаться внутри нее, как это было задумано. В заказе также должен быть указан допуск на зазор (№ 1 в рис. 6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
Конструктивные профили
Рассмотрим алюминиевый конструкционный профиль рис. 7 , изогнутый в направлении, указанном черной стрелкой. Все опоры смещены к центру (как показано красными стрелками на рисунке) — эта тенденция особенно заметна на несущих балках.
Если бы это была обычная балка из углеродистой стали, то полки тянулись бы в противоположном направлении, вызывая натяжение стенки и, следовательно, сохраняя ее плоской. Однако этот метод обычно не подходит для алюминия, поэтому в игру вступают другие методы.
Когда модификации профиля невозможны
В идеале дизайнер изменяет форму профиля или добавляет элементы для облегчения формирования. Но в реальном мире, конечно, это не всегда возможно, часто потому, что желаемые функции в разделе просто не допускают каких-либо существенных изменений.
Гибочная компания может иметь станок для гибки оправки с большим радиусом, который может поддерживать секцию внутри во время гибки. Но это особый процесс, и немногие компании владеют такими машинами.
Другое решение — заполнить профиль; подходящие материалы включают легкоплавкие сплавы; водорастворимый наполнитель воскового типа; гибкий нейлон; и плотно утрамбованный песок, чтобы поддерживать форму. Каждый наполнительный материал имеет свои преимущества и недостатки. Некоторые из этих опций обычно предоставляются только более крупными специалистами по гибке на конкретном рынке.
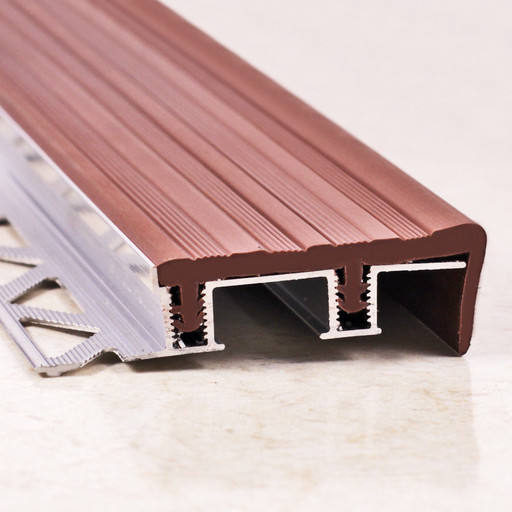
Специальные функции
Алюминиевые профили могут иметь специальные функции, которые могут значительно упростить последующее изготовление и сборку. Но при добавлении таких функций дизайнеры должны тщательно их размещать и учитывать, как эти функции повлияют на изгиб.
Резьбовые порты — отличная идея для экономии времени при креплении торцевых заглушек к профилям — яркий пример (см.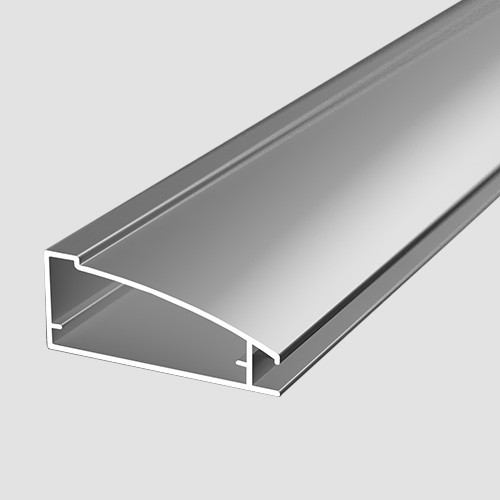 рис. 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента.
рис. 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента.
Следы орехов — еще один хороший пример. Эти функции помогают скрепить экструдированные секции вместе. По сути, они представляют собой канал, предназначенный для плотной посадки головки гайки или болта между плоскими поверхностями, что предотвращает вращение головки гайки или болта.
Конструкторы должны следить за тем, чтобы направляющая гайки не находилась на линии изгиба, как показано слева на Рис. 9 . При изгибе вокруг оси усилия должны легко передаваться поперек профиля. Если возможно, всегда лучше добавить резьбовое отверстие на одну сторону профиля, как показано справа на рис. 9..
9..
Рисунок 3
Алюминиевые профили слева представляют собой оригинальные конструкции, а справа — конструкции, модифицированные для изгиба с меньшим радиусом.
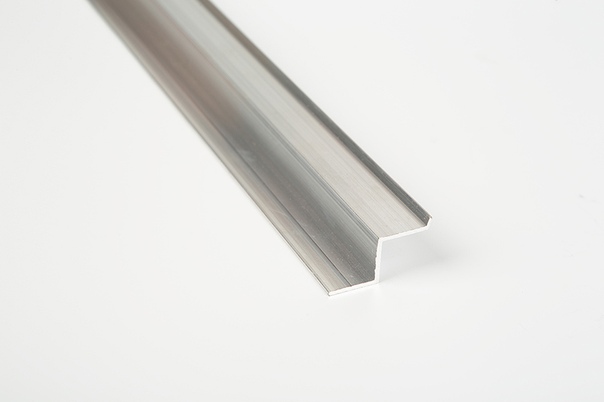
Гибка профиля по всей длине
Если секция несколько симметрична, ее, вероятно, можно согнуть до самого конца профиля, что устраняет необходимость отрезания прямого остатка после гибки. Вопрос о том, можно ли это сделать эффективно и воспроизводимо, зависит от конструкции экструзии.
Рассмотрим анализ методом конечных элементов (МКЭ) трех различных форм профиля на рисунке 10. Выдавливание слева представляет собой сечение Z-типа, а красные (напряженные) области показывают отчетливо неровные участки под действием изгибающих усилий. Средний профиль представляет собой угол, который также является асимметричным, но показывает меньшее напряжение с одной стороны и, следовательно, меньшее усилие скручивания. Крайний справа профиль симметричен оси изгиба и поэтому изгибается равномерно до самого конца сечения.![]()