Алюминиевая труба производится согласно положениям ГОСТ №18482 (круглого и профильного сечения) и ГОСТ №18475 (гофрированные). Вышеуказанные нормативные акты определяют сортамент и типоразмеры изделий, о которых мы поговорим в данной статье.
Круглая алюминиевая труба
Нами будет рассмотрена алюминиевая профильная труба, изделия круглого и гофрированного типа, представлена технология их изготовления и приведена инструкция по соединению трубопроводов методом спайки.
Cодержание статьи
Алюминиевая труба классифицируется по технологии изготовления, согласно которой выделяют следующие виды изделий:
Положения ГОСТ определяют мерную длину изделий в диапазоне 1-6 метров, с кратностью в 50 см. Алюминиевые профильные трубы (прямоугольного, овального, квадратного сечения) и круглые конструкции поставляются в виде отрезков мерной длины, гофрированная труба — в бухтах длиной до 100 м (длина зависит от диаметра).

Производство алюминиевых труб
Согласно требованиям к качеству изделий, алюминиевая труба должна иметь гладкую поверхность, на которой отсутствуют:
На поверхности допускается наличие следующих дефектов:
Изделия из алюминия получили широкое распространение в большинстве сфер промышленности за счет наличия следующих эксплуатационных преимущества перед аналогами:
Недостатком изделий является стоимость — их цена выше, чем у аналогов из полимерных материалов (в сфере водоснабжения) и стали (в строительной отрасли), однако тотальное превосходство в плане эксплуатационных характеристик делает применение алюминиевых труб полностью оправданным.
Труба алюминиевая круглая востребована в сантехнической сфере, где она используется при обустройстве систем водоснабжения (горячего и холодного) и отопительных коммуникаций (радиаторное отопление). Из-за отсутствия у алюминия эластичности при монтаже теплого пола, предусматривающего большое количество изгибов укладки, такие изделия не применяются.

Трубы круглого сечения с разной толщиной стенок
Трубы круглого сечения могут быть прессованными, холоднодеформированными, цельнотянутыми и сварными. Типоразмеры изделий зависят от типа сплава, используемого для их производства:
Также существуют толстостенные трубы из сплава АК6, в которых толщина стенок может доходить до 73 мм. Такие изделия используются в строительстве при монтаже несущих и оградительных конструкций.
Алюминиевая профильная труба не применяется для обустройства коммуникаций отопления и водоснабжения, основная область ее применения — строительство. В зависимости от формы сечения выделяют следующие виды профилей:
Прямоугольные изделия выпускаются в размерах от 20*10 до 150*40 мм, толщина стенок от 1.5 до 5 мм. Овальные изделия — сечение от 3*7 до 30*90 мм, толщина стенок 1-4 мм.

Разновидности алюминиевого профиля
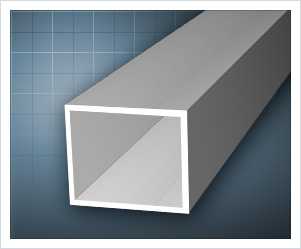
Наиболее востребованным видом профиля в строительстве является квадратная конфигурация, диапазон сечений которой варьируется в пределах от 15*15 до 100*100 мм. Квадратная труба изготавливается из сплавов АК6, Д1 и АМг2, за счет наличия ребер жесткости она имеет максимальную прочность и устойчивость к деформации. Квадратная форма — предпочтительный выбор для монтажа несущих сооружений.
Гофрированная труба используется для обустройства дымоходов и при монтаже систем вентиляции в качестве воздуховодов. Оребренная конструкция отличается повышенной эластичностью, что позволяет выполнять ее укладку с большим количеством изгибов и минимумом соединительных элементов.
Также гофрированная труба может применятся в системах водоснабжения, отопления и для обустройства трубопроводов, транспортирующих газ (используются толстостенные изделия, устойчивые к высокому давлению).

Гофрированные трубы из алюминия
Ореберенная конструкция для трубопроводов выпускается в диаметрах 10-70 мм, для вентиляции производятся изделия большого диаметра, от 50 до 2500 мм. Оребренная труба соединяется с помощью фасонных муфт, оборудованных уплотнительными кольцами по внутреннему контуру, которые размещаются между рядами гофры, обеспечивая прочность и герметичность стыка.
В отличие от изделий из ПВХ, оребренная алюминиевая конструкция не может применяться в качестве электротехнической изоляции при укладки кабелей, поскольку алюминий является токопроводящим материалом.
В сфере водоснабжения и отопления широкое распространение получили металлопластиковые изделия, которые практически полностью вытеснили из обихода аналоги из стали, меди и нержавейки. Армированная металлопластиковая труба состоит из трех слоев — двух наружных оболочек из полиэтилена (сшитого — РЕХ, либо термически стибилизированного — PE-RT) и промежуточной прослойки из алюминиевой фольги.
Армированная конструкция, в сравнении с композитным пластиком, отличается минимальной паропропускной способностью (внутрь циркулирующей среды через стенки не попадает кислород, что обеспечивает отсутствие проблем с коррозией внутри котлов и радиаторов) и возможностью выдерживать повышенное давление — до 25 Бар.
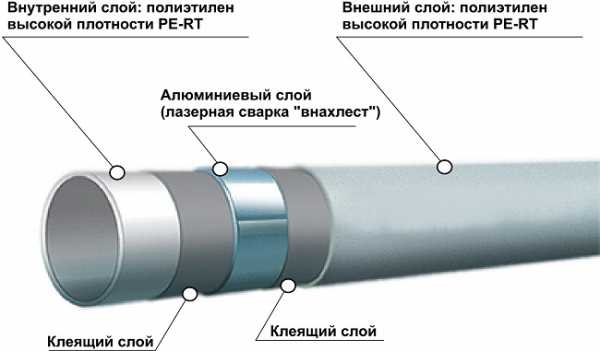
Конструкция полимерной трубы армированной алюминием
Пайка для монтажа таких трубопроводов не используется, армированная труба соединяется с помощью фасонных фитингов — компрессионного (цангового) либо прессового типа. Цанговое соединение является обслуживаемым — при необходимости обжимную гайку можно затянуть, тем самым устранив течь, прессовое — классифицируется как необслуживамое, при ремонте требуется полная замена фитинга.
Металлопластиковая труба, армированная алюминием, выпускается в диаметре 16, 20, 27, 32 и 40 мм. Наиболее востребованные сечения — 16 и 20 мм, толщина стенки в которых составляет 2 мм.
Соединение алюминиевых изделий выполняется с помощью пайки под флюсом. Это достаточно сложный процесс, что обуславливается низкой температурой плавления алюминиевых сплавов, которая составляет 660 градусов. Уже при 3000 труба начинает терять прочность, что оставляет крайне узкий температурный интервал для работы, при превышении которого возрастает риск деформации соединяемых изделий.
Пайка алюминия, помимо газово-пропановой горелки, требует наличия таких материалов как припой и флюс. Соединение необходимо выполнять посредством припоев на основе цинка, меди и кремния. Стандартные оловяно-свинцовые припои лучше не использовать, поскольку их применение дает соединительный шов сильно подверженный коррозии.
Предпочтительные варианты — припои марок ЦОП40 и 34А отечественного производства, и Aluminuum-13 от немецкой компании Chemet. Качество соединения непосредственно зависит от того, каким флюсов выполняется пайка. Необходимо использовать составы Ф-59А, Ф61-А и «Активный флюс для пайки алюминия«.

Пайка алюминиевых труб
Пайка выполняется по следующей технологии:
Пайка труб большого диаметра (свыше 20 мм) применяется с использованием соединительных фитингов, размер которых подбирается в соответствии с диаметром трубопровода. Трубы вставляются внутрь фитингов, и припоем покрываются места зазоров на крайних торцах соединительных элементов.
trubypro.ru
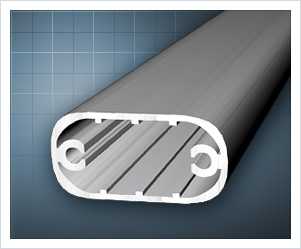
Алюминиевая труба овальная может быть использована в качестве строительно-коммуникационного материала. Такие изделия пользуются достаточно высокой популярностью и помимо алюминиевого сплава могут изготавливаться из стали, меди, бронзы. Каждые из этих материалов обладают определенными достоинствами и недостатками, что в основном и определяет предпочтительную область применения. Эти свойства являются определяющими, когда предстоит выбирать овальные трубы для прокладки отопительных коммуникаций или водопроводов, декоративного украшения или создания оригинальных конструкций.
Алюминиевые трубы овальной формы отличаются относительно небольшим весом, устойчивостью к коррозионным процессам, невысоким внутренним сопротивлением транспортируемым жидкостям, что делает ее более удобной для монтажа водопроводных систем. Но неудобство состоит в том, что овальные трубы из алюминиевый сплавов в своем составе содержат много канцерогенных веществ, что делает невозможным их использование в системах центрального водоснабжения. Но зато они как нельзя лучше подходят для изготовления устройств для орошения полей и огородов, производства дренажных систем, а также для монтажа промышленных трубопроводов.
Если в алюминиевый сплав добавить титан, то изготовленные из этого материала овальные трубы можно использовать для транспортировки питьевой воды. Но и здесь имеется одна сложность – слишком высокая стоимость овальных труб из титано-алюминиевого сплава, так что в быту они не используются.
Там, где требуется материал высокой прочности, например, на участках с большим трубным промежутком, алюминиевый профиль, в частности трубы, использовать также нежелательно, поскольку велика вероятность деформации. В таких ситуациях предпочтение отдается овальным изделиям из стали, лучше всего нержавеющей. Она обеспечит надежность и прочность всей конструкции.
Обработка овальных труб из алюминиевых сплавов осуществляется теми же инструментами, что и круглых. Можно применять газовые резаки или электросварку для резки, но если объем работ предстоит небольшой, то рекомендуется пользоваться ручным инструментом – ручным резаком, ножовкой по металлу и т.д. Для соединения между собой овальных труб, либо сваривания их с другими материалами, можно применять электросварку.
Алюминиевые трубы овальные нередко применяют в качестве конструктивных компонентов при изготовлении различных хозяйственно-функциональных или декоративных построек.
В каких случаях следует отдать предпочтение овальным трубам? Такая необходимость может возникнуть тогда, когда участок для прокладки по площади ограничен, но при этом нужно обеспечить высокую пропускную способность трубопровода. При одинаково диаметре овальные алюминиевые трубы площадь сечения и пропускную способность имеют большие, чем аналогичные круглые. Именно поэтому трубы овальной формы нередко применяются при строительстве индивидуальных домов, когда при составлении проекта заранее не удается предусмотреть участки прокладки коммуникаций. Купить алюминиевый профиль сегодня можно без труда, к тому же выглядит он более эстетично, что удобно, если трубы будут проходить в помещении.
Особенно удачно алюминиевая труба овальная может быть использована в помещениях, оформленных в современном стиле хай-тек. Такие коммуникации выглядят очень привлекательно даже без дополнительного окрашивания. Но если нужно будет их покрасить, то лучше использовать порошковую краску.
mt-holding.ru
Заявляемое техническое решение относится к области устройств, используемых при изготовлении посудных изделий, а именно: сковородок, в частности, к элементам, обеспечивающим теплоизолирующее соединение между корпусом сковороды и ее ручкой. Оно может быть использовано для увеличения жесткости места соединения ручки с корпусом сковороды. С целью обеспечения теплоотвода от корпуса сковороды изготовители этой посуды создают две отдельных детали: корпус сковороды и ручку, а соединение их осуществляют с помощью экрана - алюминиевого профиля. В отечественной и зарубежной промышленности применяются различные алюминиевые профили. В частности, алюминиевые профили изготавливаются Обществом с ограниченной ответственностью «АГРИСОВГАЗ» (ОАО «ГАЗПРОМ), находящимся по адресу: 149092, г. Малоярославец, ул. Мирная, 3. Изготавливаемые указанным предприятием алюминиевые профили различного сечения приведены на их ПРАЙС-ЛИСТе. Данные алюминиевые профили имеют различной формы поперечное сечение, при этом алюминиевые профили, как правило, изготавливаются с толщиной стенок 1+0,3 мм. Указанные устройства изготавливаются в соответствии с ГОСТ Р ИСО 9001-96. Сложность конструктивного решения поперечного сечения, а также толщина стенки в 1 мм является основанием для отнесения указанных алюминиевых профилей к 9-ой группе сложности, что, в свою очередь, является причиной удорожания этих элементов и изделий, в которых они применяются. Все они имеют общий признак - корпус толщиной в 1+0,3 мм, и при этом профили могут иметь различные сечения. Наиболее близким к заявляемому техническому решению является алюминиевый профиль с толщиной корпуса 1+0,3 мм и с сечением в виде окружности диаметром 121,4 мм. Большая толщина корпуса профиля
неэффективна из-за утяжеления конструкции, а меньшую толщину невозможно обеспечить по технологическим причинам. Однако описанный алюминиевый профиль не может быть использован в качестве соединительного перехода между корпусом сковороды и ее ручкой в силу конструктивного решения выступа, выполненного на корпусе сковороды, предназначенного для крепления ручки к корпусу. Целью настоящей полезной модели является создание устройства, обеспечивающего как защиту соединительного перехода между корпусом сковороды и ее ручкой от температурного воздействия, повышающего жесткость сковороды в месте соединительного перехода и удешевление комплектующих элементов сковороды и изделия в целом. Цель полезной модели достигается тем, что алюминиевый профиль с толщиной стенки 1+0,3 мм, имеющий наружное и внутреннее сечение в виде овала, при этом высота внутреннего сечения составляет 20,5+0,2 мм, ширина внутреннего сечения составляет 36+0,2 мм, радиус больших дуг равен 28 мм, а боковых дуг - 7,5 мм, причем расстояние между центрами радиусов боковых дуг равно 21 мм. Также указанная выше цель может быть достигнута тем, что наружное и внутреннее сечение алюминиевого профиля с толщиной стенки 1+0,3 мм выполнено в виде четырехгранника с наклонными в сторону сужения сечения к низу боковыми гранями и с закругленными углами, при этом радиус закругления углов равен 5,0 мм, высота внутреннего сечения составляет 20,6+0,2 мм, ширина внутреннего сечения в верхней части составляет 27,4+0,2 мм, угол наклона боковых граней составляет 2,7°. Указанная выше цель может быть достигнута и в том случае, если наружное и внутреннее сечение алюминиевого профиля с толщиной стенки 1+0,3 мм выполнено в виде четырехгранника с наклонными в сторону сужения сечения к низу боковыми гранями и с закругленными углами, при этом верхняя и нижняя грани выполнены в виде дуги, радиус внутреннего сечения верхней грани составляет 114 мм, радиус внутреннего сечения нижней грани составляет 16 мм, радиус закругления соединения верхней и боковой грани внутреннего сечения составляет 4 мм, радиус закругления соединения нижней и боковой грани внутреннего сечения составляет 5 мм, высота внутреннего сечения в наивысшей части составляет 18,8+0,2 мм, ширина внутреннего сечения в
нижней части составляет 26,1+0,2 мм, а угол наклона боковых граней составляет 10. Сущность заявляемого технического решения раскрыта тремя чертежами. Применение алюминиевого профиля в конструкции соединения корпуса сковородки с ручкой дает возможность получить конструкцию, обладающую небольшим весом, удобную в эксплуатации и с ненагреваемой ручкой.
Заявляемое техническое решение относится к области устройств, используемых при изготовлении посудных изделий, а именно: сковородок, в частности, к элементам, обеспечивающим теплоизолирующее соединение между корпусом сковороды и ее ручкой. Оно может быть использовано для увеличения жесткости места соединения ручки с корпусом сковороды.
В настоящее время изготавливаются сковородки с литыми ручками. Такие сковородки производятся фирмой FBM (Италия). Литая ручка представляет собой ручку, в которую влит кронштейн. А с помощью кронштейна ручка крепится к корпусу сковороды. Однако данная конструкция ручек обладает высокой теплопроводностью, ручка быстро нагревается, вследствие чего повышается степень травматизма при пользовании такой сковороды.
С целью обеспечения теплоотвода от корпуса сковороды изготовители этой посуды создают две отдельных детали: корпус сковороды и ручку, а соединение их осуществляют с помощью экрана - алюминиевого профиля. В отечественной и зарубежной промышленности применяются различные алюминиевые профили.
В частности, алюминиевые профили изготавливаются Обществом с ограниченной ответственностью «АГРИСОВГАЗ» (ОАО «ГАЗПРОМ), находящимся по адресу: 149092, г. Малоярославец, ул. Мирная. 3. Изготавливаемые указанным предприятием алюминиевые профили различного сечения приведены на их ПРАЙС-ЛИСТе. Данные алюминиевые профили имеют различной формы поперечное сечение, при этом алюминиевые профили, как правило, изготавливаются с толщиной стенок 1+0,3 мм. Указанные устройства изготавливаются в соответствии с ГОСТ Р ИСО 9001-96. Сложность конструктивного решения поперечного сечения, а также толщина стенки в 1 мм является основанием для отнесения указанных алюминиевых профилей к 9-ой группе сложности, что, в свою очередь, является причиной удорожания
этих элементов и изделий, в которых они применяются. Все они имеют общий признак - корпус толщиной в 1+0,3 мм, и при этом профили могут иметь различные сечения. Меньшую толщину сечения практически невозможно обеспечить, а большую, чем 1+0,3 мм нет смысла, т.к. это приведет к удорожанию изделия и значительному увеличению ее веса.
Наиболее близким к заявляемому техническому решению является алюминиевый профиль с толщиной корпуса 1+0,2 мм и с сечением в виде окружности диаметром 121,4 мм. Большая толщина корпуса профиля неэффективна из-за утяжеления конструкции, а меньшую толщину невозможно обеспечить по технологическим причинам.
Однако описанный алюминиевый профиль не может быть использован в качестве соединительного перехода между корпусом сковороды и ее ручкой в силу конструктивного решения выступа, выполненного на корпусе сковороды, предназначенного для крепления ручки к корпусу.
Целью настоящей полезной модели является создание устройства, обеспечивающего как защиту соединительного перехода между корпусом сковороды и ее ручкой от температурного воздействия, повышающего жесткость сковороды в месте соединительного перехода и удешевление комплектующих элементов сковороды и изделия в целом.
Поставленная цель полезной модели достигается тем, что алюминиевый профиль с толщиной стенки 1+0,3 мм, имеющий наружное и внутреннее сечение в виде овала, при этом высота внутреннего сечения составляет 20,5+0,2 мм, ширина внутреннего сечения составляет 36+0,2 мм, радиус больших дуг равен 28 мм, а боковых дуг - 7,5 мм, причем расстояние между центрами радиусов боковых дуг равно 21 мм.
Указанная цель также может быть достигнута тем, что наружное и внутреннее сечение алюминиевого профиля с толщиной стенки 1+0,3 мм выполнено в виде четырехгранника с наклонными в сторону сужения сечения к низу боковыми гранями и с закругленными углами, при этом радиус закругления углов равен 5,0 мм, высота внутреннего сечения составляет 20,6+
0,2 мм, ширина внутреннего сечения в верхней части составляет 27,4+0,2 мм, угол наклона боковых граней составляет 2,7.
Указанная выше цель может быть достигнута и в том случае, если наружное и внутреннее сечение алюминиевого профиля с толщиной стенки 1+0,3 мм выполнено в виде четырехгранника с наклонными в сторону сужения сечения к низу боковыми гранями и с закругленными углами, при этом верхняя и нижняя грани выполнены в виде дуги, радиус внутреннего сечения верхней грани составляет 114 мм, радиус внутреннего сечения нижней грани составляет 16 мм, радиус закругления соединения верхней и боковой грани внутреннего сечения составляет 4 мм, радиус закругления соединения нижней и боковой грани внутреннего сечения составляет 5 мм, высота внутреннего сечения в наивысшей части составляет 18,8+0,2 мм, ширина внутреннего сечения в нижней части составляет 26,1+0,2 мм, а угол наклона боковых граней составляет 10.
Сущность заявляемого технического решения раскрыта с помощью чертежей: фиг.1, фиг.2, фиг.3.
Заявляемое техническое решение в первом варианте представляет собой алюминиевый профиль с толщиной стенки 1 мм + 0.3 мм. Профиль имеет наружное и внутреннее сечение в виде овала, при этом высота внутреннего сечения составляет 20,5+0,2 мм, ширина внутреннего сечения составляет 36+0,2 мм. Радиус верхней и нижней дуг сечения профиля равен 28 мм, а боковых дуг - 7,5 мм. Расстояние между центрами радиусов боковых дуг равно 21 мм.
Во втором варианте заявляемое техническое решение представляет собой алюминиевый профиль с толщиной стенки 1+0,3 мм. Наружное и внутреннее сечение профиля выполнено в виде четырехгранника с наклонными в сторону сужения сечения к низу боковыми гранями и с закругленными углами. Радиус закругления углов равен 5,0 мм. Высота внутреннего сечения профиля составляет 20,6+0,2 мм, ширина внутреннего сечения профиля в верхней части составляет 27,4+0,2 мм, угол наклона боковых граней составляет 2,7 мм.
В третьем варианте заявляемое техническое решение представляет собой алюминиевый случае, если наружное и внутреннее сечение алюминиевого
профиля с толщиной стенки 1+0,3 мм выполнено в виде четырехгранника с наклонными в сторону сужения сечения к низу боковыми гранями и с закругленными углами, при этом верхняя и нижняя грани выполнены в виде дуги, радиус внутреннего сечения верхней грани составляет 114 мм, радиус внутреннего сечения нижней грани составляет 16 мм, радиус закругления соединения верхней и боковой грани внутреннего сечения составляет 4 мм, радиус закругления соединения нижней и боковой грани внутреннего сечения составляет 5 мм, высота внутреннего сечения в наивысшей части составляет 18,8+0,2 мм, ширина внутреннего сечения в нижней части составляет 26,1+0,2 мм, а угол наклона боковых граней составляет 10. Профиль имеет наружное и внутреннее сечение в виде четырехгранника с наклонными в сторону сужения сечения к низу боковыми гранями и с закругленными углами. Радиус закругления углов равен 16,0 мм, высота внутреннего сечения составляет 20,6+0,2 мм, ширина внутреннего сечения в верхней части составляет 27,4+0,2 мм, угол наклона боковых граней составляет 2,7 мм.
Изготовление алюминиевого профиля осуществляется широко применяемым в промышленности способом.
Сначала из алюминия изготавливают «чушку» в виде столба, который подается в литьевую машину для разогрева. Когда металл разогревается, его плавят и под давлением подают в матрицу - специальный инструмент. Поступая в матрицу, металл заполняет все его полости, приобретая тем самым желаемую форму (заявляемую форму). После этого металл охлаждается и под давлением экструзируется (извлекается) из матрицы. Готовый профиль нарезается на профили требуемой длины.
Применение алюминиевого профиля в конструкции соединения корпуса сковородки с ручкой дает возможность получить конструкцию, обладающую небольшим весом, удобную в эксплуатации и с ненагреваемой ручкой.
1. Алюминиевый профиль с толщиной стенки 1+0,3 мм, отличающийся тем, что он имеет наружное и внутреннее сечение в виде овала, при этом высота внутреннего сечения составляет 20,5+0,2 мм, ширина внутреннего сечения составляет 36+0,2 мм, радиус верхней и нижней дуг равен 28 мм, а боковых дуг - 7,5 мм, причем расстояние между центрами радиусов боковых дуг равно 21 мм.
2. Алюминиевый профиль с толщиной стенки 1+0,3 мм, отличающийся тем, что он имеет наружное и внутреннее сечение в виде четырехгранника с наклонными в сторону сужения сечения к низу боковыми гранями и с закругленными углами, при этом радиус закругления углов равен 5,0 мм, высота внутреннего сечения составляет 20,6+0,2 мм, ширина внутреннего сечения в верхней части составляет 27,4+0,2 мм, угол наклона боковых граней составляет 2,7°.
3. Алюминиевый профиль с толщиной стенки 1+0,3 мм, отличающийся тем, что он имеет наружное и внутреннее сечение в виде четырехгранника с наклонными в сторону сужения сечения к верху боковыми гранями и с закругленными углами, при этом верхняя и нижняя грани выполнены в виде дуги, радиус внутреннего сечения верхней грани составляет 114 мм, радиус внутреннего сечения нижней грани составляет 16 мм, радиус закругления соединения верхней и боковой грани внутреннего сечения составляет 4 мм, радиус закругления соединения нижней и боковой граней внутреннего сечения составляет 5 мм, высота внутреннего сечения в наивысшей части составляет 18,8+0,2 мм, ширина внутреннего сечения в нижней части составляет 26,1+0,2 мм, а угол наклона боковых граней составляет 10°.
ФАКСИМИЛЬНОЕ ИЗОБРАЖЕНИЕ
| Реферат: | |
| Описание: | |
| Рисунки: |
MM1K - Досрочное прекращение действия патента (свидетельства) Российской Федерации на полезную модель из-за неуплаты в установленный срок пошлины за поддержание патента (свидетельства) в силе
Дата прекращения действия патента: 06.07.2005
Извещение опубликовано: 27.07.2007 БИ: 21/2007
bankpatentov.ru
|
Настоящий стандарт распространяется, на прессованные профили из алюминия и алюминиевых сплавов, предназначенные для нужд народного хозяйства и для экспорта. 1. Классификация 1.1. Профили подразделяют: по типу: сплошные площадью поперечного сечения до 200 см и диаметром писанной окружности до 350 мм; полые площадью поперечного сечения до 60 см и диаметром шисанной окружности до 250 мм; по состоянию материала:без термической обработки (горячепрессованные) — обозначаются меткой алюминия или алюминиевого сплава без дополнительных наков;отожженные — М;закаленные и естественно состаренные — Т;закаленные и искусственно состаренные — Т1;неполностью закаленные и искусственно состаренные.— T 5; по виду прочности:нормальной прочности — обозначаются маркой сплава и состояния материала без дополнительных знаков;повышенной прочности — ПП. Профили в закаленном и естественно или искусственно состарен ном состоянии из сплавов марок АВ, Д1, Д16, АК4, АКб, 1915, 1925 изготавливают с максимальной толщиной полок и стенок не более 150 мм, из сплава марки В95 — не более 125 мм, из сплавов марок АД31, АДЗЗ, АД35, 1925С, 1935, ВД1, АВД1, АКМ — не более 100 мм. по назначению:общего назначения — из алюминия марок Аб, А5, АО, АД0, АД1, АДС, АД и алюминиевых сплавов марок АМц, АМцС, АМг2, АМгЗ, АМгЗС, АМг5, АМгб, АД31, АДЗЗ, АД35, АВ.Д1, Д16, АК4, К6, В95, 1915, 1925, 1925С, ВД1, АВД1, АКМ; электротехнического назначения — из алюминия марок АДО, АД00, А7, Аб, А5, А5Е и алюминиевых сплавов марок АД31, АД31Е. 1.2. Номер или шифр, длину, назначение профилей, состояние материала и прочность указывают в заказе. При отсутствии требования о назначении профилей их изготав ливают как профили общего назначения. 2. Сортамент 2.1. Форма и размеры профилей, площади сечений, диаметры описанной окружности и теоретическая масса 1 м длины — по ГОСТ 13616—78, ГОСТ 13617—82, ГОСТ 13618—81, ГОСТ 13619—81, ГОСТ 13620—90, ГОСТ 13621—90, ГОСТ 13622—91, ГОСТ 13623-90, ГОСТ 13624-90, ГОСТ 13737—90, ГОСТ 13738—91, ГОСТ 17575—90, ГОСТ 17576—81 и чертежам, согласованным изготовителем с потребителем. 2.2. Предельные отклонения по толщине полок 5 и другим размерам поперечного сечения а (черт. 1—3) и а' (черт. 4—5), охватывающих монолитный металл профилей, должны соответствовать: для профилей из алюминия и алюминиевых сплавов, за исключением сплавов марок АМг5 и АМгб, — значениям, указанным в табл. 1; для профилей из алюминиевых сплавов марок АМг5 и АМгб — значениям, указанным в табл. 2. 2.3. Предельные отклонения по толщине стенок (Si), образующих полые пространства (черт. 4,5), должны соответствовать значениям, указанным в табл. 1 или 2 с коэффициентом 1,5 или на чертежах. 2.3. Допускается увеличение предельных минусовых отклонений не более чем в 2,5 раза на размеры поперечного сечения или отдельные элементы профилей, подвергаемые у потребителя механической обработке с учетом припуска на механическую обработку, которые должны быть указаны в чертежах. Таблица 1
Таблица 2
2.6. Предельные отклонения по размеру Ь между свободными концами элементов поперечного сечения профилей, характерные формы которых приведены на черт. 10—13, устанавливают как сумму предельного отклонения номинального размера, взятого из табл. 1 или 2, и предельного отклонения наклона полок профиля, равного ±0,02 от высоты полки Л. 2.7.1. Предельные отклонения по размерам радиусных или цилиндрических поверхностей, если они не указаны в чертежах, не должны превышать ±10 % от величины радиуса, но не менее ±0,5 мм. 2.7.2. Величина притупления острых кромок допускается: до 0,3 мм при толщине полки или стенки до 3 мм иключ.; v , j мм св. 3 до 13 мм «ключ.; 1>° мм " " " св. 15 мм. 2.7.3. Радиусы скругления углов и притупления острых i ; jwmok величиной до 1,0 мм обеспечиваются технологией. 2.8. Угол скручивания вокруг продольной оси на 1 м длины любого участка профиля не должен превышать: 3° — при ширине базовой поверхности до 50 мм;2° — при ширине базовой поверхности св. 50 до 200 мм;1° — при ширине базовой поверхности св. 200 до 350 мм. 2.8.1. В договорно-правовых отношениях не должно быть более значений, указанных в табл. 3. Таблица 3
2.9. Предельные отклонения угловых размеров поперечного сечения профилей, если угол не имеет предельных отклонений, ограничивающих его размеры, должны соответствовать указанным в табл. 4. Таблица 4
2.10. Профили должны быть прямыми. Продольное плавное отклонение от прямолинейности относительно любой плоскости на любом участке длиной 1 м, за исключением профилей, имеющих бульбу или хотя бы один клиновидный элемент, не должно превышать:4 мм — на профилях с толщиной полок или стенок св. 4 до 10 мм включительно;3 мм — на профилях толщиной полок или стенок свыше 10 мм. На профилях, имеющих бульбу или хотя бы один клиновидный элемент, с толщиной полки свыше 4 мм отклонение от прямоли нейности относительно любой плоскости на любом участке профиля длиной 1 м не должно превышать 4 мм. По требованию потребителя на профилях с толщиной полок и стенок свыше 4 до 10 мм отклонение от прямолинейности не должно превышать 3 мм. 2.11. На профилях с толщиной полок до 4 мм включительно, в том числе на профилях, имеющих бульбу или хотя бы один клиновидный элемент, допускается продольное отклонение от прямолинейности на 1 м длины, устраняемое путем приложения усилия не более 50 Н (5* кгс) на профиль, установленный на плоской плите. 2.12. Общие допускаемые продольные отклонения от прямолинейности, скручивание профиля не должны превышать произведения допускаемого отклонения от прямолинейности, скручивания на 1 м на длину профиля в метрах. 2.13. На профилях допускается плавная волнистость с высотой волны не более 1 мм, а на. профилях, имеющих бульбу или хотя бы один клиновидный элемент — не более 2 мм. Количество таких волнистых мест не должно быть более одного на 1м длины профиля. Волнистость с высотой волны до 0,2 мм не лимитируется. 2.14. Поперечное плавное отклонение от плоскостности (выпуклость и вогнутость) е профилей, характерные формы поперечного сечения которых приведены на черт. 14—18, не должно превышать:1 % от ширины полки — для сплошных профилей;
2 % от ширины полки или ширины стенки — для полых профилей, но не менее 0,3 мм. По требованию потребителя на полых профилях поперечное отклонение от плоскостности не должно превышать 1,5 %.
от 1 до 10 м — при площади поперечного сечения св. 1,5 до 200 см2. Профили с площадью поперечного сечения до 1,5 см из алюминия и алюминиевых сплавов марок АМц и АМцС изготовляют длиной до 3 м. от 1 до 6 м — при площади поперечного сечения до 0,8 см ; от 1 до 8 м — при площади поперечного сечения св. 0,8 до 1,5. от 1 до 6 м — при площади поперечного сечения до 0,8 см ; от 1 до 8 м — при площади поперечного сечения св. 0,8 до 1,5. 2.16.2. Профили кратной мерной длины должны изготовлять с учетом припуска на каждый рез 5 мм. 2.17. Предельные отклонения, по длине профилей мерной и кратной, мерной длины до 6 м не должны превышать: +10 мм — для профилей с диаметром описанной окружности до 150 мм включительно; +15 мм — для профилей с диаметром описанной окружности свыше- 150 мм. Предельные отклонения по длине профилей мерной и кратной мерной длины свыше 6 м не должны превышать +20 мм. (Измененная редакция, Изм. № 1). 2.18. Профили должны быть обрезаны под прямым углом. Косинареза не должна превышать 3° и выводить профили за пределы сдаточной длины. 2.19. Предельные отклонения отдельных размеров элементов профилей, не предусмотренные настоящим стандартом, в том числе предельные отклонения размеров полости, при необходимости должны быть указаны в согласованных изготовителем с потребителем чертежах. 2.20. Предельные отклонения размеров поперечного сечения, углы скручивания и отклонение от прямолинейности профилей, с резко выраженным неравномерным сечением или профилей с соотношением толщины полок более 4:1, указывают в согласованных изготовителем с потребителем чертежах. Примеры условныхобозначений Профиль из сплава марки Д16, в закаленном и естественно состаренном состоянии (Т), нормальной прочности, фасонного сечения (номер или шифр профиля), длиной 3000 мм: Профиль Д16.Т (номер или шифр) х 3000 ГОСТ 8617—81. То же, повышенной прочности (ПП), немерной длины: Профиль Д16.Т.ПП (номер или шифр) ГОСТ 8617—81. Профиль из сплава марки АД31, в закаленном и естественно состаренном состоянии (Т), нормальной прочности, таврового сечения с номером 420019 по ГОСТ 13622—79, немерной длины: Профиль (или Тавр) АД31.Т 420019 ГОСТ 8617—81/ГОСТ То же, длиной кратной (КД) 2000 мм: Профиль (или Тавр) АД31.Т 420019 * 2000 КД ГОСТ 8617—81/ГОСТ 13622—79. Профили электротехнического назначения из алюминиевого спла ва марки АД31, в закаленном и искусственно состаренном состоянии (Т1), фасонного сечения, длиной кратной (КД) 2000 мм: Профиль АД31.Т1 (номер профиля) ЭН х 2000 КД ГОСТ 8617-81. Допускается в заказе ссылку на стандарты с размерами профилей не указывать. |
||||||||
nn.samalco.ru
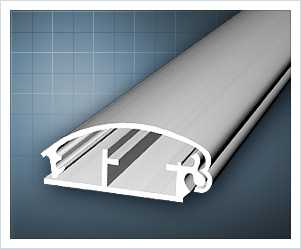
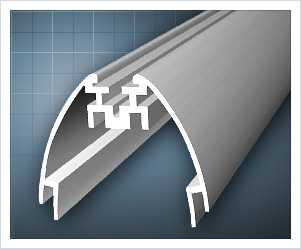
Отщелкивающийся или клик профиль – основа для всех рекламно-информационных и POS-конструкций, выпускаемых нашей компанией.
Клик профиль обуславливает главное преимущество нашей продукции – возможность быстрой смены информации (в виде постера, демонстрационного образца или лайтбокса).
Виды алюминиевого профиля с возможностью отщёлкивания (клик профиля):
Клик профили выпускаются нами самых разных сечений и размеров. Как правило, зависит всё от характера рекламной продукции и пожеланий клиента. Помимо стандартных клик профилей изготавливаются алюминиевые профили квадратные, выпуклые, овальные и т.д.
Профиль 25 мм анодированный
Профиль анодированный
Профиль 59 х 45 мм
Профиль для информационных табличек 150 мм
Профиль
| Профиль 32 мм анодированный
Профиль 50 х 25 мм - Овальный
Профиль квадратный 25х25 мм
Профиль для информационных табличек 120 мм
Профиль
|
Особенности клик профилей
Устройство клик профиля позволяет сделать конструкцию легче. Кроме того, клик профиль допускает быструю замену рекламной информации или товара без повреждений последних.
Любой алюминиевый профиль покрыт специальной плёнкой, защищающей его от коррозии.
clickprof.ru
|
Настоящий стандарт распространяется, на прессованные профили из алюминия и алюминиевых сплавов, предназначенные для нужд народного хозяйства и для экспорта. 1. Классификация 1.1. Профили подразделяют: по типу: сплошные площадью поперечного сечения до 200 см и диаметром писанной окружности до 350 мм; полые площадью поперечного сечения до 60 см и диаметром шисанной окружности до 250 мм; по состоянию материала:без термической обработки (горячепрессованные) — обозначаются меткой алюминия или алюминиевого сплава без дополнительных наков;отожженные — М;закаленные и естественно состаренные — Т;закаленные и искусственно состаренные — Т1;неполностью закаленные и искусственно состаренные.— T 5; по виду прочности:нормальной прочности — обозначаются маркой сплава и состояния материала без дополнительных знаков;повышенной прочности — ПП. Профили в закаленном и естественно или искусственно состарен ном состоянии из сплавов марок АВ, Д1, Д16, АК4, АКб, 1915, 1925 изготавливают с максимальной толщиной полок и стенок не более 150 мм, из сплава марки В95 — не более 125 мм, из сплавов марок АД31, АДЗЗ, АД35, 1925С, 1935, ВД1, АВД1, АКМ — не более 100 мм. по назначению:общего назначения — из алюминия марок Аб, А5, АО, АД0, АД1, АДС, АД и алюминиевых сплавов марок АМц, АМцС, АМг2, АМгЗ, АМгЗС, АМг5, АМгб, АД31, АДЗЗ, АД35, АВ.Д1, Д16, АК4, К6, В95, 1915, 1925, 1925С, ВД1, АВД1, АКМ; электротехнического назначения — из алюминия марок АДО, АД00, А7, Аб, А5, А5Е и алюминиевых сплавов марок АД31, АД31Е. 1.2. Номер или шифр, длину, назначение профилей, состояние материала и прочность указывают в заказе. При отсутствии требования о назначении профилей их изготав ливают как профили общего назначения. 2. Сортамент 2.1. Форма и размеры профилей, площади сечений, диаметры описанной окружности и теоретическая масса 1 м длины — по ГОСТ 13616—78, ГОСТ 13617—82, ГОСТ 13618—81, ГОСТ 13619—81, ГОСТ 13620—90, ГОСТ 13621—90, ГОСТ 13622—91, ГОСТ 13623-90, ГОСТ 13624-90, ГОСТ 13737—90, ГОСТ 13738—91, ГОСТ 17575—90, ГОСТ 17576—81 и чертежам, согласованным изготовителем с потребителем. 2.2. Предельные отклонения по толщине полок 5 и другим размерам поперечного сечения а (черт. 1—3) и а' (черт. 4—5), охватывающих монолитный металл профилей, должны соответствовать: для профилей из алюминия и алюминиевых сплавов, за исключением сплавов марок АМг5 и АМгб, — значениям, указанным в табл. 1; для профилей из алюминиевых сплавов марок АМг5 и АМгб — значениям, указанным в табл. 2. 2.3. Предельные отклонения по толщине стенок (Si), образующих полые пространства (черт. 4,5), должны соответствовать значениям, указанным в табл. 1 или 2 с коэффициентом 1,5 или на чертежах. 2.3. Допускается увеличение предельных минусовых отклонений не более чем в 2,5 раза на размеры поперечного сечения или отдельные элементы профилей, подвергаемые у потребителя механической обработке с учетом припуска на механическую обработку, которые должны быть указаны в чертежах. Таблица 1
Таблица 2
2.6. Предельные отклонения по размеру Ь между свободными концами элементов поперечного сечения профилей, характерные формы которых приведены на черт. 10—13, устанавливают как сумму предельного отклонения номинального размера, взятого из табл. 1 или 2, и предельного отклонения наклона полок профиля, равного ±0,02 от высоты полки Л. 2.7.1. Предельные отклонения по размерам радиусных или цилиндрических поверхностей, если они не указаны в чертежах, не должны превышать ±10 % от величины радиуса, но не менее ±0,5 мм. 2.7.2. Величина притупления острых кромок допускается: до 0,3 мм при толщине полки или стенки до 3 мм иключ.; v , j мм св. 3 до 13 мм «ключ.; 1>° мм " " " св. 15 мм. 2.7.3. Радиусы скругления углов и притупления острых i ; jwmok величиной до 1,0 мм обеспечиваются технологией. 2.8. Угол скручивания вокруг продольной оси на 1 м длины любого участка профиля не должен превышать: 3° — при ширине базовой поверхности до 50 мм;2° — при ширине базовой поверхности св. 50 до 200 мм;1° — при ширине базовой поверхности св. 200 до 350 мм. 2.8.1. В договорно-правовых отношениях не должно быть более значений, указанных в табл. 3. Таблица 3
2.9. Предельные отклонения угловых размеров поперечного сечения профилей, если угол не имеет предельных отклонений, ограничивающих его размеры, должны соответствовать указанным в табл. 4. Таблица 4
2.10. Профили должны быть прямыми. Продольное плавное отклонение от прямолинейности относительно любой плоскости на любом участке длиной 1 м, за исключением профилей, имеющих бульбу или хотя бы один клиновидный элемент, не должно превышать:4 мм — на профилях с толщиной полок или стенок св. 4 до 10 мм включительно;3 мм — на профилях толщиной полок или стенок свыше 10 мм. На профилях, имеющих бульбу или хотя бы один клиновидный элемент, с толщиной полки свыше 4 мм отклонение от прямоли нейности относительно любой плоскости на любом участке профиля длиной 1 м не должно превышать 4 мм. По требованию потребителя на профилях с толщиной полок и стенок свыше 4 до 10 мм отклонение от прямолинейности не должно превышать 3 мм. 2.11. На профилях с толщиной полок до 4 мм включительно, в том числе на профилях, имеющих бульбу или хотя бы один клиновидный элемент, допускается продольное отклонение от прямолинейности на 1 м длины, устраняемое путем приложения усилия не более 50 Н (5* кгс) на профиль, установленный на плоской плите. 2.12. Общие допускаемые продольные отклонения от прямолинейности, скручивание профиля не должны превышать произведения допускаемого отклонения от прямолинейности, скручивания на 1 м на длину профиля в метрах. 2.13. На профилях допускается плавная волнистость с высотой волны не более 1 мм, а на. профилях, имеющих бульбу или хотя бы один клиновидный элемент — не более 2 мм. Количество таких волнистых мест не должно быть более одного на 1м длины профиля. Волнистость с высотой волны до 0,2 мм не лимитируется. 2.14. Поперечное плавное отклонение от плоскостности (выпуклость и вогнутость) е профилей, характерные формы поперечного сечения которых приведены на черт. 14—18, не должно превышать:1 % от ширины полки — для сплошных профилей;
2 % от ширины полки или ширины стенки — для полых профилей, но не менее 0,3 мм. По требованию потребителя на полых профилях поперечное отклонение от плоскостности не должно превышать 1,5 %.
от 1 до 10 м — при площади поперечного сечения св. 1,5 до 200 см2. Профили с площадью поперечного сечения до 1,5 см из алюминия и алюминиевых сплавов марок АМц и АМцС изготовляют длиной до 3 м. от 1 до 6 м — при площади поперечного сечения до 0,8 см ; от 1 до 8 м — при площади поперечного сечения св. 0,8 до 1,5. от 1 до 6 м — при площади поперечного сечения до 0,8 см ; от 1 до 8 м — при площади поперечного сечения св. 0,8 до 1,5. 2.16.2. Профили кратной мерной длины должны изготовлять с учетом припуска на каждый рез 5 мм. 2.17. Предельные отклонения, по длине профилей мерной и кратной, мерной длины до 6 м не должны превышать: +10 мм — для профилей с диаметром описанной окружности до 150 мм включительно; +15 мм — для профилей с диаметром описанной окружности свыше- 150 мм. Предельные отклонения по длине профилей мерной и кратной мерной длины свыше 6 м не должны превышать +20 мм. (Измененная редакция, Изм. № 1). 2.18. Профили должны быть обрезаны под прямым углом. Косинареза не должна превышать 3° и выводить профили за пределы сдаточной длины. 2.19. Предельные отклонения отдельных размеров элементов профилей, не предусмотренные настоящим стандартом, в том числе предельные отклонения размеров полости, при необходимости должны быть указаны в согласованных изготовителем с потребителем чертежах. 2.20. Предельные отклонения размеров поперечного сечения, углы скручивания и отклонение от прямолинейности профилей, с резко выраженным неравномерным сечением или профилей с соотношением толщины полок более 4:1, указывают в согласованных изготовителем с потребителем чертежах. Примеры условныхобозначений Профиль из сплава марки Д16, в закаленном и естественно состаренном состоянии (Т), нормальной прочности, фасонного сечения (номер или шифр профиля), длиной 3000 мм: Профиль Д16.Т (номер или шифр) х 3000 ГОСТ 8617—81. То же, повышенной прочности (ПП), немерной длины: Профиль Д16.Т.ПП (номер или шифр) ГОСТ 8617—81. Профиль из сплава марки АД31, в закаленном и естественно состаренном состоянии (Т), нормальной прочности, таврового сечения с номером 420019 по ГОСТ 13622—79, немерной длины: Профиль (или Тавр) АД31.Т 420019 ГОСТ 8617—81/ГОСТ То же, длиной кратной (КД) 2000 мм: Профиль (или Тавр) АД31.Т 420019 * 2000 КД ГОСТ 8617—81/ГОСТ 13622—79. Профили электротехнического назначения из алюминиевого спла ва марки АД31, в закаленном и искусственно состаренном состоянии (Т1), фасонного сечения, длиной кратной (КД) 2000 мм: Профиль АД31.Т1 (номер профиля) ЭН х 2000 КД ГОСТ 8617-81. Допускается в заказе ссылку на стандарты с размерами профилей не указывать. |
||||||||
samalco.ru
Профиль алюминиевый - это изделие из алюминия или алюминиевого сплава с заданными размерами и формой поперечного сечения.
Существует множество действущих стандартов на алюминиевые профили, например: ГОСТ8617-81, ГОСТ13618-97, ГОСТ13620-90, ГОСТ22233-2003, ОСТ 1 90113-96, EN 755-9, EN 12020-2.
Используя действующие стандарты на алюминиевые профили, весь их сортамент можно подразделить на следующие виды:
Алюминиевые профили могут изготавливаться из большого количества сплавов в различных состояниях с тем, чтобы удовлетворить требованиям различных сфер их применения. Самые популярные алюминиевые сплавы для профилей - это АД31 и АД33.
Практически все виды алюминиевых профилей получают прессованием и только очень немногие - прокаткой или гибкой. Поэтому обычно прессованные алюминиевые профили называют просто алюминиевыми профилями.
Обобщенным размером алюминиевого профиля является диаметр окружности, описывающий его поперечное сечение. Этот параметр называют диаметр описанной окружности.
Диаметр описанной окружности действительно связан со сложностью прессования алюминиевого профиля. При прессовании металл стремится течь через различные участки матрицы с различной скоростью: чем дальше от оси заготовки, тем медленнее. Поэтому, чем больше диаметр, тем сложнее контролировать размеры алюминиевого профиля. Внизу представлины профили в порядке повышения сложности их изготовления.
| Стандартные профили | Z U F Y |
| Простые сплошные профили | Ƈ ɽ ʇ Ґ |
| Полузамкнутые профили | Ӈ Ԏ ɧ ʋ Ϥ |
| Профили с резким изменением тощины | ᴥ ¶ |
| Широкие профили | Ԉ Ԋ |
| Профили со сложными или узкими полузамкнутыми полостями | ʩ Ϣ ѱ ffl |
| Простые полые профили | Δ ⌂ ◊ |
| Сложные профили; полые профили с двумя или более полостями | œ Ɵ ϐ |
| Трубы с наружными ребрами | ¤ ơ ɒ ϙ |
| Трубы с внутренними ребрами | Ѻ Ƀ ҏ |
| Большие или широкие полые профили | Œ Ƃ Ɗ |
Алюминиевые профили классифицируются следующим образом:
1) По состоянию материала профили подразделяют на:
2) По виду сечения профили подразделяют на:
Комбинированные профили следует относить к полым профилям с несколькими внутренними пространствами.
3) По точности изготовления профили подразделяют на типы:
4) Готовые профили, т.е. имеющие защитно-декоративное покрыти, бывают:
Алюминиевый профиль нашел широкое приемение в мире. Его можно встретиь и в бытовых изделиях, и в космических ракетоносителях. Однако наиболее активно профиль используется в строительстве и машиностроении.
| Тип профиля | Марка сплава | Цена |
| 100-16 | АД31 | Уточняйте у менеджеров |
| 100-3 | АД31 | Уточняйте у менеджеров |
| 100-4 | АД31 | Уточняйте у менеджеров |
| 1182 | АД31 | Уточняйте у менеджеров |
| 144 | АД31 | Уточняйте у менеджеров |
| 147 | АД31 | Уточняйте у менеджеров |
| 224 | АД31 | Уточняйте у менеджеров |
| 259-15 | АД31 | Уточняйте у менеджеров |
| 273 | АД31 | Уточняйте у менеджеров |
| 358 | АД31 | Уточняйте у менеджеров |
metsh.ru