Содержание
Обсада (Окосячка) Изготовление И Монтаж Цены В Перми
Просто оставьте заявку и получите персональную скидку.
Соглашаюсь на обработку персональных данных
Гарантия на выполненные работы до 5 лет
Эксплуатация деревянного дома и характеристики дерева, как строительного материала определяют конструктивные особенности оформления отдельных элементов строения. Одно из качеств древесины — гигроскопичность. При неправильной сушке и хранении геометрия пиломатериала нарушается, в отдельных элементах появляются заметные трещины. И перво-наперво деформация сказывается на дверных и оконных проемах. Для того, чтобы предотвратить возможные перекосы, в проемах делается окосячка (обсада или оконная коробка). Наша компания предлагает большой выбор вариантов исполнения этого элемента из различных пород дерева. Благодаря работе собственной столярной мастерской и качественным материалам мы гарантируем долговечность и доступные цены на все столярные работы.
Производство обсады
Мы принимаем заказы на изготовление обсады из сосны, ясеня, березы, дуба и лиственницы. Вариативность производственного процесса обсады связана с конструктивными особенностями изделия и методами его крепления.
-
Выбирается наиболее подходящая конструкция, снимаются замеры окон и делаются необходимые расчеты. -
На современном оборудовании из заранее отобранного материала изготавливаются отдельные деревянные элементы обсады с высокой геометрической точностью. -
Готовые элементы доставляются на объект. -
Обсада монтируется по месту в соответствии с технологическими особенностями установки конкретного вида оконной коробки. -
На изготовление и монтаж дается длительная гарантия.
Монтаж обсады
Окосячка — сборный элемент отделки оконных проемов дома. Этапы сборки осуществляются в следующем порядке:
-
В готовый проем после обработки антисептиками и влагостойкими составами устанавливается нижник; -
С соблюдением геометрии окна ставятся боковые части оконного проема.
-
Когда большая часть элементов установлена и закреплена, устанавливается вершник. -
Верхняя «планка» ставится враспор, поэтому боковины приходится расклинивать.

Такая конструкция надежно защитит стеклопакет и оконный профиль от перекоса. Правильно установить окосячку самостоятельно практически невозможно, так как этот процесс требует определенных навыков и физической подготовки. Наши специалисты гарантированно установят все элементы, проверят параметры проема и укрепят конструкцию для безопасной дальнейшей установки оконного блока.
Цены на изготовление обсады/окосячки
| Размер обсады | 55 мм | 60 мм | 90 мм |
|
100 мм |
250 р.п/м |
290 р.п/м |
350 р.п/м |
|
150 мм |
350 р.п/м |
380 р.  п/м п/м
|
550 р.п/м |
|
200 мм |
450 р.п/м |
550 р.п/м |
750 р.п/м |
|
220 мм |
550 р.п/м |
650 р.п/м |
830 р.п/м |
|
250 мм |
650 р.п/м |
750 р.п/м |
990 р.п/м |
|
300 мм |
750 р.п/м |
880 р.п/м |
1150 р.п/м |
Цены на установку обсады
| Наименование работ | Цена за 1 проем |
|
Установка обсады в брусовом доме |
от 2500 р. |
|
Установке обсады в доме из оцилиндрованного бревна |
от 3000 р. 
|
|
Установке обсады в доме ручной рубки |
от 3700 р. |
Наши работы
Появились вопросы или нужен расчет стоимости?
Звоните +7(342)-271-62-60, +7(919)-440-10-10
Или оставьте заявку и мы перезвоним Вам!
Андрей
менеджер, эксперт
высшее проф. обр
Назад в услуги
Обсады для деревянных домов от 7 дней «под ключ»
Установка обсады
Частная столярная мастерская.
Работаем по Екатеринбургу и Свердловской области с 2012 года.
Окосячка/обсада – изготовление и монтаж/ оформление затесов проемов/монтаж оконных и дверных конструкций/изготовление и установка наличников.
- Расчет стоимости от 30 минут
- Бесплатный выезд на замеры (в пределах 40 км от производства)
- Собственное производство
- Работаем по всей области с выездом на монтаж
- Отправка готовых заказов по всей России транспортной компанией
- Соблюдение сроков и Договорных обязательств
- Всегда на связи с нашими Заказчиками
Оставить заявку
Мастерская дерева
Оставьте заявку
Оставьте заявку и мы
перезвоним вам в ближайшее время.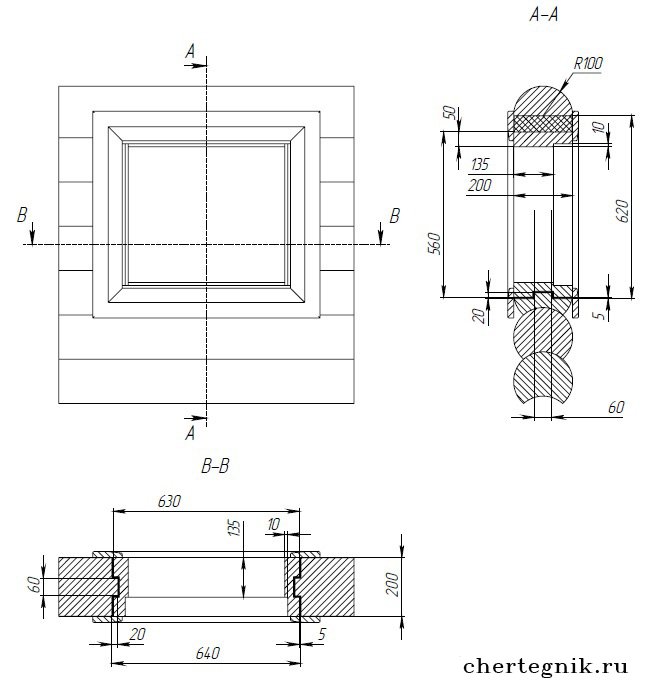
Я согласен с условиями
Соглашения
Расчет изготовления обсады
Обращаем ваше внимание на то, что вся информация, предоставленная расчетами калькулятора, носит информационный характер и не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ. Для получения точной информации о характеристиках, а также стоимости товаров и услуг, пожалуйста, обращайтесь к менеджерам компании.
Наша обсада для деревянных домов
из массива сосны или лиственницы
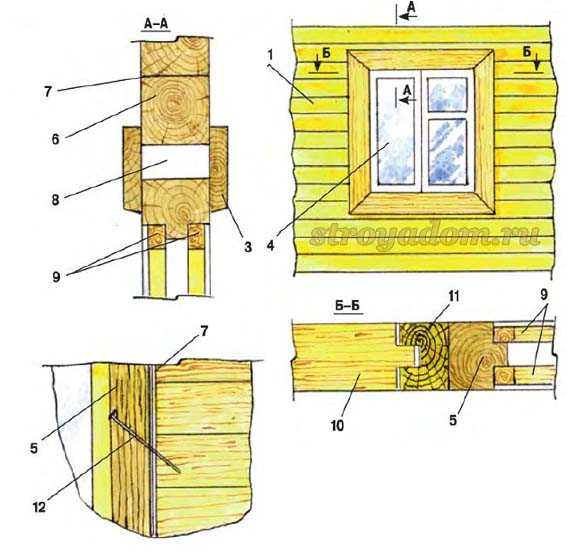
Обсада (окосячка) является неотъемлемой частью технологического устройства оконных и дверных проемов в деревянном доме из бревна/бруса/лафета и предотвращает деформацию оконных и дверных блоков при горизонтальном смещении бревна или бруса, а также дает возможность равномерного вертикального смещения сруба в процессе усадки.
Поверх обсадной коробки (над вершником) оставляют усадочный зазор, который компенсирует дальнейшую усадку. Все варианты изготавливаемой нами чистовой обсады произведены из клееного массива 1-2 сорта, камерной сушки 8-10 % и обработаны антисептиком «Экодом Био». Правильный технологический процесс склеивания наборных ламелей, позволяет избежать процесс коробления деталей обсады в процессе эксплуатации. По желанию Заказчика произведем окрашивание деталей обсады и наличников в любой цвет, маслом «Biofa», «OSMO» или «Teknos». Дополним по желанию брашировкой, для более выразительной фактуры. Поможем с выбором и с монтажом оконных и дверных конструкций.
Правильный технологический процесс склеивания наборных ламелей, позволяет избежать процесс коробления деталей обсады в процессе эксплуатации. По желанию Заказчика произведем окрашивание деталей обсады и наличников в любой цвет, маслом «Biofa», «OSMO» или «Teknos». Дополним по желанию брашировкой, для более выразительной фактуры. Поможем с выбором и с монтажом оконных и дверных конструкций.
В зависимости от того сколько времени стоит сруб деревянного дома и из какого материала строение, сроки, когда можно приступить к установке обсады варьируются от 2 месяцев. Вне зависимости от выбранного Вами варианта, мы сделаем для Вас качественную и надежную обсаду!
Чистовая П-образная обсада
(в колоду)
Чистовая П-образная обсада или как ее еще называют «в колоду» — это классический вид обсады. Данный вид обсады подходит практически для всех видов деревянных домов из бревна/бруса/лафета. Чаще применяется в случаях, когда паз выпиливать технологически невозможно.
..Подать заявку
или узнать подробнее
Чистовая Т-образная обсада
(шип-монолит)
Т-образная окосячка (в шип монолит), наиболее практичный вариант обсады и отлично подходит для установки окон и дверей, так же, как и П-обсада – это «чистовая окосячка» с подготовленной четвертью под установку окон/дверей или без четверти. Направляющий монолитный шип позволяет стенам дома беспрепятственно усаживаться.
Подать заявку
или узнать подробнее
Чистовая обсада
в закладной брусок
Окосячка с закладным бруском, отлично подходит для установки окон и дверей, в большинстве случаев используется как «чистовая окосячка» с подготовленной четвертью под установку окон/дверей, а так-же применяется для установки дверных межкомнатных проемов без четверти, которые впоследствии будут отделываться доборами.
Подать заявку
или узнать подробнее
Черновая обсада
в закладной брусок
Черновая обсада в закладной брусок представляет собой сборную конструкцию из массивной доски, определенного размера 150–200 мм.
× 40 мм. Сначала в бревнах боковой стороны проема, выпиливаются пазы, в которые вставляются бруски сечением 50×50 мм. Этот брусок выступает в роли направляющей, по которой будет происходить вертикальная усадка стены, а обрезная доска, прикрепленная к бруску — формирует оконный проем…Подать заявку
или узнать подробнее
 ..
.. × 40 мм. Сначала в бревнах боковой стороны проема, выпиливаются пазы, в которые вставляются бруски сечением 50×50 мм. Этот брусок выступает в роли направляющей, по которой будет происходить вертикальная усадка стены, а обрезная доска, прикрепленная к бруску — формирует оконный проем…
× 40 мм. Сначала в бревнах боковой стороны проема, выпиливаются пазы, в которые вставляются бруски сечением 50×50 мм. Этот брусок выступает в роли направляющей, по которой будет происходить вертикальная усадка стены, а обрезная доска, прикрепленная к бруску — формирует оконный проем…СПОСОБ ПРОИЗВОДСТВА КОЖУХА — Wistron Corporation
Эта заявка является заявкой подразделения заявки США Сер. № 13/972,918, поданной 22 августа 2013 г., в которой заявлен приоритет тайваньской заявки с серийным номером. 102126706, поданной 25 июля 2013 г. Вышеупомянутая заявка на патент полностью включена сюда посредством ссылки и является частью описания.
Область изобретения
Изобретение в целом относится к способу изготовления корпуса и, более конкретно, к способу изготовления корпуса электронного устройства.
Описание предшествующего уровня техники
Благодаря достижениям в области полупроводниковых устройств и технологий отображения электронные устройства постоянно совершенствуются, чтобы быть компактными, способными выполнять множество функций и удобными для переноски. К обычным портативным электронным устройствам относятся планшетные ПК, смартфоны, ноутбуки и т.д. Ноутбуки имеют те же функции, что и настольные компьютеры, и поэтому популярны на потребительском рынке электронных продуктов.
К обычным портативным электронным устройствам относятся планшетные ПК, смартфоны, ноутбуки и т.д. Ноутбуки имеют те же функции, что и настольные компьютеры, и поэтому популярны на потребительском рынке электронных продуктов.
В связи с тенденцией к легкости и тонкости конструкции ноутбуков корпуса основных блоков некоторых ноутбуков изготавливаются путем обработки одной металлической заготовки (например, алюминиевого материала) с помощью процесса фрезерования. Однако с точки зрения изготовления оболочек посредством фрезерования требуется огромное количество обрабатывающих машин, и, кроме того, могут возникать такие проблемы, как более низкая скорость обработки, более низкий выход продукции и малая осуществимость массового производства. Поэтому вопрос о том, как использовать композитный процесс в качестве замены традиционному процессу фрезерования при изготовлении корпусов основных блоков ноутбуков, в настоящее время является важной темой в этой области.
Изобретение обеспечивает способ изготовления корпуса, который упрощает изготовление корпуса и придает корпусу хорошую конструктивную прочность.
Способ изготовления кожуха по изобретению включает следующие этапы. Во-первых, предусмотрены пластина, рама и основная оболочка, при этом пластина имеет зону склеивания и, по меньшей мере, одну зону термического сплавления, а рама имеет первую поверхность и вторую поверхность, противоположные друг другу. Далее плита укладывается на первую поверхность каркаса, при этом область термоплавления перекрывается с каркасом, а область приклеивания не перекрывается с каркасом. Основная оболочка приклеивается к приклеиваемой области пластины и второй поверхности рамы. Область термического сплавления крепится к раме методом термического сплавления.
В одном варианте осуществления изобретения пластина имеет множество отверстий для винтов, и способ изготовления дополнительно включает привинчивание электронного модуля к пластине через отверстия для винтов.
В одном варианте осуществления изобретения электронный модуль представляет собой клавиатуру. Клавиатура имеет множество клавиш. Пластина имеет множество первых отверстий. Основная оболочка имеет множество вторых отверстий. Этап приклеивания основной оболочки к пластине включает совмещение вторых отверстий соответственно с первыми отверстиями. Этап привинчивания электронного модуля к пластине включает совмещение шпонок соответственно с первыми отверстиями.
Пластина имеет множество первых отверстий. Основная оболочка имеет множество вторых отверстий. Этап приклеивания основной оболочки к пластине включает совмещение вторых отверстий соответственно с первыми отверстиями. Этап привинчивания электронного модуля к пластине включает совмещение шпонок соответственно с первыми отверстиями.
В одном варианте осуществления изобретения способ изготовления дополнительно включает следующие этапы. Прежде чем основная оболочка будет приклеена к приклеиваемой области, толщина части основной оболочки уменьшается, при этом часть основной оболочки соответствует приклеиваемой области.
В одном варианте осуществления изобретения этап уменьшения толщины части основной оболочки включает процесс фрезерования.
В одном варианте осуществления изобретения этап приклеивания основной оболочки к области приклеивания пластины и второй поверхности рамы включает следующие этапы. Первый клейкий материал нанесен на приклеиваемую область. Второй клейкий материал предусмотрен на основной оболочке. Пластина и рама покрыты основной оболочкой, так что первый клейкий материал контактирует с основной оболочкой, а второй клейкий материал контактирует со второй поверхностью рамы. Пластина и рама термически прижаты к основной оболочке.
Пластина и рама покрыты основной оболочкой, так что первый клейкий материал контактирует с основной оболочкой, а второй клейкий материал контактирует со второй поверхностью рамы. Пластина и рама термически прижаты к основной оболочке.
В одном варианте осуществления изобретения этап нанесения первого клеящего материала на приклеиваемую область включает следующий этап. Перед укладкой пластины на раму на область приклеивания наносится первый клейкий материал.
В одном варианте осуществления изобретения область термического сплавления имеет множество отверстий, рама имеет множество приливов термического сплавления, и этап крепления области термического сплавления к раме включает следующие этапы. Бобышки термоплавления вставляются соответственно через отверстия. Когда приливы для термического сплавления вставляются соответственно через отверстия, каждый из приливов для термического сплавления подвергается термическому сплавлению для закрепления на пластине.
Исходя из вышеизложенного, корпус по изобретению в основном состоит из плиты, рамы и основной оболочки, при этом область прилегания плиты не перекрывается рамой, а область термического сплавления плиты перекрывается рама. Соответственно, рама и приклеиваемая область пластины могут быть прикреплены к основной оболочке путем приклеивания. Кроме того, область термического сплавления пластины может быть прикреплена к раме путем термического сплавления, что обеспечивает хорошую структурную прочность корпуса. Как описано выше, кожух по изобретению изготавливается путем объединения плиты, рамы с основной оболочкой в комбинированном процессе (включая склеивание и термическое сплавление) вместо использования процесса фрезерования, который требует больше времени и усилий. Таким образом, производство оболочки эффективно улучшает скорость обработки и производительность, тем самым снижая стоимость изготовления и облегчая массовое производство оболочки.
Соответственно, рама и приклеиваемая область пластины могут быть прикреплены к основной оболочке путем приклеивания. Кроме того, область термического сплавления пластины может быть прикреплена к раме путем термического сплавления, что обеспечивает хорошую структурную прочность корпуса. Как описано выше, кожух по изобретению изготавливается путем объединения плиты, рамы с основной оболочкой в комбинированном процессе (включая склеивание и термическое сплавление) вместо использования процесса фрезерования, который требует больше времени и усилий. Таким образом, производство оболочки эффективно улучшает скорость обработки и производительность, тем самым снижая стоимость изготовления и облегчая массовое производство оболочки.
Чтобы сделать вышеприведенные особенности и преимущества изобретения более понятными, варианты осуществления, сопровождаемые чертежами, подробно описаны ниже.
РИС. 1 представляет собой вид сверху кожуха согласно варианту осуществления изобретения.
РИС. 2 — вид снизу кожуха на фиг. 1.
2 — вид снизу кожуха на фиг. 1.
РИС. 3 представляет собой вид в разобранном виде кожуха на фиг. 1.
РИС. 4 представляет собой блок-схему, иллюстрирующую способ изготовления кожуха по фиг. 1.
РИС. 5А и фиг. 5В иллюстрирует процесс изготовления кожуха по фиг. 1.
РИС. 6 представляет собой схематический вид, иллюстрирующий электронный модуль в сборе с корпусом, показанным на фиг. 1.
РИС. 7 — частичный разрез корпуса с электронным модулем на фиг. 6.
РИС. 8 представляет собой частичный разрез кожуха по фиг. 1.
РИС. 1 представляет собой вид сверху кожуха согласно варианту осуществления изобретения. ИНЖИР. 2 — вид снизу кожуха на фиг. 1. Фиг. 3 представляет собой вид в разобранном виде кожуха на фиг. 1. См. рис. 1 по фиг. 3. В настоящем варианте кожух 100 представляет собой корпус основного блока ноутбука, например, и включает пластину 110 , раму 120 и основной корпус 130 . Пластина , 110, имеет область склеивания , 110, , а, и по меньшей мере одну область термического сплавления , 110, , b (множество областей термического сплавления , 110, , b, показано на чертежах). Рама 120 имеет первую поверхность 120 a и вторая поверхность 120 b напротив друг друга. Пластина 110 уложена на первую поверхность 120 a рамы 120 , при этом область термического сплавления 110 b пластины 110 соединена с периферийной поверхностью 110 пластины. 110 a и крепится к раме 120 термическим сплавлением. Основная оболочка 130 приклеивается к приклеиваемой области 110 а плиты 110 и второй поверхности 120 б рамы 120 . Рама 120 имеет сборочную часть 122 для сборки с другими корпусами ноутбука.
Рама 120 имеет первую поверхность 120 a и вторая поверхность 120 b напротив друг друга. Пластина 110 уложена на первую поверхность 120 a рамы 120 , при этом область термического сплавления 110 b пластины 110 соединена с периферийной поверхностью 110 пластины. 110 a и крепится к раме 120 термическим сплавлением. Основная оболочка 130 приклеивается к приклеиваемой области 110 а плиты 110 и второй поверхности 120 б рамы 120 . Рама 120 имеет сборочную часть 122 для сборки с другими корпусами ноутбука.
Корпус 100 в настоящем варианте осуществления изготавливается не путем обработки одной металлической заготовки (например, из алюминия), а с помощью комбинированного процесса. Детали этого следующие. ИНЖИР. 4 представляет собой блок-схему, иллюстрирующую способ изготовления кожуха по фиг. 1. Фиг. 5А и фиг. 5В иллюстрирует процесс изготовления кожуха по фиг. 1. См. рис. 4. Сначала пластина 110 , рама 120 и основной корпус 130 , показанные на ФИГ. 3 предоставлены, в которой пластина 110 имеет прилипшую область 110 A и по крайней мере одна область термического слияния 110 B, , а рама 120 имеет первую поверхность 120 3 A66666666666666666666666666666669 . и вторую поверхность , 120, , b, напротив друг друга (этап S, 602, ). Далее, как показано на фиг. 5А, пластина 110 сложен на первой поверхности 120 A из рамки 120 , где термическая область фьюжн 110 B перекрывается с рамой 120 и Adhering Region 11054444544545445454454545454454544445445445444454444544454444544444444444444444444444444444444444444444444444444454444. не перекрывается с кадром 120 (этап S 604 ). Как показано на фиг.
1. Фиг. 5А и фиг. 5В иллюстрирует процесс изготовления кожуха по фиг. 1. См. рис. 4. Сначала пластина 110 , рама 120 и основной корпус 130 , показанные на ФИГ. 3 предоставлены, в которой пластина 110 имеет прилипшую область 110 A и по крайней мере одна область термического слияния 110 B, , а рама 120 имеет первую поверхность 120 3 A66666666666666666666666666666669 . и вторую поверхность , 120, , b, напротив друг друга (этап S, 602, ). Далее, как показано на фиг. 5А, пластина 110 сложен на первой поверхности 120 A из рамки 120 , где термическая область фьюжн 110 B перекрывается с рамой 120 и Adhering Region 11054444544545445454454545454454544445445445444454444544454444544444444444444444444444444444444444444444444444444454444. не перекрывается с кадром 120 (этап S 604 ). Как показано на фиг.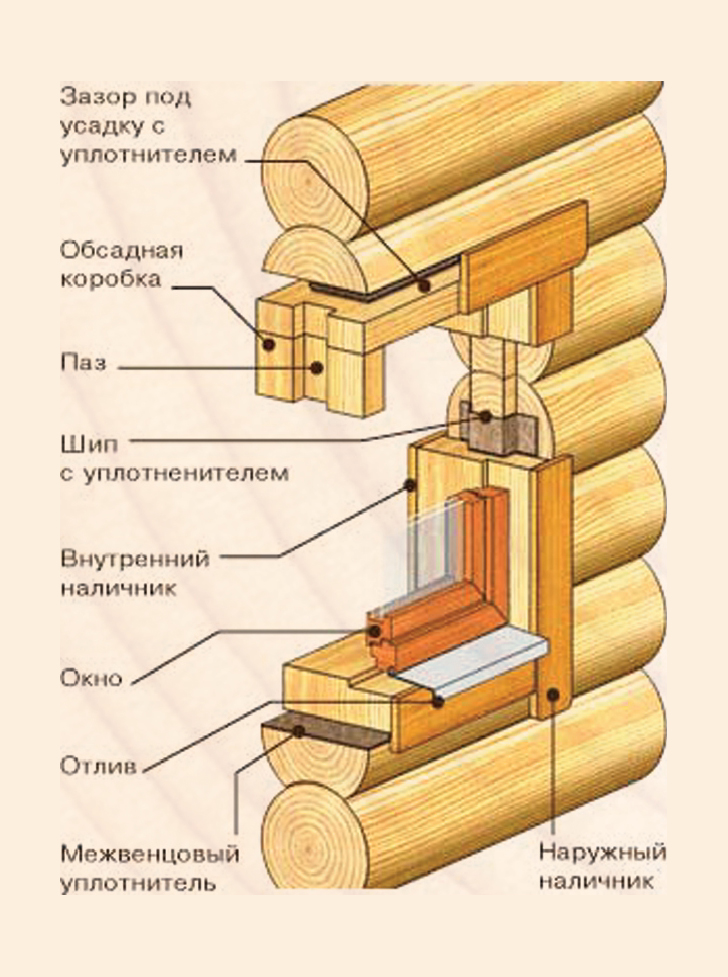 5B, основная оболочка 130 приклеена к приклеиваемой области 110 a пластины 110 и вторую поверхность 120 b рамы 120 (этап S 606 ). Область 110 b термического сплавления прикрепляют к раме 120 путем термического сплавления (этап S 608 ), тем самым завершая корпус 100 , показанный на ФИГ. 1 и фиг. 2.
5B, основная оболочка 130 приклеена к приклеиваемой области 110 a пластины 110 и вторую поверхность 120 b рамы 120 (этап S 606 ). Область 110 b термического сплавления прикрепляют к раме 120 путем термического сплавления (этап S 608 ), тем самым завершая корпус 100 , показанный на ФИГ. 1 и фиг. 2.
Как описано выше, корпус 100 в данном варианте в основном состоит из плиты 110 , рамы 120 и основной оболочки 9.0053 130 , где область прилипания 110 A пластины 110 не перекрывается с помощью рамы 120 , а термическая область слияния 110 B из пластины 110
40054 B из пластины 110 B из пластины 110 B из пластины 110 B . рама 120 . На основании вышеизложенного рама 120 и область приклеивания 110 a пластины 110 могут быть прикреплены к основной оболочке 130 путем приклеивания, и, кроме того, область термического сплавления 110 b плиты 110 можно прикрепить к раме 120 термическим сплавлением, чтобы обеспечить корпусу 100 хорошую прочность конструкции. Вместо того, чтобы изготавливаться путем обработки одной металлической заготовки с помощью процесса фрезерования, который требует больше времени и усилий, корпус 100 в настоящем варианте изготавливается путем объединения пластины 110 , рамы 120 с основной оболочка 130 в композитном процессе (включая адгезию и термическое сплавление), как описано выше. Таким образом, производство корпуса 100 эффективно улучшает скорость обработки и производительность, тем самым снижая стоимость изготовления и облегчая массовое производство корпуса 100 .
Вместо того, чтобы изготавливаться путем обработки одной металлической заготовки с помощью процесса фрезерования, который требует больше времени и усилий, корпус 100 в настоящем варианте изготавливается путем объединения пластины 110 , рамы 120 с основной оболочка 130 в композитном процессе (включая адгезию и термическое сплавление), как описано выше. Таким образом, производство корпуса 100 эффективно улучшает скорость обработки и производительность, тем самым снижая стоимость изготовления и облегчая массовое производство корпуса 100 .
В данном варианте основная оболочка 130 изготовлена, например, из алюминия или других металлических материалов. Кроме того, плита 110 и рамка 120 (например, пластиковый элемент) закрыты основной оболочкой 130 , как показано на РИС. 1. Другими словами, в настоящем варианте осуществления основной кожух 130 , выполненный из металла, используется в качестве внешнего вида кожуха 100 , так что кожух 100 имеет полностью металлический внешний вид, отвечающий конструктивным требованиям.
РИС. 6 представляет собой схематический вид, иллюстрирующий электронный модуль в сборе с корпусом, показанным на фиг. 1. Фиг. 7 — частичный разрез корпуса с электронным модулем на фиг. 6. См. РИС. 2, фиг. 6 и фиг. 7. Тарелка 110 в настоящем варианте осуществления имеет множество отверстий для винтов 110 c. В вышеупомянутом производственном процессе электронный модуль 50 может быть привинчен к пластине 110 корпуса 100 через резьбовые отверстия 110 c. В частности, электронный модуль 50 представляет собой, например, клавиатуру и имеет множество клавиш 52 . Пластина 110 имеет множество первых отверстий 110 d, и основная оболочка 130 имеет множество вторых отверстий 130 а. When the main shell 130 is adhered to the plate 110 , the second openings 130 a of the main shell 130 are aligned respectively with the first openings 110 d of the plate 110 .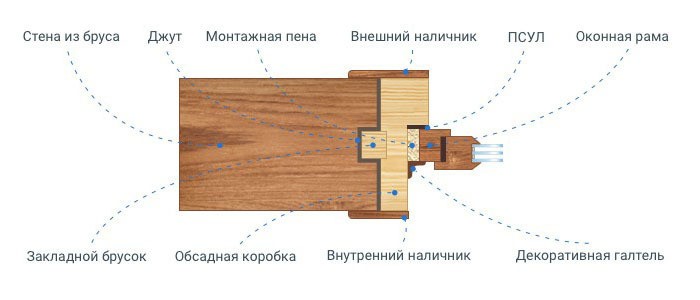 Причем, когда электронный модуль 50 прикручен к пластине 110 , Keys 52 выровнены соответственно с первыми открытиями 110 D тарелки 110 , так что клавиши 52 и первые открытия 110 66666666666666666666666666666666666666666666666666666. вторые отверстия 130 и , нажимаемые пользователем. Кроме того, другие типы электронных модулей также могут крепиться к корпусу 100 через часть винтовых отверстий 110 c. Например, сенсорная панель 60 , показанный на РИС. 6 может крепиться к корпусу 100 через часть винтовых отверстий 110 c.
Причем, когда электронный модуль 50 прикручен к пластине 110 , Keys 52 выровнены соответственно с первыми открытиями 110 D тарелки 110 , так что клавиши 52 и первые открытия 110 66666666666666666666666666666666666666666666666666666. вторые отверстия 130 и , нажимаемые пользователем. Кроме того, другие типы электронных модулей также могут крепиться к корпусу 100 через часть винтовых отверстий 110 c. Например, сенсорная панель 60 , показанный на РИС. 6 может крепиться к корпусу 100 через часть винтовых отверстий 110 c.
Перед приклеиванием основной оболочки 130 к склеиваемой области 110 и , как на этапе S 606 , толщина участка 132 (обозначена на ФИГ. 6). основной корпус 130 может быть уменьшен путем фрезерования. Часть 132 соответствует приклеиваемой области 110 таблички 110 , а также соответствует позиции электронного модуля 50 .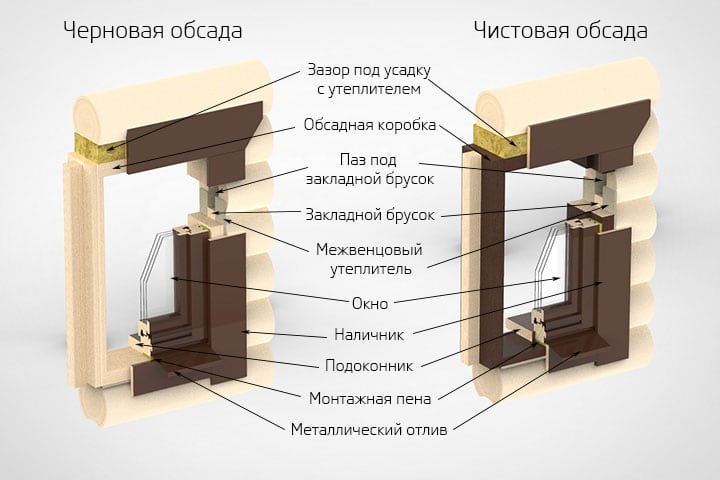 Соответственно, в случаях, когда пластина 100 имеет фиксированную толщину, толщина части корпуса 100 , соответствующей электронному модулю 50 , может быть отрегулирована по мере необходимости, чтобы обеспечить большую гибкость при проектировании и изготовлении корпуса . 100 .
Соответственно, в случаях, когда пластина 100 имеет фиксированную толщину, толщина части корпуса 100 , соответствующей электронному модулю 50 , может быть отрегулирована по мере необходимости, чтобы обеспечить большую гибкость при проектировании и изготовлении корпуса . 100 .
РИС. 8 представляет собой частичный разрез кожуха по фиг. 1. См. рис. 3 и фиг. 8. В процессе приклеивания основной оболочки 130 к области прилипающей области 110 A тарелки 110 и вторая поверхность 120 B из рамы 120 Как на этапе S 6069 , первый Adhesive . 140 предусмотрен на приклеиваемой области 110 a пластины 110 , а второй клейкий материал 150 предусмотрен на основной оболочке 130 . Затем пластина 110 и рама 120 покрыты основной оболочкой 130 так, чтобы первый клейкий материал 140 соприкасался с основной оболочкой 130 , а второй клейкий материал 150 соприкасался со второй поверхностью 120 b 9006 6 рамы 120 . Далее выполняется термическое прессование соответственно плиты 110 , рамы 120 и основной оболочки 130 , так что плита 110 и рама 120 прочно соединены с основной оболочкой 130 соответственно посредством первого клеевого материала 140 и второго клеящего материала 150 способом термического прессования. Первый клейкий материал 140 после термического прессования приклеивается между склеиваемой областью 110 а и основной оболочкой 130 , а второй клейкий материал 150 после термического прессования приклеивается между второй поверхностью 120 б рамы 120 и основной оболочки 130 . В вышеупомянутом производственном процессе перед укладкой пластины 110 на раму 120 , например, первый клейкий материал 140 может быть нанесен на приклеиваемую область 110 и пластины 0540 1510 . . Кроме того, перед плитой 110 и рамой 120 закрывается основная оболочка 130 , например, второй клейкий материал 150 может быть нанесен на основную оболочку 130 дозированным способом.
Далее выполняется термическое прессование соответственно плиты 110 , рамы 120 и основной оболочки 130 , так что плита 110 и рама 120 прочно соединены с основной оболочкой 130 соответственно посредством первого клеевого материала 140 и второго клеящего материала 150 способом термического прессования. Первый клейкий материал 140 после термического прессования приклеивается между склеиваемой областью 110 а и основной оболочкой 130 , а второй клейкий материал 150 после термического прессования приклеивается между второй поверхностью 120 б рамы 120 и основной оболочки 130 . В вышеупомянутом производственном процессе перед укладкой пластины 110 на раму 120 , например, первый клейкий материал 140 может быть нанесен на приклеиваемую область 110 и пластины 0540 1510 . . Кроме того, перед плитой 110 и рамой 120 закрывается основная оболочка 130 , например, второй клейкий материал 150 может быть нанесен на основную оболочку 130 дозированным способом.
См. РИС. 3. В данном варианте осуществления область термического сплавления 110 b пластины 110 имеет множество отверстий 110 e, , а рама 120 имеет множество 90 10205 выступов термического сплавления3. в. Бобышки для термосварки 120 c вставляются соответственно через отверстия 110 и и крепятся к пластине 110 термическим сплавлением. В частности, когда область термического сплавления 110 b прикреплена к раме 120 термическим сплавлением, как на этапе S 608 , бобышки 120 c рамы 1 900 могут вставляться соответственно через отверстия , 110, , и в зону термической сварки 110 b пластины 110 , как показано на РИС. 5А. Затем каждая из приливов , 120, , c термически сплавляется, так что привариваемые приливы , 120 c прикрепляются к пластине , 110 , как показано на фиг. 2.
2.
Таким образом, корпус согласно изобретению в основном состоит из плиты, рамы и основной оболочки, при этом область прилегания плиты не перекрывается рамой, а область термического сплавления плиты перекрывается рама. На основании вышеизложенного рама и приклеиваемая область пластины могут быть прикреплены к основной оболочке путем приклеивания. Кроме того, область термического сплавления пластины может быть прикреплена к раме путем термического сплавления, чтобы обеспечить корпусу хорошую структурную прочность. Как описано выше, кожух по изобретению изготавливается путем объединения плиты, рамы с основной оболочкой в комбинированном процессе (включая склеивание и термическое сплавление) вместо использования процесса фрезерования, который требует больше времени и усилий. Таким образом, производство оболочки эффективно улучшает скорость обработки и производительность, тем самым снижая стоимость изготовления и облегчая массовое производство оболочки. Кроме того, перед приклеиванием основной оболочки к области приклеивания пластины толщина части основной оболочки, соответствующей области приклеивания, может быть уменьшена посредством процесса фрезерования.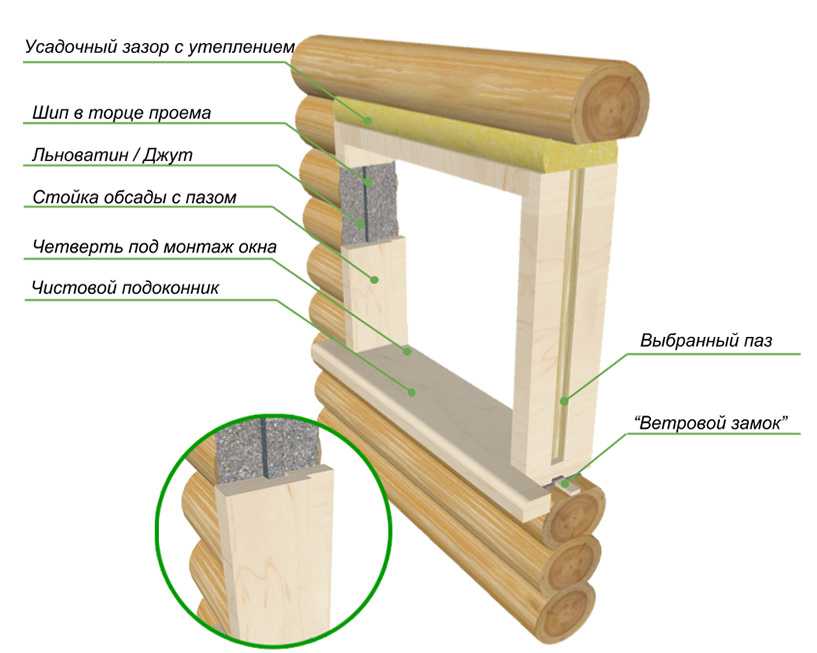 Таким образом, в случаях, когда пластина имеет фиксированную толщину, толщину кожуха можно регулировать по мере необходимости, чтобы обеспечить большую гибкость при проектировании и изготовлении кожуха.
Таким образом, в случаях, когда пластина имеет фиксированную толщину, толщину кожуха можно регулировать по мере необходимости, чтобы обеспечить большую гибкость при проектировании и изготовлении кожуха.
Хотя изобретение было описано со ссылкой на вышеприведенные варианты осуществления, специалисту в данной области будет очевидно, что модификации описанных вариантов осуществления могут быть выполнены без отклонения от сущности изобретения. Соответственно, объем изобретения будет определяться прилагаемой формулой изобретения, а не приведенным выше подробным описанием.
Как изготавливается труба: Изготовление кожухов клапанов. Справочник по музыкальным инструментам
Корпуса клапанов представляют собой сердце трубы
Трубка, перемещающая поршень вверх и вниз, называется корпусом клапана. Корпус клапана — это ключевой компонент, который действует как переключатель, изменяющий высоту тона — в некотором смысле, это сердце трубы. Все работы по производству корпусов клапанов должны соответствовать самым высоким стандартам точности.