Содержание
INICIAL Systems алюминиевый профиль в СПб
Профильные системы, сделанные для России
- Поставка напрямую
от производителя
- Продукция соответствует
отраслевым ГОСТам
О компании
ООО «Инициал Северо-Запад» — официальный представитель
Урало-Сибирской профильной компании, поставщик
алюминиевых теплосберегающих профильных систем INICIAL
Systems в Санкт-Петербурге и Северо-Западном регионе РФ.
Поставка напрямую от производителя гарантирует
надежность сотрудничества с нами и возможность избежать непредвиденных ситуаций.
Посмотрите видео
о заводе УСПК
Продукция
Отечественные интеллектуальные профильные системы, оптимизированные под условия российского рынка
Грамотный менеджмент
Клиенты получают свои заказы в срок
в полном объеме
Высококвалифицированный
персонал
Быстрое оформление заказа, консультации, техническая поддержка документацией и ПО
Наличие склада
в Санкт-Петербурге площадью более 1000 м2 с постоянным поддержанием запасов алюминиевого профиля, комплектующих
и резиновых уплотнителей системы INICIAL
Быстрая поставка продукции
от производителя за счет грамотно построенных взаимоотношений
с поставщиком и высокого уровня логистики
Реализованы крупные объекты
С использованием продукции компании, ведущими застройщиками уже реализованы крупные объекты в Санкт-Петербурге, Москве, Петрозаводске, Вологодской области, Архангельске, Мурманске, Пскове, Калининграде и других городах
Современные профильные системы INICIAL Systems можно применять не только
при строительстве новых зданий, но и для реконструкции старых, обновив фасад
и увеличив сопротивление к теплопередаче.
Использование предлагаемых технологий позволяет сделать любое здание не только красивым, но и отвечающим современным требованиям комфорта и качества жизни.
Продукция соответствует отраслевым ГОСТам.
Наша продукция
INICIAL Systems — это отечественные алюминиевые профильные системы, созданные для значительного уменьшения потери тепла в зданиях
со светопрозрачными алюминиевыми конструкциями
Фасадные системы
Системы «тепло-холод»
Элементные фасады
Оконно-дверные теплые
системы
Балконное, витражное
холодное остекление
Ограждения
Ламели
Оснастка
выполненные с использованием алюминиевых
профильных систем Inicial Systems
Санкт-Петербург
ЖК «Капитан Немо»
01
/
07
Санкт-Петербург
Аппарт-отель «Salut!»
02
/
07
Санкт-Петербург
ЖК «Московский квартал»
03
/
07
Санкт-Петербург
ЖК «Небо Москвы»
04
/
07
Санкт-Петербург
ЖК «Девятый Вал»
05
/
07
Санкт-Петербург
ЖК «Богатырь 2»
06
/
07
Санкт-Петербург
Морской учебно-тренажерный
центр государственной морской
академии им.
 адмирала
адмирала
С.О. Макарова
07
/
07
Другие объекты
ЖК «ULTRA СITY», ЖК «FOR YOU», ЖК «Светлый мир «Жизнь», ЖК «Огни Залива», ЖК «Созвездие», ЖК «Балканы», ЖК «Ариосто», ЖК «Новый Лесснер», ЖК «Английская Миля», ЖК «Новый Оккервиль», ЖК «Малая Охта», ЖК «YOGA», ЖК «Территория», ЖК «AMSTER», ЖК «ТЕРРА», ЖК «Шуваловский», ТЦ FJORD PLAZA и другие.
Нам доверяют
Застройщики
Изготовители светопрозрачных алюминиевых конструкций
Застройщики в Санкт-Петербурге, на объектах которых установлены системы Inicial Systems
Все партнеры
Изготовители светопрозрачных алюминиевых конструкций
Все партнеры
Последние Новости
31.05.2022
Обновление каталогов на сайте
На сайте выложены обновленные каталоги Inicial Systems.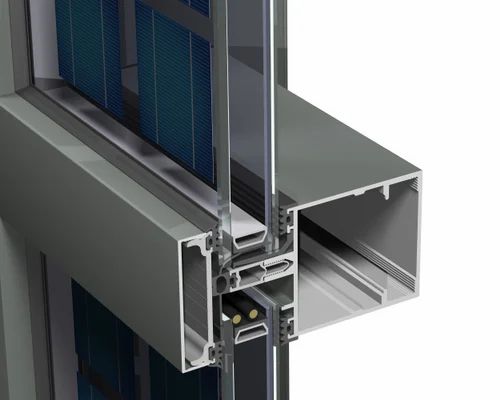 В частности обновлены
В частности обновлены
06.05.2022
С Днем Великой Победы!
29.12.2021
С Новым Годом 2022!
Уважаемые партнеры, ООО “Инициал Северо-Запад” поздравляет Вас с Новым 2022
Все новости
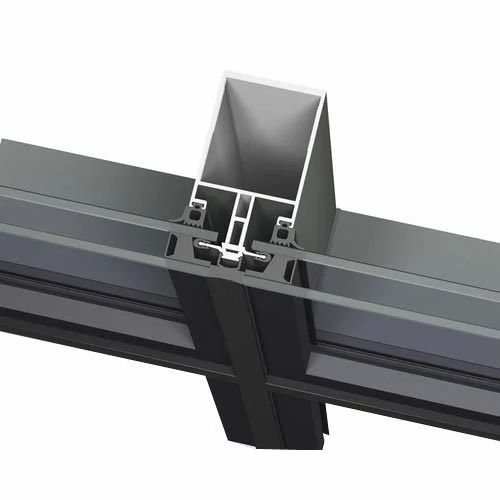
IW63. Оконно-дверные теплые системы. Инициал Северо-Запад — официальный дилер алюминиевых систем INICIAL в Санкт-Петербурге
Назначение системы:
Серия IW 63 системы “INICIAL” предназначена для изготовления ограждающих конструкций (окон, дверей, витражей, перегородок) к которым предъявляются повышенные требования по теплоизоляции. В качестве несущего каркаса используются алюминиевые профили с терморазрывом, обеспечивающие приведенный коэффициент сопротивления теплопередаче R=0,44-0,55 m²°C/Вт. В качестве терморазрыва применяется полиамидный стеклонаполненный термомост шириной 27 мм или 20 мм. Толщина возможного заполнения в конструкции от 1 мм до 43 мм.
Надежная тепло- и звукоизоляция, воздухо-влагонепроницаемость:
В системе предусмотрен полный комплекс элементов, позволяющий изготавливать конструкции с повышенными требованиями к воздухо-водопроницаемости конструкции, звукоизоляции, теплоизолирующих характеристик:
конструкция оконного притвора створки обеспечивает три контура уплотнения;
соединение центрального уплотнителя в угловых зонах осуществляется с применением формовых угловых элементов, обеспечивающих дополнительную герметизацию на стыках рамы и створки;
для дополнительной герметизация и жесткости стыков в угловых и тавровых соединениях профиля применяются литые выравнивающие элементы с возможностью заполнения полости стыка герметизирующими материалами, обеспечивающих герметичность конструкции по всему периметру и являются дополнительным средством защиты от промерзаний.
Возможность реализации широкого спектра оконных фасадных конструкций:
- архитектурные оконные блоки со скрытыми створками, исключающих явно выраженные утолщения профиля на фасаде здания в районе створки;
- фасадные конструкции с возможностью раскрепления профиля до 5м, на стойках с увеличенными геометрическими характеристиками;
- фасады “ленточного” типа, где для учета линейных расширений алюминиевого профиля применена концепция монтажа оконных блоков укрупненными блоками с гарантированным зазором, соединение которых происходит через резиновый уплотнитель.
Для рационального выбора профиля связанного с установкой фурнитуры, дальнейшего примыкания отделочных материалов, несущей способности конструкции, серия предлагает два типаразмера ширины каркаса окон (рама, импост, створка.) В оконной профильной конструкции заложен распространенный фурнитурный паз с размерами 15(створка)/14(рама) “ЕВРОПАЗ” позволяющий устанавливать фурнитуру любых производителей.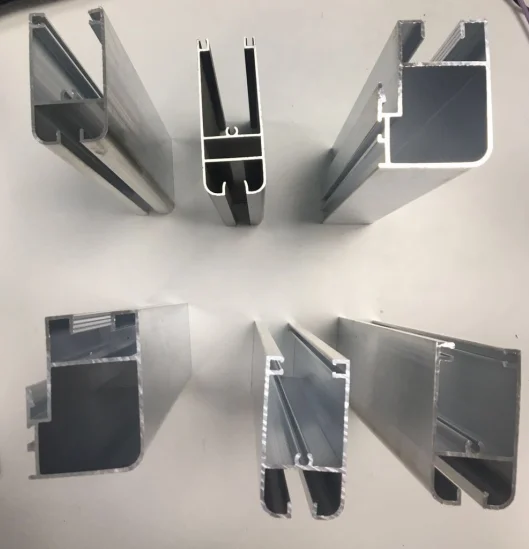
Двери. варианты конструкций и важные элементы:
Конструкция профилей серии IW 63 позволяет изготавливать одно и двустворчатые двери компланарного исполнения. Двустворчатые двери собираются без применения дополнительного штульпового профиля, сборка нерабочей створки в двустворчатых дверях осуществляется без сложной обработки профиля на стандартных угловых закладных “сухарях”.
Возможно два варианта исполнения створок:
- сборка всех углов через угловые закладные детали с применением одного створочного профиля;
- изготовление створки с применением цокольного профиля.
Фальцлюфт в дверном притворе составляет 25мм., что позволяет устанавливать накладные шпингалеты в двустворчатых дверях высотой до 10мм.
Для установки замков применяются два типа подкладок, первая устанавливается под сам замок, вторая под штатную ответную планку замка. Каждая из планок является универсальной и подходят для любых производителей узкопрофильных замков. Для обеспечения качественного притвора створки двери к раме, рекомендуется установка многозапорного замка и установки дополнительной петли в средней части створки..jpg)
Для надежной воздухо – гидроизоляции конструкции двустворчатых дверей предусмотрены фальцевые заглушки в притворе створок.
Для исключения “мостиков” холода в конструкции двери применяется “теплый” комбинированный порог. Для удобства крепления, а так же для возможности замены порога во время эксплуатации двери, без демонтажа конструкции, предлагается установка профиля с применением торцевых накладок, позволяющие осуществлять крепление к внутренней части профиля коробки.
Дверь в составе перегородки (витрины) не имеет самостоятельной рамы, конструкцией рамы, при таком решении, будет служить стойка и импост самой перегородки.
Сборка конструкций:
- угловые соединения профиля рам и створок окон осуществляется через закладные детали “сухари” на углообжимном прессе, или посредством штифтов диаметром 5мм;
- угловые соединения профиля рам и створок дверей осуществляется через закладные детали “сухари” только на углообжимном прессе. Ряд профилей импоста позволяет осуществлять крепление как на закладных деталях “сухарях”, так и на самонарезающие винты.


Алюминиевый профиль и его цена
Цена алюминиевого профиля
Основным коммерческим показателем штампованного алюминиевого профиля является его цена за погонный метр или цена за килограмм. Эта цена, конечно же, зависит от выбора сплава и геометрии поперечного сечения профиля. В тех странах, где действуют активные рыночные механизмы, эти цены не слишком сильно отличаются от одного производителя алюминиевых профилей к другому. Эти же рыночные механизмы вынуждают производителей алюминиевых профилей постоянно искать пути повышения производительности и снижения себестоимости. Это позволяет им снизить цену на профили и увеличить их продажи..
Обычно окончательная цена алюминиевых профилей согласовывается в результате переговоров заказчика и поставщика по цене партии профилей с учетом сложности сечения профиля, особых требований к его функциональность, а также уровень рентабельности конкретного завода по производству алюминиевых профилей.
Факторы, влияющие на цену алюминиевых профилей
Важными факторами, определяющими эффективность производства и себестоимость (и, следовательно, цену) прессованного изделия — профиля, труб, прутка или полосы, являются следующие:
- Длина профиля (хлыста, экструдата), который прессуется за один цикл прессования, то есть из одной заготовки
- Концевая часть экструдата, нарезанная на отходы
- Количество измеренных длин профиля на заготовку
- Масса (вес) прессового остатка
- Количество и вес отработанных заготовок
- Вес (масса) заказа
- Время простоя пресса между циклами прессования
- Скорость барана
- Длительность разгона, то есть время, за которое достигается полная скорость штампа
- Продолжительность изменения матрицы
- Пустая цена, потраченная на выполнение заказа
- Цена матрицы
- Затраты на производство
- Непредвиденные остановки пресса
- Непредвиденные отходы, то есть количество произведенных профилей, не соответствующих установленным требованиям к их качеству
Производственные затраты обычно измеряются как стоимость одной минуты прессования. В эту стоимость входят все прямые затраты и затраты на оплату труда заводских рабочих, которые делятся на время печати в минутах.
В эту стоимость входят все прямые затраты и затраты на оплату труда заводских рабочих, которые делятся на время печати в минутах.
Расчет цены алюминиевого профиля
Ниже приведен пример типового расчета стоимости метра или килограмма экструдированного алюминиевого профиля. Подчеркнем, что это пример американский (США) и для времени до 2004 года. Так что не переносить это прямо на нашу почву, а проследить логику построения цены на алюминиевый профиль, думаем, будет полезно.
Исходные данные:
Рисунок — Алюминиевый профиль для расценки. Размеры в миллиметрах
- Поперечное сечение профиля – 437 мм 2 .
- Размер мерной длины профиля 6 м.
- Количество профилей в заказе — 200 шт.
- Диаметр прессконтейнера — 178 мм.
1) Сначала рассчитать массу (вес) исходного сырья — заготовок.
Профили нарезаются на мерные длины по 6м. Из каждой заготовки нужно получить, например, 6 шт. При этом первый и последний метры плети (экструдата) считаются некачественными и поэтому выбрасываются. Общая длина ресниц за один цикл должна быть:
Общая длина ресниц за один цикл должна быть:
6 х 6 + 2 = 38 м.
Массу погонного метра профиля можно рассчитать исходя из площади поперечного сечения и плотности алюминиевого сплава:
0,437 х 10 -3 х 2700 = 1,18 кг/м
По данным полученное выше, можно найти массу профиля, идущего на приемный стол за штуку:
1,18 х 38 = 44,84 кг
Длина данной исходной заготовки должна включать остаток пресса длины, например, 0,02 м. Так как диаметр емкости 178 мм, то масса жома будет: 9 г.0005
3,14 х (0,178 / 2) 2 х 0,02 х 2700 = 1,34 кг
Общий вес каждой детали будет:
44,84 + 1,34 = 46,18 м
Для того, чтобы компенсировать типовой брак данного завода, например, 6 %, необходимо изготовить на 12 длин профиля больше, чем указано в заказе, т.е. 212 шт. Тогда количество необходимых заготовок:
212/6 = 35,3.
Таким образом, Для выполнения заказа необходимо 36 заготовок общей массой:
44,18 х 36 = 1614 кг
2) Общий вес профилей, поставляемых заказчику, составляет, однако, только:
1,18 х 6 х 200 = 1416 кг.
3) Получаем выход путем деления массы заказа на массу исходных заготовок:
1416/1614 = 0,877 = 87,7 %
4) Затем рассчитываем общее затраченное время производства.
Скорость прессования — скорость профиля на выходе из матрицы — для данного конкретного сплава и геометрии поперечного сечения профиля составляет, например, 36 м/мин или 0,6 м/с. Дополнительное время, затрачиваемое на разгон штампа, составляет, например, 7 с. Поскольку известна длина профиля на штуку (38 м), общее время одного цикла прессования составит:
38/0,6 + 7 = 70 сек
Затем необходимо оценить время простоя пресса между двумя циклами прессования. Время пресс-балансов, загрузки новой заготовки и выпуска воздуха из контейнера обычно составляет около 15 секунд. Если других непредвиденных остановок пресса не предвидится, то нужно еще добавить время, которое тратится на смену матрицы. Это может быть, например, 180 секунд.
Тогда общее время изготовления пресса для прессования этого заказа будет:
(70 + 15) х 36 + 180 = 3240 сек = 54 мин = 0,9h
5) Производительность пресса на количество заказа нетто 200 шестиметровых профилей составит:
1416/0,9 = 1537 кг/ч
6) Наконец можно рассчитать стоимость метра или килограмма этого алюминиевого профиля .
Для этого также примем, что:
- Цена материала заготовки, например, 1,5 Долл. США за килограмм.
- Затраты на производство этого алюминиевого пресса составляют, например, 50 долл. США за одну минуту.
- Цена матрицы для этого заказа была 2000 дол. США.
Тогда общая стоимость изготовления заказа — с учетом стоимости матрицы и без — составит:
1,5 х 1614 + 50 х 54 = 5121 Кукла. США
5121 + 2000 = 7121 Кукла. USA
Стоимость алюминиевого профиля: за килограмм и за метр
В итоге стоимость погонного метра алюминиевого профиля составит:
5121/1200 = 4,21 Долл. США за 1 м
7121/1200 = 5,93 долл. США за 1 м
Соответственно стоимость алюминиевого профиля за килограмм составляет:
5121/1416 = 3,62 долл. США за 1 кг
7121/1416 = 5,03 долл. США. США за 1 кг
Конечно, одну и ту же матрицу можно использовать для нескольких заказов. Если на первый заказ накладывается вся стоимость матрицы, то в следующих заказах ее стоимость не прибавляется. Затраты на обслуживание матрицы включаются в себестоимость продукции.
Затраты на обслуживание матрицы включаются в себестоимость продукции.
Из себестоимости в цену алюминиевого профиля
К рассчитанной аналогичным образом себестоимости (стоимости) алюминиевого профиля заводские планировщики-предприниматели добавят свои добавки и конечную цену из алюминиевого профиля получится.
Важное послесловие
Приведенный выше упрощенный расчет стоимости алюминиевого профиля является чисто американским (США) примером. Поэтому цена заготовок, трудозатраты и конечные цены на алюминиевый профиль тоже американские, при чем как где-то до 2004 года. В данном примере не показаны некоторые нюансы расчета цены алюминиевого профиля.. например, не видно, как учитывались те самые «лишние» 12 «бракованных» профилей (6 %), пошедших, видимо, на переплавку, а затем возвращали в производство в виде новых заготовок. Есть и другие шероховатости — отдаем «как есть».
Источник:
Справочник по проектированию металлургических процессов / под ред. George E. Totten, Kiyoshi Funatani, Lin Xie / Marcel Dekker Inc, 2004
George E. Totten, Kiyoshi Funatani, Lin Xie / Marcel Dekker Inc, 2004
— Our Principals — | Обзор Предприятие Возможности Экструзия
Изготовление
Отделка
Сборка
Специальности рынка
Mid-States Aluminium Corporation |
.jpg) Все, начиная от отдела продаж и заканчивая внутренней командой обслуживания клиентов, нашими инженерными и производственными командами, делают все возможное, чтобы удовлетворить наших клиентов. Наши сотрудники обучены принципам Lean Six Sigma, а компания Mid-States Aluminium сертифицирована по стандарту ISO 9001:2015.
Все, начиная от отдела продаж и заканчивая внутренней командой обслуживания клиентов, нашими инженерными и производственными командами, делают все возможное, чтобы удовлетворить наших клиентов. Наши сотрудники обучены принципам Lean Six Sigma, а компания Mid-States Aluminium сертифицирована по стандарту ISO 9001:2015.
 Mid-States осознает, что вы постоянно ищете возможности для увеличения стоимости.
Mid-States осознает, что вы постоянно ищете возможности для увеличения стоимости.