Содержание
Чистовая обсада (окосячка) в Серпухове, Чехове, Подольске, Заокском
- Главная
- Услуги
- Чистовая обсада (окосячка)Чистовая обсада (окосячка)
Обсада или окосячка — это конструкция устанавливаемая в проёме деревянного дома для защиты окон и дверей при усадке стен. Конструктивно это деревянная коробка не жестко устанавливаемая в проёме и имеющая возможность скользить в вертикальной плоскости проёма. Таким образом, обсада не сопротивляется усадке, а адаптируется к ней, сохраняя неизменной геометрию проёма.
Для чего нужна окосячка
Дерево из которого построен дом или сруб, по мере высыхания приводит к усадке стен. В результате окна и двери могут быть повреждены и даже полностью разрушены. Такая проблема присутствует не только в новых домах, но даже если дом отстоялся, дерево являясь натуральным материалом, постоянно «дышит» при изменении температуры и влажности.
- укрепляет и усиливает стены в местах проёма.

- препятствует смещению стен дома при усадке.
- сохраняет целостность дверных и оконных конструкций.
- чистовая окосячка выполняет функцию подоконника и является декоративной отделкой проёма

Что такое чистовая окосячка
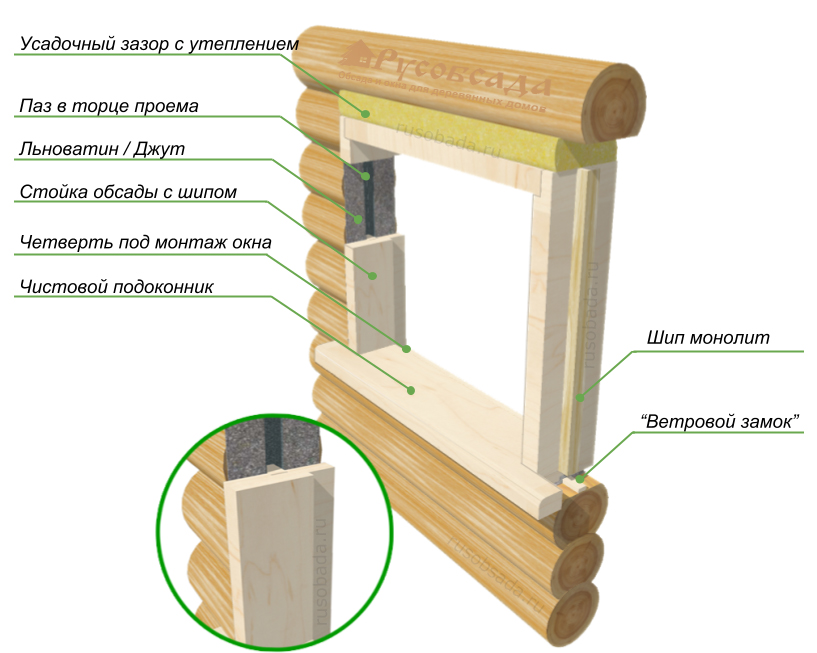
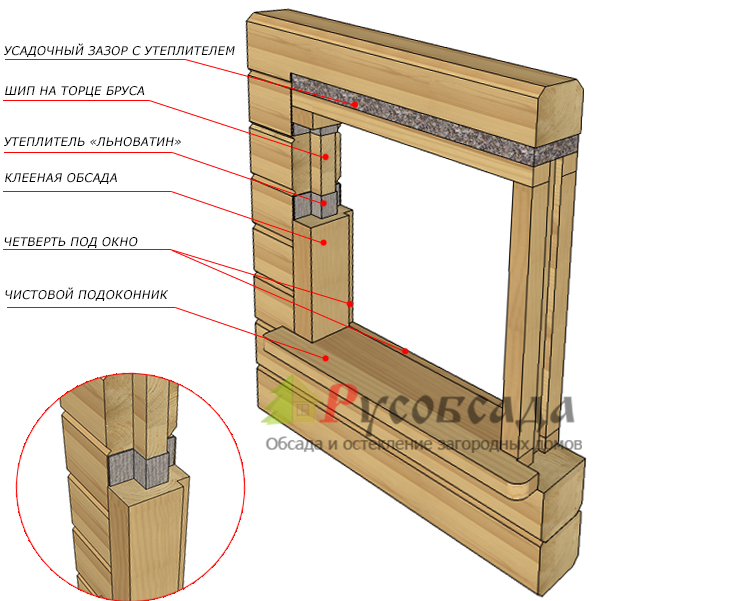
Чистовая обсада это конструкция в которой обсадная коробка дополнительно является подоконником и частью декоративной отделки проёма.
Такой вид отделки прекрасно подчеркивает материал стен дома и выглядит очень гармонично. Для изготовления может выбираться дерево различных пород, а поверхность может окрашиваться в различные цвета.
Виды чистовой окосячки
Т-образная
Обсада изготавливается в форме буквы Т путём фрезеровки или вклейки шипа в доску. По бокам проёма выпиливается паз в которой и войдёт шип коробки.
П-образная
Здесь шип выпиливается в торцах проёма, а в стоевых изготавливается паз.
Чтобы паз, изготавливаемый в стоевых, не ослаблял конструкции, требуется выбирать доску потолще не менее 90 мм, что несколько увеличивает стоимость материала.
Достоинства
- Простота монтажа
- Не требуется дальнейшей отделки проёма в виде откосов.
- Прекрасно подчеркивает материал стен дома.
Недостатки
При всём множестве достоинств, у данного вида обсады есть недостатки и они весьма существенные:
- Стоимость чистовой окосячки значительно выше черновой.
- В данный вид окосячки невозможно установить окна в ГОСТ, так как согласно требованиям ГОСТа, со стороны помещения монтажный шов должен защищаться гидроизоляционной лентой, что в данном случае невозможно.
- В бревенчатых домах светопрозрачные конструкции должны устанавливаться по линии соприкосновения брёвен, т. е. в середине проёма, что невозможно при чистовой обсаде. Установка чистовой окосячки в срубе может приводить к тому, что обсадная коробка будет промерзать, и гнить.
- Ограниченные возможности по декорированию проёма. По сути это только различные виды древесины и цвет покраски.
Материал обсады
Окосячка может изготавливаться из клееного бруса или массива дерева. Клееный брус не деформируется при изменении влажности и температуры. При этом резкие перепады температуры влажности могут разрушать не влагостойкий клей, который как правило и используется при изготовлении бруса. Вот почему при постройке бани лучше использовать массив
Клееный брус не деформируется при изменении влажности и температуры. При этом резкие перепады температуры влажности могут разрушать не влагостойкий клей, который как правило и используется при изготовлении бруса. Вот почему при постройке бани лучше использовать массив
Толщина доски для обсады выбирается исходя из материала из которого построен дом: для дома из бруса толщина коробки может составлять 40 мм, в срубе доходить до 100 мм.
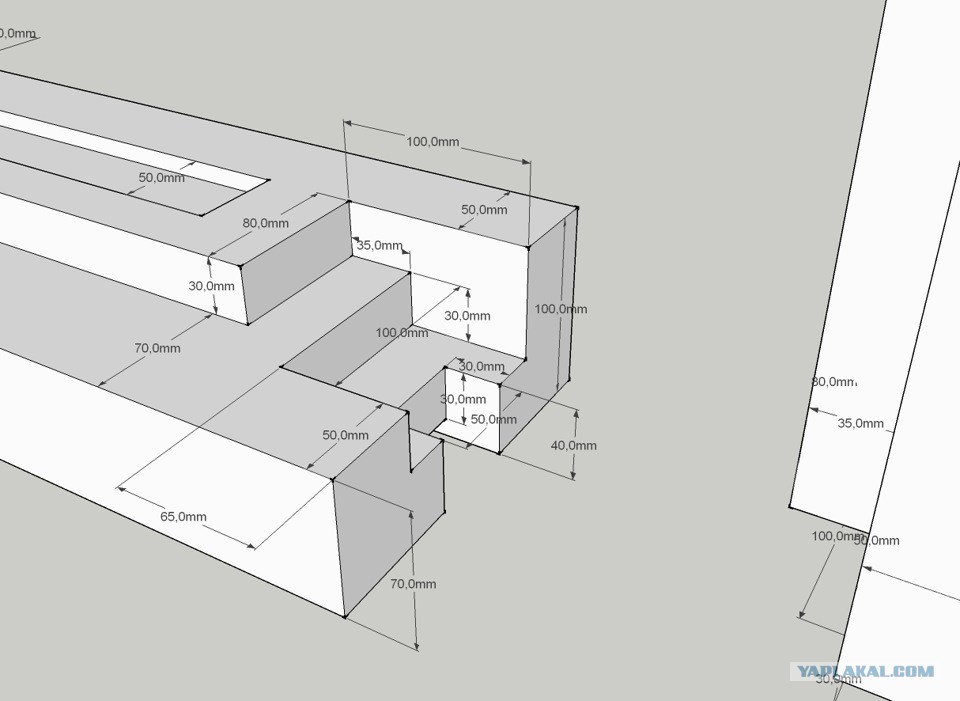
Чертежи окосячки
На чертеже изображены два варианта стоевых: П-образные и Т-образные. Глубина четверти указана N и соответствует толщине профиля пластикового окна. Как правило это 58 мм или 70 мм.
обсада в деревянном доме — Окна Лидер
Наши награды
Обсадные коробки для окон — Гарант Плюс
Известно, что в деревянных домах коробки для окон и дверей выполняют максимум полезных функций. Не скроем, обсадная коробка увеличивает затратную составляющую строительства.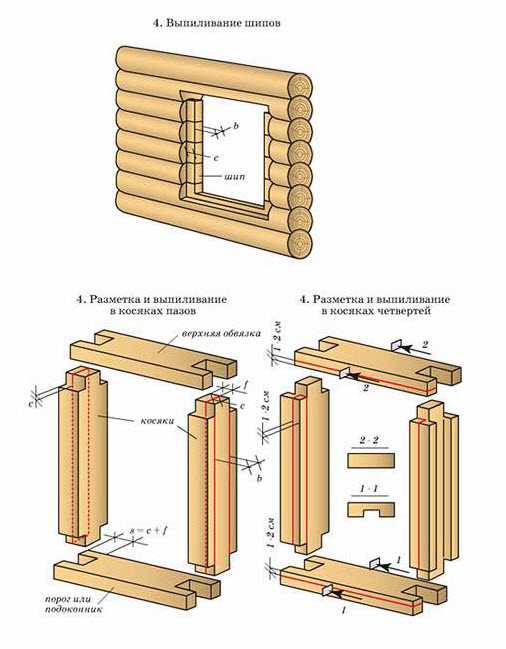 Однако прогибы бревен и бруса, разрушение оконных рам и щелеобразование
Однако прогибы бревен и бруса, разрушение оконных рам и щелеобразование
будет исключено, если вы правильно рассчитаете и подберете материал для конструкции.
Окосячка или создание обсадных коробок
С давних времен неотъемлемой частью устройства проемов окон и дверей в деревянном доме являлась окосячка или обсада, служащая для улучшения теплоизоляции и предотвращения деформационного процесса при смещении блоков при усадке.
Технология устройства в деревянном доме окосячки специфична и сопряжена с отсутствием жесткой фиксации двери или окна к торцевым частям проемов.
конструкция обсад
Конструктивно обсадная коробка для окон в деревянном доме и дверей представляет собой деревянную раму, состоящую из парных вертикальных и горизонтальных стоек и перекладин.
Такая конструкция характерна для окон сруба из бруса, бревна и лафета. Соединение нижних поперечин (порог) с торцами сруба осуществляют шиповым соединением. Вертикальный брусок (вершник) и усадочный зазор компенсируют усилия усадки, предотвращая деформацию в виде скручивания или выпирания стеновых бревен и брусов.
Ширина любой обсадной коробки должна соответствовать толщине стен и составляет 210 мм для лафетного дома и клееного бруса, 250 мм для цельного бревна. Коробки изготавливают из бруса или мебельного щита δ=45 мм.
Для создания обсады необходим расчет и выбор размеров окон или дверей.
Рассчитываем размеры окон окосячки
Специалисты рекомендуют выбирать окна с учетом расположения нижнего края проема в деревянном доме по высоте подоконника от чистового пола (900-1100 мм).
До балочного перекрытия от верхнего края проема должна оставаться минимальная ширина двух брусов или цельных бревен.
От краев проема до углов стен дома минимальное расстояние составляет 200 мм, рекомендованное – 500 мм.
В зависимости от размеров окон производят расчет деталей окна с учетом замковых соединений и обозначают высоту прорезки проема.
Для расчета окна любой конфигурации и размеров рекомендуется воспользоваться калькулятором.
тип обсадных коробок и возможность применения
Существует несколько типов обсад деревянного дома Т-образной и П-образной конфигурации:
- в колоду с применением торцевого шипа
- с установкой закладного бруска.
Классическим типом окосячки считают чистовую П-образную обсаду.
Такая конфигурация из массива дерева с креплением «в колоду» лучшим образом приспособлена под установку в проемы деревянного дома из бруса, бревна и лафета.
Окосячку «в колоду» или Т-образную с подготовленной четвертью использую как чистовой вариант обсадной коробки для двери. Качество чистовой обсады характеризуют камерная сушка и высокий класс шлифовки.
Способ установки в проемы деревянного дома обсады на закладной брус специалисты считают экономным вариантом, позволяющим устанавливать окно или дверь непосредственно на бруски скольжения.
Тип установки окосячки на закладной брус позволяет установить окосячку:
- в прямоугольный оконный проем площадью до 3 кв. м.
- в проем трапециевидной формы с одной или двумя скошенными гранями
- в стандартный балконный блок.
 м.
м.Возможность применения обсад расширена за счет создания оригинальных конфигураций проемов.
Условия сборки обсадных коробок
Общеобязательными условиями сборки обсадной коробки для окон и дверей является выполнение условий:
- с целью герметизации между бревнами сруба или бруса обязательно размещают утеплитель
- запрещено использование в сборке металлических крепежных элементов и применение лакокрасочных агрессивных материалов.
Естественно, более сложную форму окосячки придется рассчитать и составить несложный чертеж. Подскажем, что для создания обсады трапециевидной формы за основу чертежа берут свойства прямоугольной трапеции.
Остается дело за изготовление обсады по расчетам и чертежу.
Изготовить трапециевидную обсаду своими руками
предварительный расчет деталей обсады трапециевидной формы
Для еврообсады в форме трапеции потребуются две боковые доски размерами по высоте 800 и 600 мм. Длина нижней поперечины 800 мм, вершник состоит из двух досок – прямой части длиной 400 мм и доски скошенной части длиной 430 мм, один конец которой соединяют с короткой боковой.
Длина нижней поперечины 800 мм, вершник состоит из двух досок – прямой части длиной 400 мм и доски скошенной части длиной 430 мм, один конец которой соединяют с короткой боковой.
Подготавливаем обсадные доски боковые по замерам и расчету.
определяем размеры усадочного зазора
Для определения размера усадочного зазора под окосячку необходимо брать во внимание возраст деревянного дома. Для дома, которому менее 5 лет, размер зазора составляет:
- брус клееный – 50 мм
- массив брусовый – 80 мм
- бревенчатый дом – 120 мм.
Монтажные зазоры по высоте, ширине, слева/справа и внизу принимаем равными 15 мм.
Таким образом, ширина проема с учетом окна трапециевидной формы и монтажных зазоров будет составлять:
800 (окно) + 30 (зазоры)+ 60 (окосячка)+30 (зазоры) =920 мм.
Угловые соединения конструкции запиливают вручную, оставляя минимальную толщину зазора в местах примыканий и соединений. Поверхность собранной коробки шлифуют и при необходимости окрашивают. Если в деревянном доме не предполагается производить дополнительную отделку, стены и проемы с окосячкой оставляют в естественном виде живого дерева.
Если в деревянном доме не предполагается производить дополнительную отделку, стены и проемы с окосячкой оставляют в естественном виде живого дерева.
Назад
Вперёд
Волочение латуни | Как изготавливаются гильзы для картриджей
Мы стремимся создавать наиболее точные и стабильные гильзы, доступные сегодня
Приведенные ниже этапы показывают процесс изготовления латунных гильз картриджей Peterson от оригинального латунного производителя и процесс их каплеобразования через окончательный отжиг устья и горлышка. Если у вас есть какие-либо вопросы о нашем процессе или вы хотите узнать больше, свяжитесь с нами.
1. Производство латуни
Каждая гильза картриджа начинает свою жизнь как латунная «спираль», образованная при соединении меди и цинка с несколькими микроэлементами для образования латуни. Особый тип латуни, который наша промышленность использует для изготовления гильз, называется C260, или «патронная латунь».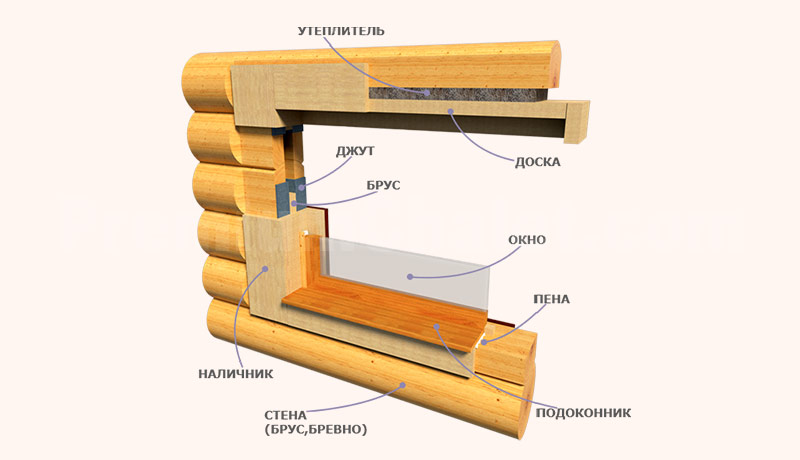 На рисунке справа показано несколько латунных и медных катушек, готовых перейти к следующему этапу производственного процесса.
На рисунке справа показано несколько латунных и медных катушек, готовых перейти к следующему этапу производственного процесса.
Фото предоставлено компанией Aurubis
2. Процесс изготовления банок
Затем широкие латунные бухты разрезаются на более узкие латунные бухты, готовые к поступлению в прессы для вырубки. На картинке справа вы можете видеть моток латуни, проходящий через баночный пресс. Баночный пресс обычно представляет собой пресс с несколькими ударами за ход. Это позволяет производителю производить чашки с очень высокой скоростью. После купирования чашки собираются в бункеры, а оставшийся латунный лом снова переплавляется для формирования большего количества витков.
Фото предоставлено Аурубисом
3. Готовые чашки
Чашки очень толстые, их ширина чуть больше глубины. Обратите внимание на ребра на верхней части чашки. По мере того, как чашка втягивается в кожух, эти выступы становятся более выраженными.
4.
 1-я вытяжка
1-я вытяжка
Так выглядит чашка после прохождения через первый из трех вытяжных прессов. Чашка теперь немного выше и значительно уже. Затем чашу необходимо отжечь или нагреть, чтобы релаксировать зернистую структуру металла в достаточной степени, чтобы продолжить удлинение. Оболочка также должна быть промыта перед следующей вытяжкой.
5. 2-й разлив
Теперь чашка прошла через второй из трех разливочных прессов. Чаша теперь намного глубже, чем в ширину, и начинает выглядеть как трубка с закрытым концом. Как и в случае с первой вытяжкой, чашу необходимо снова отжечь и очистить перед дальнейшим удлинением.
6. 3-й розыгрыш
Теперь чашка достигла своей полной удлиненной длины и теперь считается корпусом. Обратите внимание на неровность верхней части корпуса. Частично это связано с зернистой структурой боковых стенок чаши, а также с вариациями толщины боковых стенок чаши. Следует отметить, что оболочку в таком виде увидеть не принято, так как перед выходом из третьего вытяжного пресса она была бы обрезана..jpg)
7. Зажимная накладка
Здесь мы показали латунное кольцо, отрезанное от верхней части трубки на последнем шаге. «Отщипывание» лишнего материала в верхней части трубы дает нам идеально обрезанную по длине трубу, готовую к следующей операции формования. Трубка также должна быть промыта перед переходом к следующему этапу процесса формования.
8. Формирование кармана для капсюля и затылка гильзы
Формирование кармана для капсюля и нанесение клейма на дно гильзы на самом деле являются двумя отдельными этапами. Во-первых, обсадная труба в основном «утрамбовывается» в инструмент для вырубки. На этом шаге создается углубление для капсюля в нижней части кожуха, где находится капсюль. Затем гильза с карманами переходит к бантеру, который сглаживает дно гильзы и наносит наш клеймо или «голову» на гильзу, снова «трамбуя» гильзу по выпуклым буквам и цифрам бантера. Оболочка также должна быть промыта перед переходом к следующему этапу процесса формования.
9.
 Нарезание канавки для извлечения
Нарезание канавки для извлечения
Затем на кожухе с карманами и головкой вырезается канавка для извлечения. Эта операция очень похожа на горизонтальный токарный станок. Корпус зажимается на шпинделе и вращается с высокой скоростью, в то время как профильная фреза прижимается к нему. Вращение кожуха в сочетании с контактом профильной фрезы создает канавку для извлечения кожуха. Прежде чем перейти к следующему процессу, корпус кожуха должен быть снова отожжен, чтобы релаксировать зернистую структуру металла.
10. 1-й конус
Показанная здесь оболочка прошла первый конусный пресс. Как вы можете видеть, он начинает показывать профиль шеи и рта. Корпус также начал получать конусность корпуса.
11. 2-й конус
Теперь обсадная труба прошла второй пресс внутри операции конуса. Как видите, тело, плечо и шея продолжают уточняться до их окончательных размеров.
12. 3-й конус
Теперь обсадная труба была сужена до окончательных размеров корпуса, шейки и устья. Однако общая длина корпуса все еще слишком велика, и в нем еще нет отверстия для запайки. Перед переходом к следующему процессу оболочку необходимо снова промыть.
Однако общая длина корпуса все еще слишком велика, и в нем еще нет отверстия для запайки. Перед переходом к следующему процессу оболочку необходимо снова промыть.
13. Обрезка по длине
Теперь необходимо обрезать корпус по длине. Использование специально разработанных твердосплавных фрез в сочетании с частой заменой фрез предотвращает образование заусенцев внутри и снаружи горловины обсадной колонны.
14. Пробивание отверстия для завальцовки
Здесь у нас есть кожух после пробивания отверстия для заглушки. Точность, используемая для пробивки отверстия под запайку, оказывает огромное влияние на характеристики готового корпуса. Качественный кожух будет иметь точно пробитое отверстие под запайку, без заусенцев и разрывов. Также важно, чтобы отверстие для запайки было одинаковым по размеру от кожуха к кожуху.
15. Отжиг горловины и шейки
Справа показана оболочка после отжига горловины и шейки. Отжиг горловины и шейки каждой гильзы важен для обеспечения того, чтобы гильза правильно «захватывала» снаряд и равномерно выпускала снаряд при выстреле из гильзы.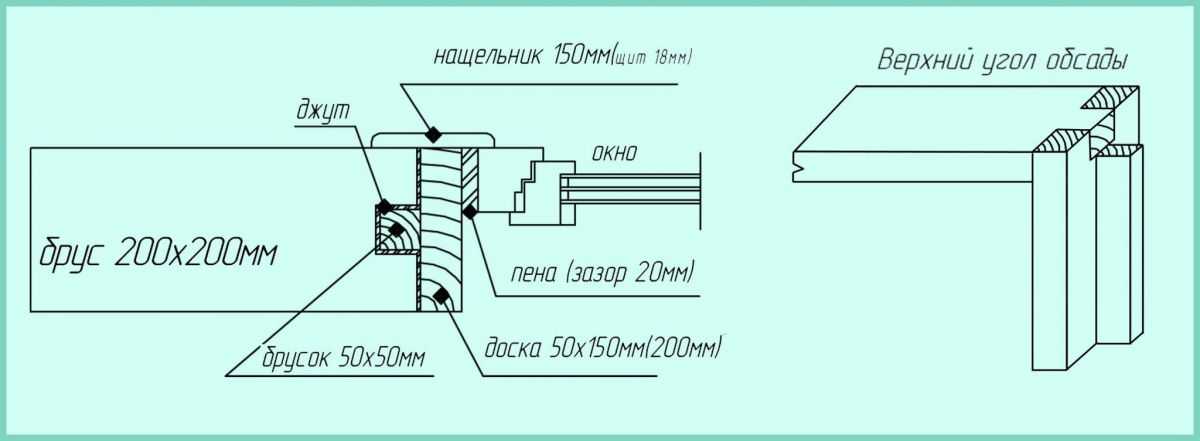 Наше оборудование использует индукционный отжиг, а не пламенный отжиг. В отличие от пламенного отжига, при индукционном отжиге мы имеем возможность регулировать температуру, подаваемую на каждую оболочку, с точностью до градуса.
Наше оборудование использует индукционный отжиг, а не пламенный отжиг. В отличие от пламенного отжига, при индукционном отжиге мы имеем возможность регулировать температуру, подаваемую на каждую оболочку, с точностью до градуса.
16. Мойки
Мы сочли необходимым особо упомянуть наши процессы мойки. Как вы можете себе представить, мы не используем обычное мыло для очистки оболочек между процессами. Наши химикаты для мытья представляют собой комбинацию кислот, моющих средств и составов, препятствующих потускнению, которые эффективно удаляют смазку, используемую в наших процессах вытягивания, а также очищают от потускнения, которое могло образоваться во время нашей производственной операции. Наши моющие химикаты и процессы делают все это, обеспечивая при этом, чтобы оболочки, которые вы получаете, имели красивый блеск полированной латуни.
Формование корпусных профилей | АЗЕК Экстерьеры
- Продукты
- Решения
- Дизайн
- Ресурсы
- Для профессионалов
- Где купить
- TimberTech. com
- Живой чат
Отдел обслуживания клиентов
- 1-877-АСК-АЗЕК
- 1-877-275-2935
 com
comЗакрыть меню
Придайте изюминку вашему обрамлению
AZEK Накладные профили представляют собой декоративные молдинги, обычно используемые заподлицо со стеной, дверью или окном для создания окантовки. Их можно использовать как отдельный профиль или комбинировать с другими стилями молдинга, чтобы кардинально изменить эстетику окон и дверей.
Продукция AZEK известна своей долговечностью и долговечностью. Они не будут раскалываться, трескаться или гнить. Они могут быть установлены с использованием традиционных деревообрабатывающих инструментов и крепежных элементов, а также для нестандартных применений. Большинство продуктов AZEK Molding могут быть подвергнуты термической формовке для создания привлекательных изогнутых формованных деталей.
Альтернативные варианты применения
Хотя молдинг AZEK будет красиво смотреться снаружи вашего дома, он также отлично подходит для внутренних помещений с высокой влажностью, таких как ванные комнаты и прачечные, для предотвращения образования плесени и грибка в помещении.
Красота и преимущества обсадных профилей AZEK:
- Красивый плавный переход между сайдингом и отделкой
- Использование с различными типами сайдинга
- Экономия времени и труда
- Устойчив к суровым погодным условиям
- Устойчив к пятнам, царапинам и выцветанию
- Быстрая и простая установка
- Устойчив к плесени, плесени и влаге
- Не скатывается, не гниет и не раскалывается и снаружи
- Не требует покраски для защиты, но легко принимает краску
- Тот же цвет, внешний вид, ощущение и долговечность, что и у AZEK Trim
- Покрывается пожизненной ограниченной гарантией.
Опции
*Форма для кирпича 18 футов доступна только целыми единицами и не может быть заказана через программу Pick & Pack.
- Помощь по установке
- Гарантия и уход
Помощь по установкеГарантия и уход
Помощь по установке
- Руководство по установке AZEK Trim & Molding
- (Французский) Руководство по установке AZEK Trim & Molding
- Видео по установке молдинга AZEK
- Технические ресурсы AZEK Trim & Molding
- AZEK Формовочные чертежи
Гарантия и уход
Гарантия AZEK на отделку и молдинги
Мы предоставляем на ваши молдинги ограниченную пожизненную гарантию.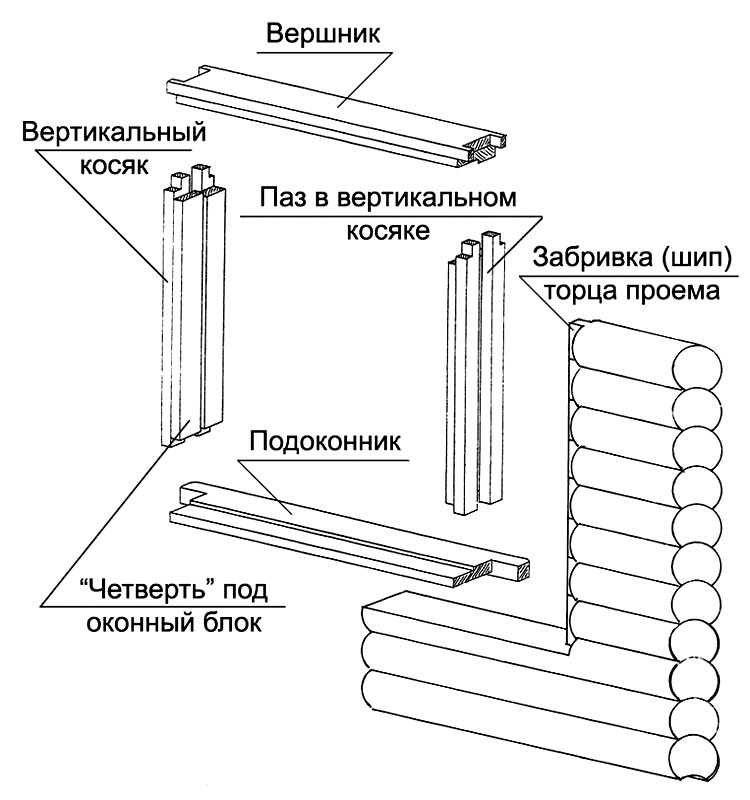
Гарантия на отделку и молдинги
Регистрация гарантии
Создание продуктов премиум-класса означает создание долговечных продуктов. Мы стремимся предоставлять лучшие строительные материалы на рынке. Мы считаем, что инвестиции в ваш дом должны быть долговечными, и мы обещаем целостность наших высокопроизводительных продуктов с ведущими в отрасли гарантиями.
Регистрация гарантии
Часто задаваемые вопросы
Какие типы крепежа можно использовать с молдингом AZEK ® ?
Вам понадобятся те же крепежные элементы, которые вы использовали бы для установки деревянной отделки и сайдинга. Они должны быть из нержавеющей стали или оцинкованы горячим способом и иметь достаточную длину, чтобы проникать в основание не менее чем на 1-1/2 дюйма. Для достижения наилучших результатов используйте крепеж, предназначенный для деревянной отделки и деревянного сайдинга.
Учить больше
Могу ли я разогреть форму AZEK ® Литье?
Да, AZEK Molding может подвергаться термической формовке, однако при этом могут быть потеряны различные фасонные детали или размеры профиля.